



曲面区域驱动方式提供了对刀具轴和投影矢量的附加控制。这个方式能创建一组阵列的、位于驱动面上的驱动点,驱动点首先按阵列生成在驱动面上,然后沿投影矢量方向投影到零件面上而生成。这种驱动方式在加工复杂的表面时十分有用,刀位轨迹生成在所选择的零件面上,它是按照已指定的投影矢量方向投影驱动面上的点来得到的。如果零件面没有定义,刀位轨迹则直接创建在驱动面上。
驱动曲面并不要求是平面,但是必须按行和列有序排列,并且每行应有同样数量的曲面,每列也应有同样数量的曲面,其间隙不得超过参数设置中所指定的连接公差。
曲面区域驱动方式可以对刀具进行最大限度的控制,并可定义相对于驱动曲面变化的刀轴方向,当加工非常复杂的表面轮廓时,适当的刀轴控制可避免刀轴的波动,如图5-25所示的零件。曲面区域驱动方式也可以对投影矢量进行最大限度的控制。
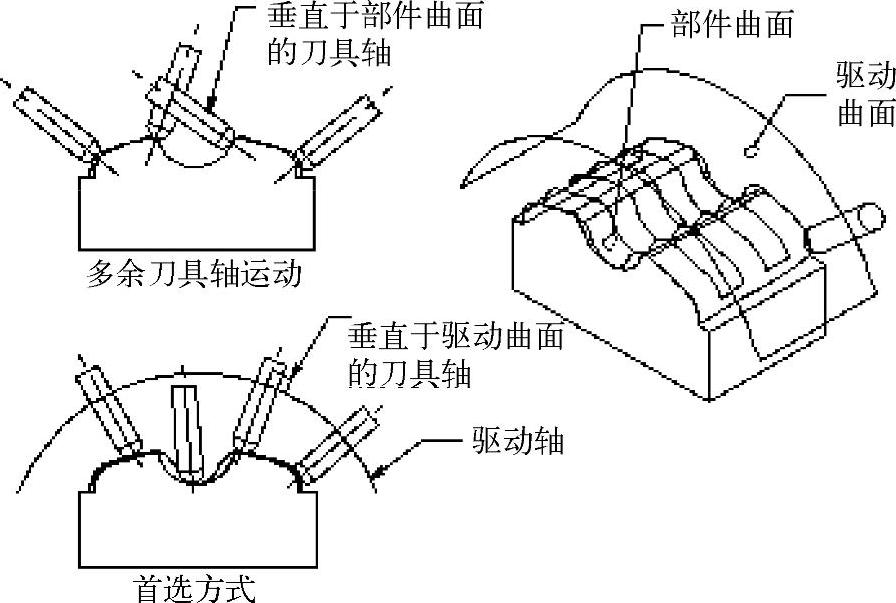
图5-25 曲面区域驱动方式
在“固定轴轮廓铣”工序对话框中,“驱动方式”选项组下的“方法”下拉列表中选择“曲面”,系统会弹出如图5-3所示的警告信息,单击“确定”按钮,系统弹出如图5-26所示的“曲面区域驱动方式”对话框。在该对话框中,上面部分是选择驱动几何体及设定刀具位置和加工余量,中部选项用于设置切削参数,下部选项用于指定刀轴矢量与投影矢量。
1.驱动几何体
“驱动几何体”选项组用于定义和编辑驱动面,以创建刀具路径,也可以定义曲面的参数。在“曲面区域驱动方式”对话框中单击“选择或编辑驱动几何体”按钮 ,系统弹出如图5-27所示的“驱动几何体”对话框。在绘图区按顺序选择第一行的曲面,选择完第一行曲面后,单击“开始下一行”按钮再选择第二行曲面,依此类推,完成所有曲面行的定义,然后单击“确定”按钮,系统返回到“曲面区域驱动方式”对话框。
,系统弹出如图5-27所示的“驱动几何体”对话框。在绘图区按顺序选择第一行的曲面,选择完第一行曲面后,单击“开始下一行”按钮再选择第二行曲面,依此类推,完成所有曲面行的定义,然后单击“确定”按钮,系统返回到“曲面区域驱动方式”对话框。
注意:选择加工多个曲面时,选取曲面时一定要逐个选取相邻的曲面,否则会因流线方向不统一而无法生成刀具路径。相邻的面必须共享一个边缘,并且不能存在超过所定义公差范围的间隙。注意选择多行的曲面时,每一行的曲面个数应该相同。
