



切削参数是每种操作共有的选项,但其中某些选项会随时操作类型的不同和切削方法的不同而有所不同。单击“平面铣”对话框中的“切削参数”后的“切削参数”按钮 ,系统弹出如图3-54所示“切削参数”对话框。“切削参数”对话框包括“策略”“余量”“拐角”“连接”“空间范围”和“更多”等6个选项卡,每个选项卡下面又有具体的参数需要设置,下面对常用的参数进行具体介绍。
,系统弹出如图3-54所示“切削参数”对话框。“切削参数”对话框包括“策略”“余量”“拐角”“连接”“空间范围”和“更多”等6个选项卡,每个选项卡下面又有具体的参数需要设置,下面对常用的参数进行具体介绍。
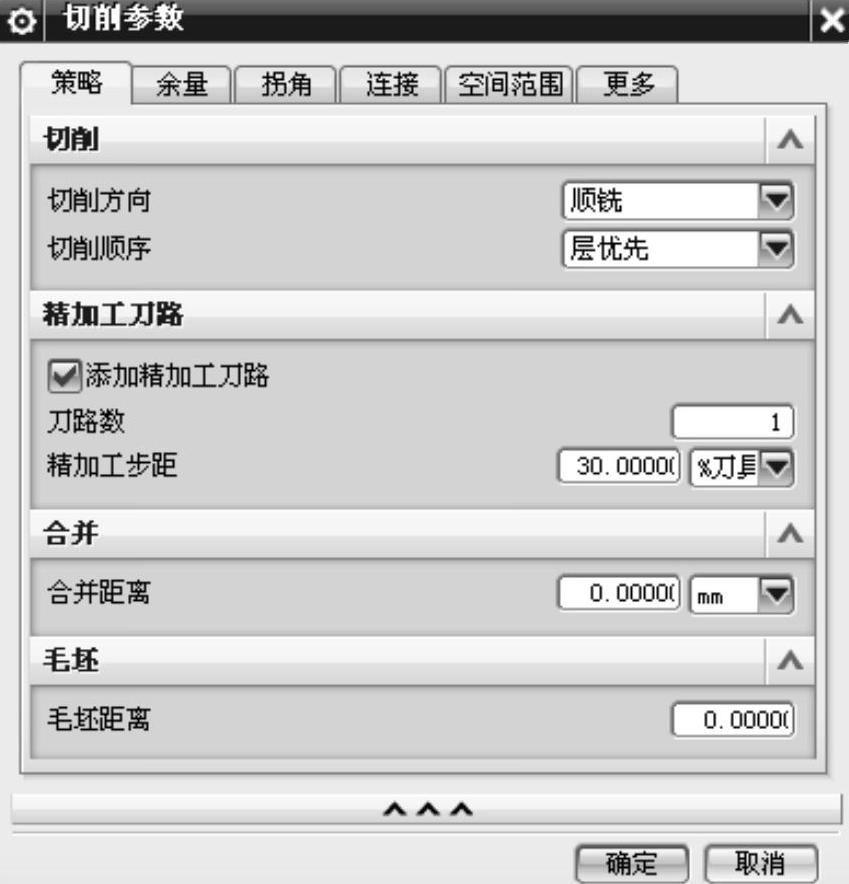
图3-54 “切削参数”对话框
1.策略
在“切削运动”对话框中,单击“策略”选项卡,此时需要设置的参数有切削方向、切削顺序、壁、精加工刀轨、合并距离和毛坯距离等。
(1)切削方向
切削方向用于设定平面铣加工时在切削区域内的刀具进给方向,有顺铣、逆铣、跟随边界和边界反向。
1)顺铣:顺铣是指刀具旋转时产生的切线方向与工件的进给方向相同,一般数控加工多选用顺铣,有利于延长刀具的寿命并获得较好的表面加工质量。
2)逆铣:逆铣是指刀具旋转时产生的切线方向与工件的进给方向相反,逆铣一般用于加工表面不太平整、对刀刃的冲击力较大、加工精度要求不高的场合,比如粗加工锻压毛坯、铸造毛坯等。
3)跟随边界:系统根据边界的方向和刀具旋转的方向决定切削方向。刀具切削的方向决定于边界的方向,跟随边界是与边界方向一致,这个选项仅用于平面铣。
4)边界反向:系统根据边界的方向和刀具旋转的方向决定切削方向。刀具切削的方向决定于边界的方向,跟随边界是与边界方向相反,这个选项仅用于平面铣。
(2)切削顺序
用于处理多切削区域的加工顺序,它有深度优先和层优先两个选项。
