



优化刀具路径,是重新指定所加工位置在刀具路径中的顺序。通过优化可得到最短刀具路径,这对变轴点位加工特征有利。同时,优化可将刀具路径上的加工位置限定在水平或垂直区域内,以满足其他约束要求,如夹具位置、机床行程和工作台大小等。
注意:刀具路径优化后,先前定义的避让几何不起作用。因此,如果要用图6-7所示操作对话框中的“避让”按钮定义避让几何,必须在刀具路径优化以后进行。

图6-16 “优化刀具路径”对话框
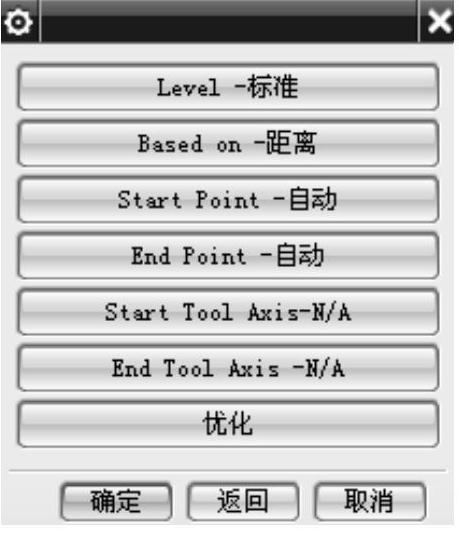
图6-17 “最短路径”对话框
单击图6-7所示的“点到点几何体”对话框中的“优化”按钮,系统弹出如图6-16所示的“优化刀具路径”对话框对话框。它提供了4种优化点位加工刀具路径的方法。
1.按最短路径优化
最短路径(ShortestPath)优化方法是基于最短加工时间对加工位置进行重新排序的优化方法。在加工位置数目很多(30个以上)和需要采用变轴点位加工的情况下,它是首选的优化方法。但这种方法比其他优化方法所需要的处理时间更长。
单击“最短刀轨”按钮,系统弹出如图6-17所示的“最短路径”对话框。在此对话框中,可单击“Level-标准”按钮,指定是采用标准(Standard)优化方式还是高级(Advanced)优化方式。如果需要变轴加工,可单击“Based on-距离”按钮来决定优化时考虑的出发点,也可根据需要指定刀具路径的起始和终止加工位置,或设置刀具路径起始处和终止处的刀轴方向。刀具路径优化后,系统显示刀具路径的总长和刀轴方向的变化角度,可单击“确定”或“取消”按钮来接受或取消优化结果。图6-17中所示按钮的说明如下。
(1)Level(级别)
该选项涉及系统确定最短刀具路径所需要的时间,单击该选项,可使优化方式在标准(Standard)和高级(Advanced)之间切换。
标准(Standard)方式:首先选择一个加工位置作为刀具路径的起始点,然后按最近距离确定下一个加工位置,依次循环确定余下各加工位置的加工顺序。如第二个加工位置距离第一个加工位置的最近加工位置,第三个是距离第二个最近的加工位置。
高级(Advanced)方式:在优化时,这种方式比标准方式需要较长的处理时间,但它生成的刀具路径总长要短一些,有利于缩短加工时间。
注意:由于两种级别(标准和高级)使用的处理方法不同,因此很少会出现标准方式生成的刀轨比高级方式生成的刀轨短的情况。
(2)Based On(基于的原则)
该选项决定优化时考虑的出发点,涉及刀具路径中加工位置之间的距离。对于固定轴点位加工的刀具路径,仅考虑距离(Distance)。对于变轴点位加工的刀具路径,有两种考虑方式:仅距离(Distance Only)和先刀具轴后距离(Tool Axis Then Distance)。
距离(Distance):选择该选项,优化的出发点是考虑距离。通过计算刀具高刀轴方向在垂直于刀轴平面内移动的跨越时间,来确定最短路径。
仅距离(Distance Only):选择该选项,优化的出发点是仅考虑距离。通过计算刀具跨越两加工位置之间的三维距离所需的时间来确定最短路径,而忽略刀轴方向的变化。
先刀具轴后距离(Tool Axis Then Distance):选择该选项优化的出发点是先考虑刀轴方向的变化,然后再考虑距离。它通过计算改变刀轴方向所需要的时间和刀具跨越两加工位置之间的三维距离所需的时间来确定最短路径。
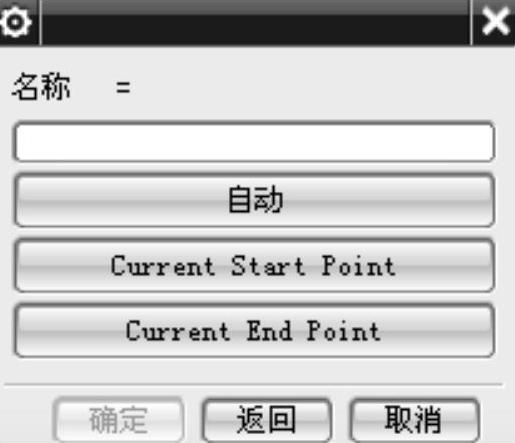
图6-18 “起始点”对话框
(3)Start Point(起始点)和End Point(终点)
这两个选项分别指定按照最短路径优化时的刀具路径的起始点和终点。单击如图6-17所示中的“Start Point”或“End Point”按钮,系统都会弹出如图6-18所示的“起始点”对话框。可用鼠标在图形窗口选取加工位置作为刀具路径的起始或终止加工位置,或用对话框中的按钮来确定刀具路径的起始或终止加工位置。(https://www.xing528.com)