在定义驱动面时,状态行显示曲面行数。定义驱动曲面后,系统在绘图区显示默认的切削方向与材料边的方向。
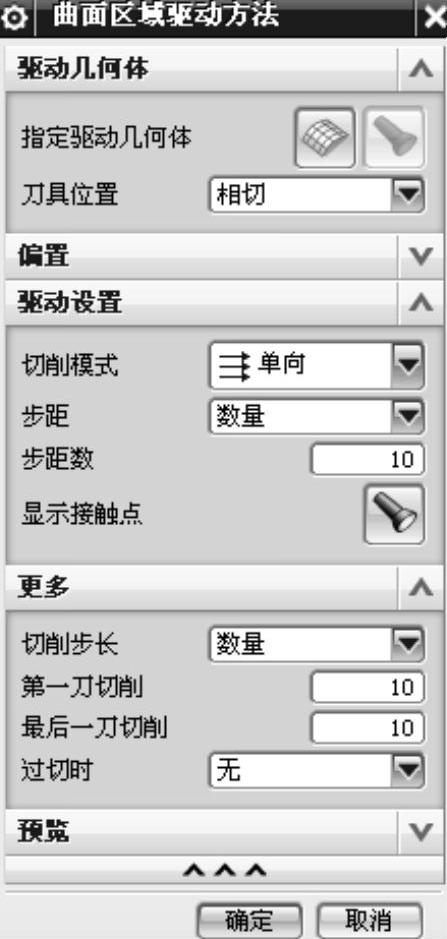
图5-26 “曲面区域驱动方式”对话框
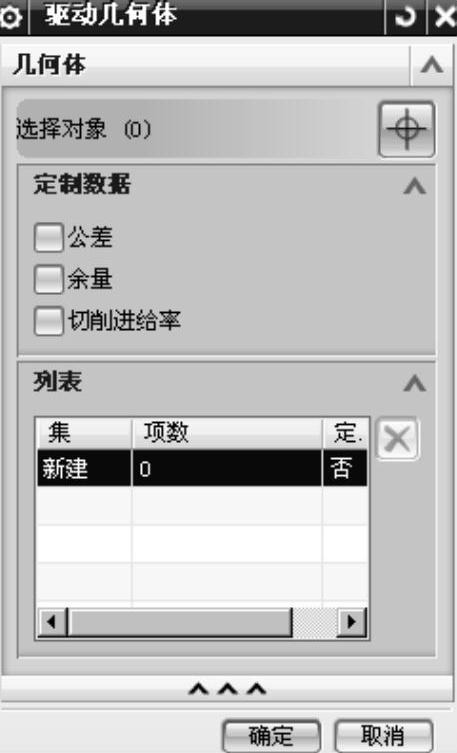
图5-27 “驱动几何体”对话框
1)刀具位置:决定了系统如何计算在零件表面上的接触点。它包含“相切”和“上”两个选项。
2)切削方向:指定开始切削的象限和切削方向,单击该选项,图形窗口中在驱动曲面的四角显示8个方向箭头,可用鼠标选取要求切削方向。
3)材料反向:用于改变驱动曲面材料侧的法向矢量方向,材料侧法向矢量必须指向要去除的材料。(https://www.xing528.com)
4)切削区域:指定驱动曲面中哪一部分为切削区域,并将该切削区域的边界在图形窗口中显示出来。其下拉列表中包括“曲面%”与“对角点”两个选项。
“曲面%”通过指定第一道与最后一道刀具路径的百分比,以及横向进给的起点与终点的百分比,从驱动曲面中定义出切削区域,该百分比可正可负。选择该选项时,将弹出曲面百分比方式对话框,可在各文本框中输入数值。对单个驱动曲面,100%代表整个曲面;对多个驱动曲面,按钮动曲面个数平分100%,而不管各驱动曲面的实际大小。
“对角点”选项是在选择的驱动曲面上指定两个对角点来定义切削区域。选择该项时,弹出无参数对话框,同时在状态行提示选择一个面以定义第一个对角点,在图形窗口中选取一个驱动面后,弹出指定点对话框,可用点构造器指定一点,或直接在选择的驱动面上指定一点作为第一个对角点;选择第一个角点后,系统又弹出无参数对话框,同时状态行提示选择一个面用于定义第二个对角点,可用相同的方法定义第二点。选择第二个对角点的面可以与第一个角点的面为同一个面。
2.曲面驱动参数
(1)切削步长
“切削步长”选项控制在切削方向产生的驱动点的距离,当直接在驱动面上加工或者刀轴相对于驱动曲面定义时,切削步长的定义就特别重要。指定的驱动点越多,则创建的刀具路径越精确,刀具也就越能精确地跟随驱动曲面的轮廓。切削步长的定义方式包括“公差”与“数量”两个选项。
