



“平面铣”和“型腔铣”操作中的“切削方式”决定了加工切削区域的刀轨图样,切削方式决定了用于加工切削区域的刀位轨迹模式。共有8种可用的切削模式: “跟随部件”、
“跟随部件”、 “跟随周边”、
“跟随周边”、 “轮廓切削”、
“轮廓切削”、 “标准驱动”、
“标准驱动”、 “摆线”、
“摆线”、 “单向”、
“单向”、 “往复”和
“往复”和 “单向轮廓”。
“单向轮廓”。
“往复”“单向”和“单向轮廓”都可以生成平行直线切削刀轨的各种变化。“跟随周边”可以生成一系列向内或向外移动的同心的切削刀轨。这些切削类型用于从型腔中切除一定体积的材料,但只能用于加工封闭区域。
当使用“跟随周边”切削模式时,可能无法切削到一些较窄的区域,从而会将一些多余的材料留给下一切削层,鉴于此原因,应在切削参数中打开清壁和岛清理,这可保证刀具能够切削到每个部件和岛壁,从而不会留下多余的材料。使用“跟随周边”“单向”和“往复”切削模式时,应打开“壁清理”选项,这可保证部件的壁面上不会残留多余的材料,从而不会出现在下一切削层中刀具应切削的材料过多的情况。使用“跟随周边”切削模式时,应打开“岛清根”选项,效果同上。
“配置文件”和“标准驱动”将生成沿切削区域轮廓的单一的切削刀轨。与其他切削类型不同,“配置文件”和“标准驱动”不是用于切除材料,而是用于对部件的壁面进行精加工,它们可加工开放和封闭区域。
1.往复
往复式切削创建往复平行的切削刀轨。这种切削方法允许刀具在步距运动期间保持连续的进给运动,没有抬刀,能对材料进行最大切除,是最经济和节省时间的切削运动。往复创建一系列平行直线刀轨,彼此切削方向相反,但步进方向一致。此切削类型通过允许刀具在步进时保持连续的进刀状态来使切削移动最大化。切削方向相反的结果是交替出现一系列“顺铣”和“逆铣”切削。指定“顺铣”或“逆铣”切削方向不会影响此类型的切削行为,但却会影响其中用到的“壁清理”操作的方向。
系统将努力维持线性的往复切削,但是允许刀具在步距宽度的范围内沿着切削区域的轮廓维持连续的切削运动,往复平行切削的刀轨示例如图3-29所示。
如果没有指定切削区域起点,第一刀的起点将尽可能地靠近外围边界的起点。
往复式切削方法因顺铣和逆铣交替产生,通常用于内腔的粗加工,它去除材料的效率较高。内腔的形状要求规则一些,以使产生的刀轨连续,且剩余的余量尽可能均匀;它也可以用于岛屿顶面的精加工,但步距的移动要避免在岛屿面进行,即往复的切削要切出表面区域。用于粗加工时,步距移动要加入圆角过度(在拐角控制中设置),切削方向应与X轴之间有角度,这样可以减小机床的震动。首刀切入内腔时,如果没有预钻孔,应采用斜线下刀,斜线的坡度一般不大于5°。
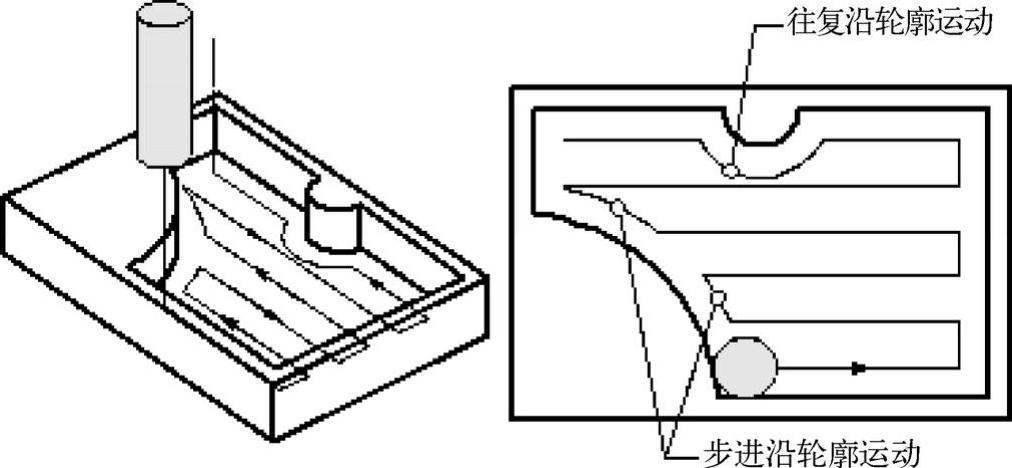
图3-29 往复式切削模式
2.单向
单向模式生成一系列线性平行的单向切削路径。该选项能始终维持一致的顺铣或逆铣切削,并且在连续的刀轨之间没有沿轮廓的切削。刀具在切削轨迹的起点进刀,切削到切削轨迹的终点,然后刀具回退至转换平面高度,转移到下一行轨迹的起点,刀具开始以同样的方向进行下一行切削,如图3-30所示为单向切削的刀轨示例。
单向切削方法在每一行之间要抬刀到转换平面,并在转换平面进行水平的不产生切削的移动,因而会影响加工效率。单向切削方法能始终保持顺铣或者逆铣的状态,通常用于岛屿表面的精加工和不适用往复式切削方法的场合。例如一些陡壁的筋板,工艺上只允许刀具自下而上的切削,这种情况下,只能用单向切削了。面铣中,默认的切削方法也是单向切削,它用于表面的精加工,如果是岛屿面,切削刀轨将加工出岛屿面。
3.单向轮廓
单向带轮廓铣用于创建平行的、单向的、沿着轮廓的刀位轨迹,始终维持着顺铣或者逆铣切削。它与单向切削类似,但是在下刀时将下刀在前一行的起始点位置,然后沿轮廓切削到当前行的起点进行当前行的切削,切削到端点时,沿轮廓切削到前一行的端点,然后抬刀到转移平面,再返回到起始边当前行的起点下刀进行下一行的切削。如图3-31为沿轮廓的单向切削的刀轨示例。