1)层优先:是指刀具在一个深度上铣削所有的外形边界,再进行下一个深度的铣削,在切削过程中刀具在各个切削区域间不断转换,如图3-55上图所示切削顺序为层优先的示意图。
2)深度优先:是指刀具先在一个外形边界铣削设置的铣削深度后,再进行下一个外形边界的铣削。这种方式的抬刀次数和转换次数较少,如图3-55下图所示切削顺序为深度优先的示意图。在切削过程中只有一次抬刀转换到另一个切削区域。
(3)壁
“壁”选项组包括“岛清理”和“壁清理”两个选项。其中“岛清理”选项可确保在岛的周围不会留下多余的材料,每个岛区域都包含一个沿该岛的完整清理刀轨。“岛清理”主要用于粗加工切削,应指定部件余量以防止刀具尚在切削不均等的材料时便将岛切削到位。
“壁清理”下拉列表中有4个选项:无、在起点、在终点和自动。其中,“无”表示不进行工件侧壁四周清壁加工;“在起点”表示刀具在切削每一层前,先进行沿周边的清壁加工,再进行平行切削方式铣削;“在终点”表示刀具在切削每一层时,先进行平行切削方式铣削,最后进行沿周边的清壁加工;“自动”表示系统根据选用的切削方式和是否有岛屿存在,自动激活“壁清理”。
(4)精加工刀轨
“精加工刀轨”是刀具完成主要切削刀轨后所作的最后一次切削的刀轨。该选项用于设置添加的精加工刀轨的数量和相应的步距值。步距值的设置有“mm”和“%刀具”等两种形式。
(5)合并
通过设置“合并距离”的值使刀具在切削不同区域但切削深度相同时,来确定切削运动中是否需要抬刀跨越不同的切削区域,当不同切削区域之间的距离大于设定的合并距离值时,刀具将进行抬刀动作,反之,系统则不进行抬刀动作。
(6)毛坯
“毛坯”选项组下只需要设置毛坯距离,毛坯距离应用于零件边界的偏置距离,用于产生毛坯几何体。对于平面铣,毛坯距离只应用于封闭的零件边界;对于型腔铣,毛坯距离可应用于所有的零件几何。
2.余量
余量选项设置了当前操作后材料的保留量,或者是各种边界的偏移量。在“切削运动”对话框中,单击“余量”选项卡,“切削运动”对话框中如图3-56所示,有“余量”和“公差”两个选项组。