在“名称”文本框内输入某一点的名称,可以指定该输入点为按照最短路径优化时的起始点或终点位置。
·单击“自动”按钮,指定由系统自动确定优化刀具路径的起始点或终点位置。
·单击“Current Start Point(当前起始点)”按钮指定将当前起始点作为优化刀具路径的起始点或终点。
·单击“Current End Point(当前终点)”按钮指定将当前终点作为优化刀具路径的起始点或终点。
(4)Start Tool Axis(开始刀轴)和End Tool Axis(最终刀轴)
如果采用变轴点位加工,在Based On选项中选择了Tool Axis Then Distance,且将Start Point和End Point选项指定为“自动”(Automatic),则用户需要使用Start Tool Axis和EndTool Axis选项分别指定起始和终止加工位置的刀轴方向。共有4种选项:Automatic、Current Start Tool Axis、Current end Tool Axis和Vector。其中,Vector选项是用矢量构造器定义起始或终止加工位置的刀轴方向。其余选Automatic、Current Start Tool Axis和Current end Tool Axis的使用方法,与Start Point和End Point中的选项类似,不再说明。
(5)优化
单击如图6-17所示中的“优化”按钮,则执行优化工作。优化结束后,系统弹出如图6-19所示的“优化结果”对话框,并在对话框中显示优化前后的刀具路径总长和刀轴方向的角度变化大小。优化完成,可以通过单击“显示”“接受”“拒绝”来显示排列顺序或接受或放弃优化处理结果。
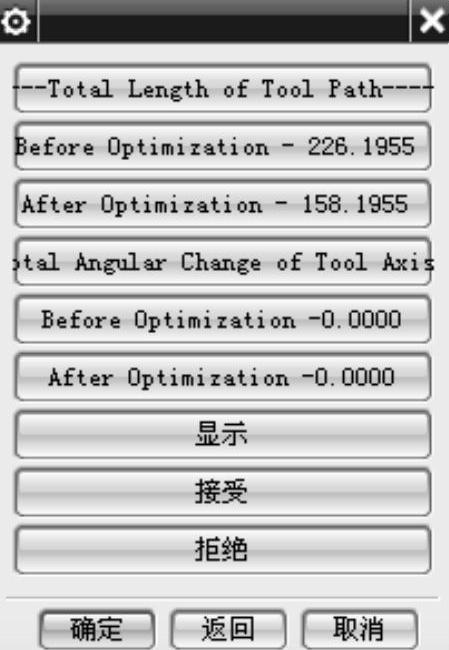
图6-19 “优化结果”对话框
注意:如果是第一次优化,优化前的刀具路径总长和刀轴方向的角度变化大小,均取决于加工位置的选择顺序。
2.按水平路径优化
在如图6-16所示的对话框中,单击“Horizontal Bands”按钮,系统弹出如图6-20所示的“水平带”对话框,在对话框中单击“升序”或“降序”按钮,可以确定对水平线之间各加工位置的排序方式。用于定义一系列水平路径带,刀具的往复运动方向大致与工作坐标系的XC轴平行。这些水平路径带由成对水平直线定义,每对水平直线之间的加工位置按照指定的方式排序编号。
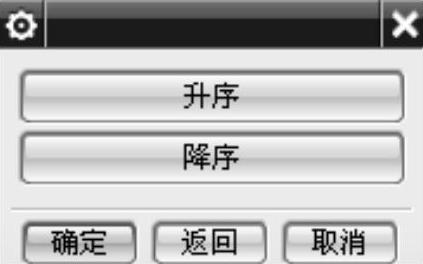
图6-20 “水平带”对话框
单击“升序”或“降序”按钮定义刀具路径带时,先用鼠标在图形窗口选择一点,系统临时显示一条过该点且平行于XC轴的直线,并将其作为第一号路径带的第一条直线,再用同样的方法定义第一号路径带的第二条直线。如此重复,为每条路径带定义两条直线,直到所有路径带全部定义完毕。最后单击“确定”按钮。
3.按竖直路径优化
如图6-16所示的对话框中的“Vertical Bands”按钮用于定义一系列垂直路径带。这种刀具路径的优化方法,除了路径带平行于YC轴和按YC轴坐标值将每一条路径带内的加工位置排序外,其余的都与Horizontal Bands(水平路径带)优化方法类似。
4.重画加工位置
每次优化处理后,如图6-16所示的对话框中的“Repaint Points”按钮用于设置是否重画所有加工位置。该选项在“是”和“否”之间切换,当设置成“是”时,优化后系统将会重新显示每个加工位置的顺序号。
5.显示点
单击如图6-7所示的对话框中的“显示点”按钮,用来在视图窗口中显示加工位置,以便用户观察进行某一操作(如选择、附加和省略等操作)后的加工位置是否正确,可验证刀具路径中加工位置的选择情况,系统按新的顺序显示各加工位置的加工顺序号。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。