图3-30 单向模式

图3-31 单向带轮廓铣模式
由于切削行间运动也作为切削运动,当在指定速度时,系统将不认可步进速度,指定的切削速度因此也作用于步距运动。沿轮廓的单向切削,通常用于粗加工后要求余量均匀的零件,如侧壁要求高的零件或者薄壁零件。使用此种方法,切削比较平稳,对刀具没有冲击。
注意:该方法中的横向进给也是切削运动,因此横向进给量也用指定的切削进给量。
4.跟随周边
跟随周边也称为沿外轮廓切削,用于创建一条沿着轮廓顺序、同心的刀位轨迹。它是通过对外围轮廓区域的偏置得到的,当内部偏置的形状产生重叠时,它们将被合并为一条轨迹后再重新进行偏置产生下一条轨迹。所有的轨迹在加工区域中都以封闭的形式呈现。
此选项与往复式切削一样,能维持刀具在步距运动期间连续进刀,以产生最大化的材料切除量。除了可以通过顺铣和逆铣选项指定切削方向外,还可以指定向内或者向外的切削。如图3-32所示为沿外轮廓切削轨迹,所用的是顺铣切削由内向外切削的方向。
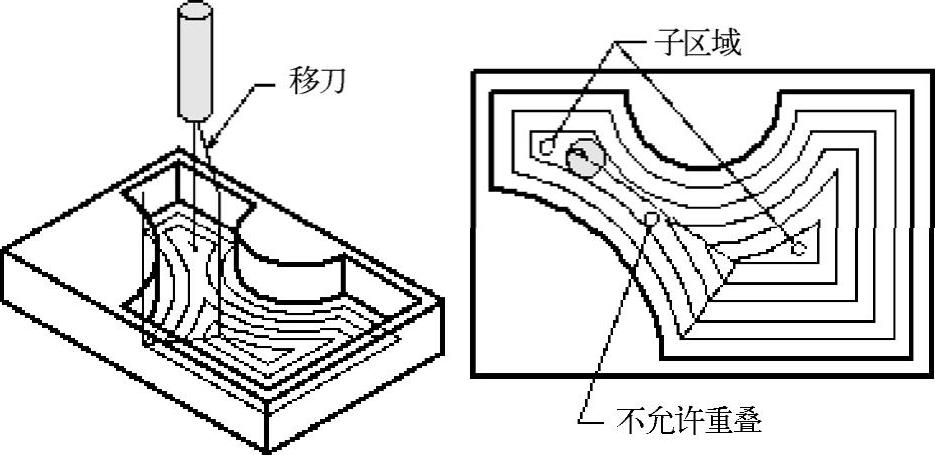
图3-32 跟随周边模式
跟随周边切削和跟随工件切削通常用于带有岛屿和内腔零件的粗加工,如模具的型芯和型腔。这两种切削方法生成的刀轨都由系统根据零件形状的偏置产生,形状交叉的地方刀轨不规则,而且切削不连续。一般可以通过调整步距、刀具或者毛坯的尺寸来得到较为理想的刀轨。
注意:每当步距非常大(步距大于刀具直径的50%但小于刀具直径的100%)时,在连续的刀轨之间可能有些区域切削不到。对于这些区域,处理器会生成其他的清理运动以去除材料。(https://www.xing528.com)
5.跟随部件
跟随部件也称为沿零件切削,是通过对所有指定的零件几何体进行偏置来产生刀轨。不像沿外轮廓切削只从外围的环境进行偏置,沿零件切削从零件几何体所定义的所有外围环(包括岛屿、内腔)进行偏置创建刀轨。图3-33所示为跟随部件切削生成的刀具路径示例。
与跟随周边切削不同,跟随工件切削不需要指定向内或者向外的型腔切削方向(步距运动方向),系统总是按照切向零件几何体来决定型腔的切削方向。换句话说,对于每组偏置,越靠近零件几何体的偏置越靠后切削。对于型腔来说,步距方向是向外的;而对于岛屿,步距方向是向内的。