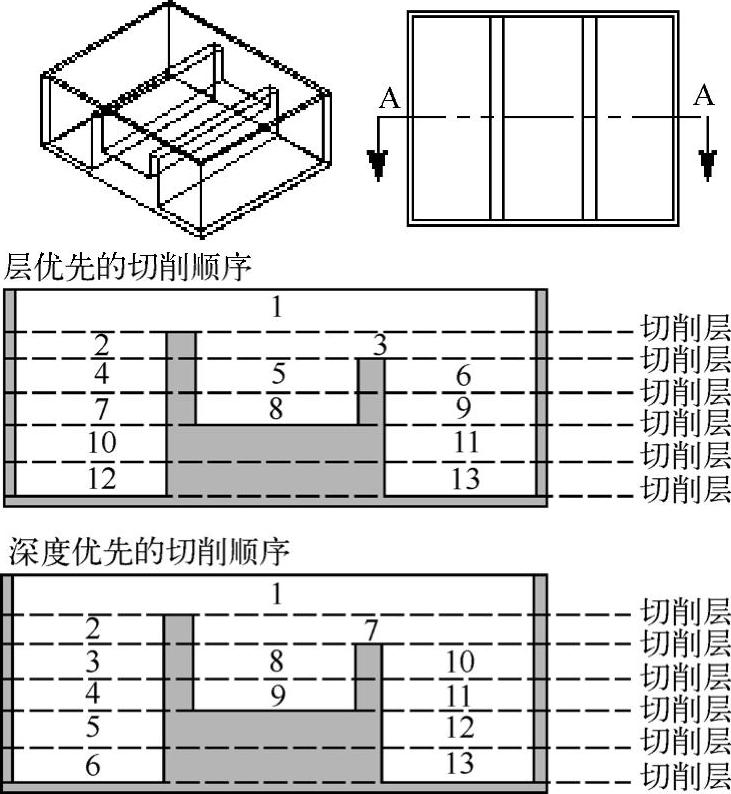
图3-55 切削层
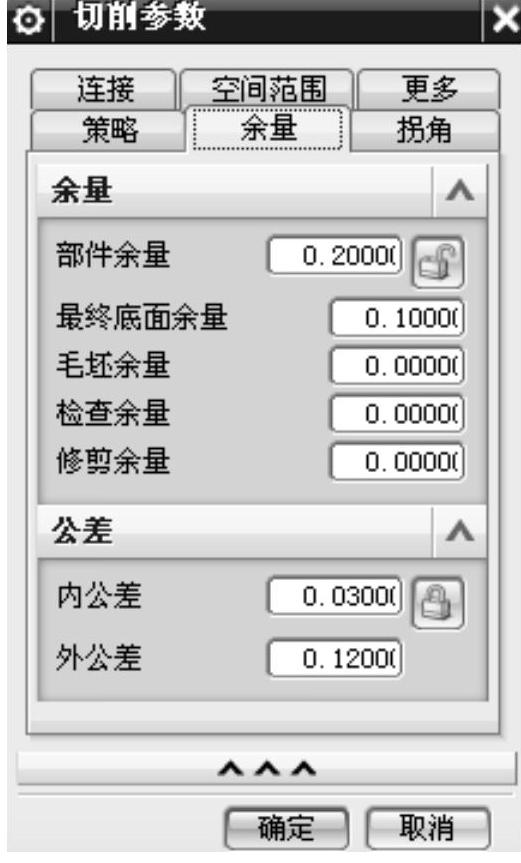
图3-56 “切削参数”对话框
(1)余量
1)部件余量:是指在当前平面铣削结束时,留在零件周壁上的余量。
2)最终底面余量:是指完成当前加工操作后保留在型腔底和岛屿顶的余量。
3)毛坯余量:是指切削时刀具离开毛坯几何体的距离。它将应用于那些有着相切情形的毛坯边界和毛坯几何体。毛坯余量可以使用负值。由于毛坯定义了刀具的最大运动范围,毛坯余量的应用可以放大或者缩小毛坯几何体,这在编辑刀轨时非常有用。
注意:毛坯余量应用于毛坯几何体,而毛坯距离应用于零件几何体,它可以是铸件或者锻件的偏置距离。
4)检查余量:是指刀具与已定义的检查边界之间的余量。
5)修剪余量:是指刀具与已定义的修剪边界之间的余量。
当切削时,刀具总是远离所定义的检查几何体和修剪几何体。把一些重要的加工面或者夹具设置为检查几何体,加上余量的设置,可以防止刀具与这些几何体接触,以起到安全和保护的作用。这两个选项不能使用负值。
(2)公差
公差定义了刀具偏离实际零件的允许范围,公差值越小,切削越准确,产生的轮廓越光顺。切削“内公差”设置刀具切入零件时的最大偏距,称为切入公差(或内公差)。“外公差”设置刀具切削零件时离开零件的最大偏距,成为切除公差(或外公差)。实际加工时应根据工艺要求给定加工精度。例如:在进行粗加工时,加工误差可以设得大一点,以便系统加快运算速度,程序长度也可以较短,从而缩短加工时间,一般可以设定到加工留量的10%~30%;而进行精加工时,为了达到加工精度,则应减少加工误差,一般来说加工精度的误差控制在小于标注尺寸公差的1/5到1/10。
公差设置时可以将外公差与内公差的其中一个设为0,但不能指定外公差与内公差同时为0。
3.拐角
