



1.复制刀具路径
在程序顺序视图导航器中,选择前面创建的粗加工刀具路径CAV_ROU,单击鼠标右键,在弹出的菜单中选择“复制”命令,如图4-66所示,复制刀具路径CAV_ROU。

图4-66 复制粗加工刀具路径
2.粘贴刀具路径
在程序顺序视图导航器中,选择前面创建的粗加工刀具路径CAV_ROU,单击鼠标右键,在弹出的菜单中选择“粘贴”命令,如图4-67所示。在刀具路径CAV_ROU下将生成新的刀具路径CAV_ROU_COPY,新的刀具路径名称前有禁止号 ,表示该路径需要重新生成,如图4-68所示。
,表示该路径需要重新生成,如图4-68所示。

图4-67 粘贴粗加工刀具路径

图4-68 粘贴的刀具路径
3.修改刀具路径的名称
修改刀具路径的名称方法有两种,一是双击刀具路径名称CAV_ROU_COPY,刀具路径名称部分将出现方框,如图4-69所示;另一种是选择粘贴的刀具路径,单击右键,在弹出的菜单中选择“重命名”命令,如图4-70所示,刀具路径名称部分将出现方框,如图4-69所示。输入新的刀具路径名称,在方框内输入新的刀具路径名称:CAV_SEMI_FIN,表示半精加工,如图4-71所示。

图4-69 刀具路径的更名1

图4-70 刀具路径的更名2
4.编辑型腔铣工序
编辑刀具路径名称的方法有两种,一种是选择半精加工路径,快速双击左键;另一种是选择半精加工路径,单击右键,在弹出的菜单中选择“编辑”命令,如图4-72所示。两种方法都会进入“型腔铣”对话框,如图4-73所示。
图4-71 修改名称后的刀具路径

图4-72 编辑操作
(1)重新选择加工方法(https://www.xing528.com)
在“刀轨设置”选项组中的“方法”下拉列表中选择“MILL_SEMI_FINISH”,如图4-73所示,表示为半精加工。
(2)重新选择切削模式和切削用量
在“型腔铣”工序对话框rf1,按图4-74所示进行用户参数设置。
·切削模式:在“切削模式”的下拉列表巾选择“轮廓加工”珂;
·设定切削步距:“步距”选项下面的“最大距离”文本框中输入0.5;
·设定层铣深度:“每刀的公共深度”选项下的“最大距离”文本框中输入0.2。

图4-73 “型腔铣”对话框

图4-74 “刀轨设置”对话框
(3)重新设置切削参数
在如图4-73所示的“型腔铣”对话框,单击“切削参数”后的“切削参数”按钮 ,系统弹出如图4-75所示的“切削参数”对话框。单击“余量”选项卡,改变加工余量:
,系统弹出如图4-75所示的“切削参数”对话框。单击“余量”选项卡,改变加工余量:
·“部件侧面余量”为0.05;
·其他选项不改变。
本实例只需要改变加工余量,其余的各项参数不做任何改变,单击“确定”按钮,系统返回到“型腔铣”工序对话框。
5.开始生成刀具轨迹
修改完半精加工路径后,单击“操作”选项中的“生成”按钮 ,生成的刀具路径如图4-76所示。
,生成的刀具路径如图4-76所示。

图4-75 “切削参数”对话框
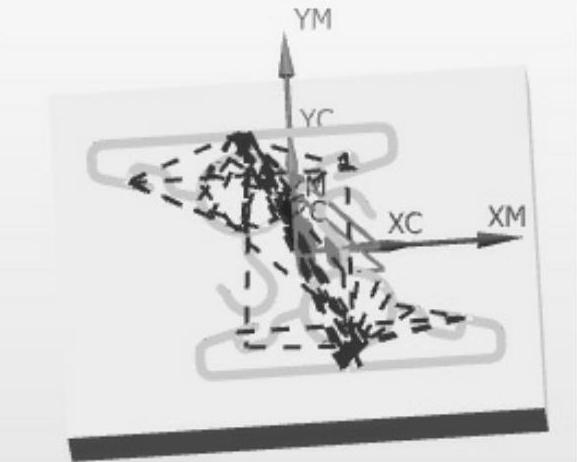
图4-76 半精加工刀具路径
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。