“公差”方式使驱动点按指定的法向距离产生,此时可在下方的“内公差”与“外公差”文本框中分别输入允许的法向距离切入与切出公差。法向距离是两相邻驱动点连线与驱动曲面间的最大法向距离。
“数量”方式,在创建刀具路径时,按指定沿切削方向产生的最少驱动点数。由于刀具路径与零件几何表面轮廓的误差,必须在指定的零件表面内外公差值内,所以当需要时,系统会自动产生多于最少驱动点数的附加驱动点。选择该选项后,其下方的参数文本框取决于选择的路径模式,若选择的是“平行线”模式,则需要输入“第一刀切削”“最后一刀切削”,若选择的是其他模式,则需要输入“第一刀切削”“第二刀切削”与“第三刀切削”。
(2)步距
“步距”选项用于指定相邻两道刀具的横向距离,即切削宽度。其下拉列表中选项包括“残余高度”与“数量”。
使用“残余高度”时,通过指定相邻两道刀具路径间残余材料的最大高度、水平距离与垂直距离来定义允许的最大残余面积尺寸。当选择该选项时,在其下方需要输入残余波峰高度、水平限制、竖直极限距离。
当使用“数量”选项定义时,批定刀具路径横向进给的总数目。
(3)切削模式
“切削模式”选项用于定义刀具从一个切削刀轨运动到下一个切削刀轨的方式。曲面区域驱动方式有“跟随周边”“螺旋”“单向”“往复”和“往复上升”5种切削模式。“往复上升”是指根据指定的局部“进刀”“退刀”和“移刀”运动,在刀轨之间抬刀。
(4)过切时
“过切时”用于定义在刀轨的运动过程中刀轨过切驱动曲面时系统如何响应,有“无”“警告”“跳过”和“退刀”4种响应方式。“无”是系统将不响应刀轨对驱动曲面的过切,即忽略过切情况。“警告”是指系统将会发出警告,但不会通过改变刀轨来避免过切情况。“跳过”处理方法使得刀具路径发生过切时,忽略刀具过切检查几何体时的刀具路径;刀具从过切前的最后安全定位点直接移动到不再过切时的第一个安全点。但当检查几何体把同一刀轨分成两段时,不能采用此处理方法。“退刀”处理方法使得系统提刀避开检查几何体,提刀时将保用非切削移动参数定义的相关进、退刀参数。刀具从过切前的最后安全定位点提升刀具避开检查几何体移动到不再过切时的第一个安全点。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。