在“切削运动”对话框中,单击“拐角”选项卡,“切削运动”对话框中如图3-57所示。“拐角”选项卡用于设置在切削操作中,工件拐角处的刀轨轨迹的形状,其中有“拐角处的刀轨形状”“圆弧上进给调整”和“拐角处进给减速”3个选项。
(1)拐角处的刀轨形状
拐角处的刀轨形状指定工件拐角处的刀轨形状,有“凸角”和“光顺”两个选项。“凸角”是指工件凸角处的刀轨轨迹方式,其中有“绕对象滚动”“延伸并修剪”和“延伸”等3种形式。“绕对象滚动”是指刀具绕着工件凸角处进行圆弧过度的方式来切除材料,刀具轨迹如图3-58所示;“延伸并修剪”是指刀具沿着工件凸角处前行延伸一定的距离后再进行修剪材料,刀具轨迹如图3-59所示;“延伸”是指刀具沿着工件凸角处前行一定的距离但不进行修剪材料,刀具轨迹如图3-60所示。“光顺”用于控制刀具轨迹是否添加圆弧过渡,有“无”和“所有刀轨”等两个选项。“无”是指刀具轨迹不添加圆弧过渡,刀具轨迹如图3-61所示;“所有刀轨”是指刀具轨迹添加圆弧过渡,需要制定过渡的圆弧半径及步距限制值,刀具轨迹如图3-62所示。
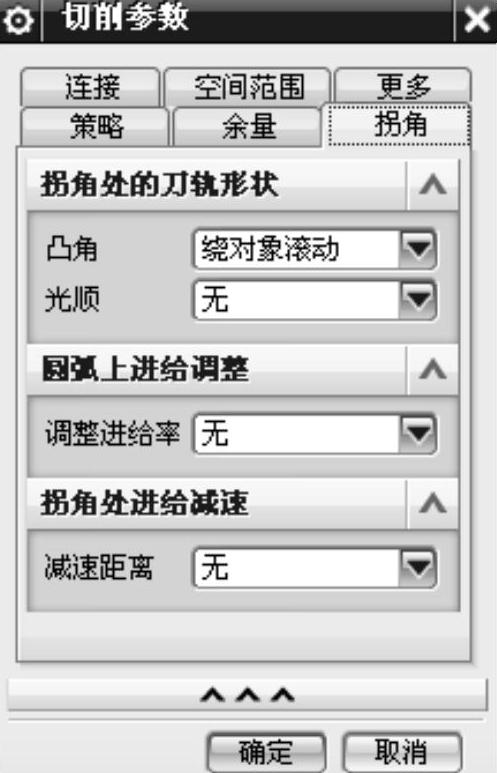
图3-57 “切削参数”对话框
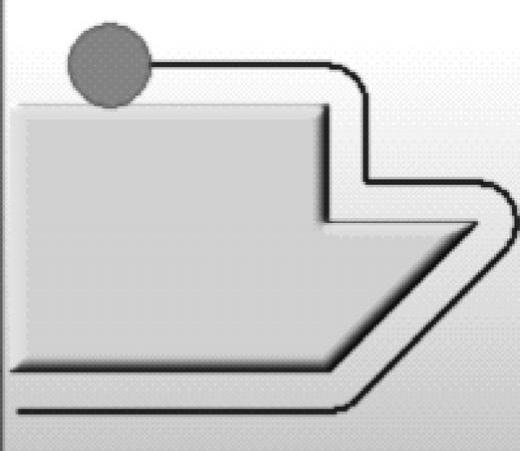
图3-58 凸角绕对象滚动
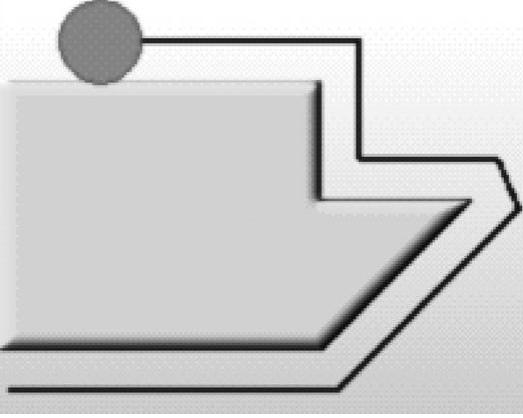
图3-59 凸角延伸并修剪
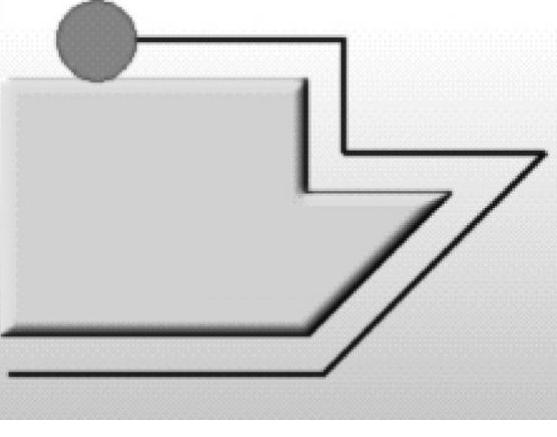
图3-60 凸角延伸(https://www.xing528.com)
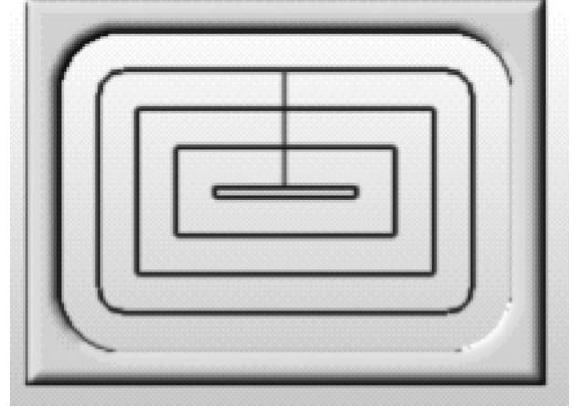
图3-61 “无”光顺刀具轨迹

图3-62 “所有刀轨”光顺刀具轨迹
(2)圆弧上进给调整
圆弧上进给调整是指刀具在铣削拐角时,保证刀具外侧切削速度不变。激活该选项,在拐角处采用圆周进给率补偿,这样在铣削时,可使铣削更加均匀,也减少刀具切入或偏离拐角材料的机会。此时,补偿系数选项被激活,可分别在“最大补偿因子”与“最小补偿因子”文本框中输入补偿系数。“调整进给率”有“无”和“在所有圆弧上”等两个选项。
(3)拐角处进给减速
拐角处进给减速用于设置切削时在拐角处降低进给速度。其中,“最大拐角角度”是专用于固定轴曲面轮廓铣的切削参数。为了在跨过内凸边进行切削时对刀轨进行额外的控制,通过设置“最大拐角角度”值可避免刀具出现抬刀动作。该减速控制只用于凹角切削,需要减速控制,其中有“减速距离”“刀具直径百分比”“减速百分比”和“步数”4个选项。
1)减速距离:该选项可以通过指定下列两个选项中的一项决定一个距离,进给速度将在刀具距凹角长度等于次距离时下降。
上一个刀具:表示刀具减速移动的长度取决于前一刀的直径,或者根据在刀具直径选项中输入的任何直径。减速开始/终止于刀具直径与零件的几何体的切点处。
2)刀具直径百分比:表示减速移动的长度取决于刀具直径的百分比。可以在“刀具的百分比”文本框内输入刀具直径的百分比。减速是在刀具直径与零件几何体的切点处开始和结束的。
3)减速百分比:定义拐角减速时最慢的进给速度,它是当前正常进给速度的百分比。
4)步数:设置刀具进给速度变化的快慢程序。刀具在开始拐角时减速,步数设置越大,减速就越平缓,每一步进给减速量为100%~减速%。而在拐角加工结束时开始加速,加速步数为减少步数的一半。
4.连接
在“切削运动”对话框中,单击“连接”选项卡,“切削运动”对话框如图3-63所示,有“切削顺序”“优化”和“开放刀路”等3个选项组。
(1)区域排序
区域排序方式提供各种自动和人工的指定切削区加工顺序的方法,它有如下4种方式。
1)标准:系统根据所选边界的次序决定各切削区的加工顺序。
2)优化:系统根据最有效的加工时间自动决定各切削区域的加工顺序。
3)跟随起点:各切削区域的加工顺序取决于在切削区域中指定的切削区域起点的选择顺序。
4)跟随预钻点:各切削区域的加工顺序取决于在切削区域中指定的预钻孔下刀点的位置的选择顺序。
(2)优化
由于存在岛屿或周边轮廓不规则和其他障碍物,刀轨被分割为若干个子切削区域,使加工不连续。区域连接选项通过从一个区域的退刀到另一个区域的再进刀把子切削区域连接起来。处理器将在轨迹之间优化步距运动以使得刀轨不重复切削而且不使刀具抬起。
(3)开放刀路
使用跟随工件方式进行切削时,在某些区域可能会产生开放的刀具路径,开放刀路有两个选项,分别是“保持切削方向”和“变换切削方向”。采用保持切削方向选项时将在切削到开放轮廓端点处抬刀,移动到切削起始边下刀进行下一行的切削;而变换切削方向则在端点处直接下刀,反向进行下一行的切削。
5.空间范围
空间范围是指刀具未到达的区域,零件没有被完全加工到位。所有未切割区域边界是作为封闭的边界,且刀具位置以相切状态进行输出的。然后可以将这些边界作为毛坯几何体,做下一步精加工操作来清除余下的材料。在“切削运动”对话框中,单击“空间范围”选项卡,“切削运动”对话框如图3-64所示。该选项卡中有“毛坯”“参考刀具”和“重叠”等3个选项。
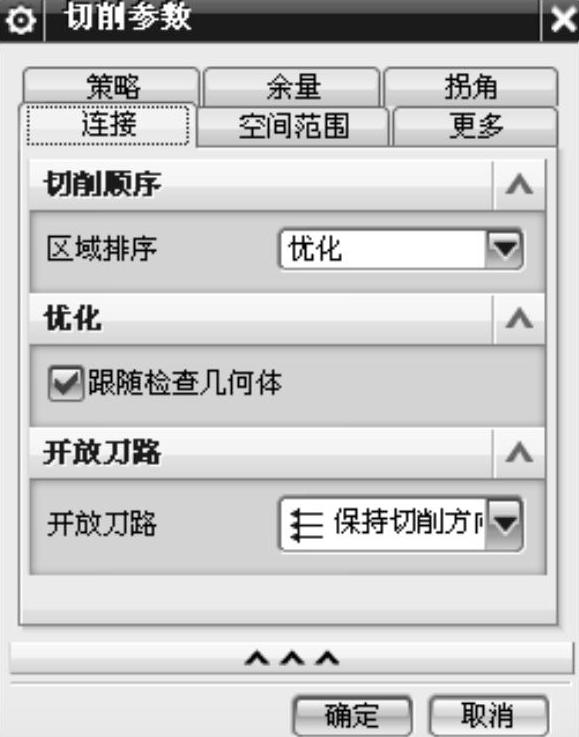
图3-63 “切削参数”对话框1

图3-64 “切削参数”对话框2
(1)毛坯
“毛坯”选项下有“处理中的工件”选项,用于设置操作完成后保留的材料,其中有“无”“使用2DIPW”和“使用参考刀具”等3个选项。“无”是指使用现有的毛坯几何体;“使用2DIPW”是控制毛坯基于上一操作的刀具轨迹,使用上一操作的刀具轨迹判断剩余材料;“使用参考刀具”是指清除上一操作中剩余在凹角中的材料时,其刀具路径等同于拐角粗加工。
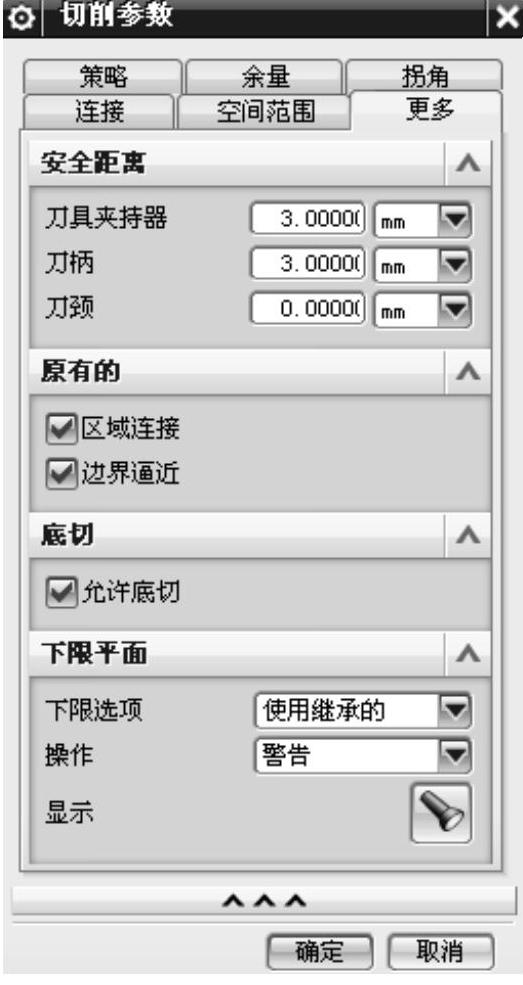
图3-65 “切削参数”对话框
(2)参考刀具
当在“处理中的工件”选项中选择“使用参考刀具”时,系统要求输入参考刀具的参数。
(3)重叠
未切削区域边界的距离的偏距值。这个偏距用于扩展垂直切削区的边界,但是不会对零件产生过切。
6.更多
在“切削运动”对话框中,单击“更多”选项卡,“切削运动”对话框如图3-65所示。对话框中有“安全距离”“原有的”“底切”和“下限平面”等选项。
(1)安全距离
“安全距离”选项组下有“刀具夹持器”“刀柄”和“刀颈”等文本框。“刀具夹持器”用于设置刀具夹持器的安全偏置距离;“刀柄”用于设置刀柄的安全偏置距离;“刀颈”用于设置刀颈的安全偏置距离。
(2)原有的
“原有的”选项组下有“区域连接”和“边界逼近”等2个参数设置。“区域连接”设置不同的切削区域之间切削深度相同时系统是否抬刀。若勾选“区域连接”前面的复选框,则在不同切削区域但切削深度相同时系统执行不抬刀操作;若不勾选“区域连接”前面的复选框,则在不同切削区域但切削深度相同时系统将执行抬刀操作。“边界逼近”用于设置刀具轨迹是否逼近切削区域轮廓,当区域的边界或岛屿包含二次曲线或B样条曲线时,运用边界近似的方法可以减少加工时间和缩短刀轨长度。
(3)底切
“底切”用于设置是否允许刀具底切几何体。若勾选“允许底切”前面的复选框,则系统允许刀杆摩擦零件表面;若不勾选“允许底切”前面的复选框,则系统根据底切图素调整刀具轨迹,防止刀杆摩擦零件表面。
(4)下限平面
“下限平面”用于指定下限平面位置,其中有“下限选项”“操作”和“显示”等3个选项。“下限选项”下拉列表有“使用继承的”“无”和“平面”等3个选项。
1)“使用继承的”选项:选择该选项,系统将使用已经存在的下限平面作为当前操作的下限平面。
2)“无”选项:选择该选项,系统将不指定下限平面。
3)“平面”选项:选择该选项,通过定义一个平面来指定下限平面。单击“指定下限平面”按钮 ,系统弹出“平面构造器”对话框,可以通过该对话框来定义一个任意平面。
,系统弹出“平面构造器”对话框,可以通过该对话框来定义一个任意平面。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。