图3-33 跟随部件模式
跟随部件的切削方法可以保证刀具沿所有的零件几何体进行切削,而不必另外创建操作来清理岛屿,因此对有岛屿的型腔加工区域,最好使用跟随工件的切削方式。当只有一条外形边界几何体时,使用跟随周边与跟随工件切削方式生成的刀具是一样的,建议优先选用跟随工件方式进行加工。
注意:使用跟随周边方式或者跟随工件方式切削生成的刀具路径,当设置的步进大于刀具有效直径的50%时,可能在两条路径间产生未切削区域,在加工工件表面留有残余材料,铣削不完全。
有零件几何存在时,毛坯边界几何将不会影响刀具路径的形状,而当前切削层内没有零件几何体时,将用毛坯几何进行偏置而得到刀具路径。外轮廓定义为毛坯边界,内部圆定义为零件边界几何,并定义平面在下面。生成刀具路径时,第一层的刀具路径是以毛坯边界进行偏置产生的,而第二层则是以零件几何边界进行偏置产生。
6.摆线
摆线加工是UGNX新增的一种切削方式,其目的在于产生一个小的回转圆圈,从而避免在切削时发生全刀切入而导致切削的材料量过大。摆线加工可用于高速加工,以较低的而且相对均匀的切削负荷进行粗加工,如图3-34所示为摆线加工的示例。
当需要限制过大的步距以防止刀具在完全嵌入切口时折断,且需要避免过量切削材料时,需使用此功能。在进刀过程中的岛屿和部件之间以及窄区域中,几乎总是会得到内嵌区域。系统可从部件创建摆线切削偏置来消除这些区域,即系统沿部件进行切削,然后使用光顺的跟随模式向内切削区域。
7.轮廓切削
轮廓切削模式,沿切削区域的轮廓创建一条或指定数目的切削路径,其刀具路径也与切削区域的形状有关,用于创建一条或者指定数量的刀轨来完成零件侧壁的切削。它能用于敞开区域和封闭区域的加工,如图3-35所示为轮廓切削的例子,还可以使用“附加刀轨”选项创建切向零件几何体的附加刀轨。所创建的刀轨沿着零件壁,且为同心连续的切削。
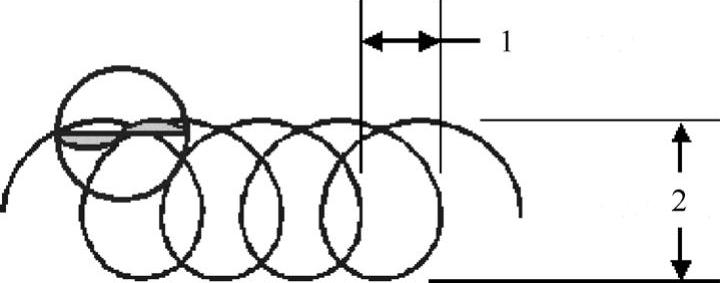
图3-34 摆线模式

图3-35 轮廓切削模式
对于一个以上的敞开区域,可以在一次操作中完成。如果敞开的区域之间很近,以至于使刀轨产生交错,那么系统将调节刀轨,使其不产生过切。如果一个敞开的外形和一个岛屿之间很近,刀轨将只从敞开的外形生成,并且被调整到不对岛屿产生过切。如果多个岛屿之间非常靠近,刀轨将从岛屿之外生成,并且在它们相交处减除后重新组合。
轮廓切削方法通常用于零件的侧壁或者外形轮廓的精加工或者半精加工。外形可以是封闭的或者敞开的,可以是连续的或者非连续的。具体的应用有内壁和外形的加工、拐角的补加工、陡壁的分层加工等。
提示:轮廓铣操作使用的边界不能够自相交,否则将导致边界的材料侧不明确。
8.标准驱动
标准驱动是一种轮廓切削方法,它严格地沿着指定的边界驱动刀具运动,在轮廓切削使用中排除了自动边界修剪的功能。使用这种切削方法时,可以允许刀轨自相交。每一个外形生成的轨迹不依赖于任何其他的外形,只由本身的区域决定,在两个外形之间不执行布尔操作。这种切削方法非常适合于雕花、刻字等轨迹重叠或者相交的加工操作,如图3-36所示为标准驱动与轮廓切削的区别示意图。
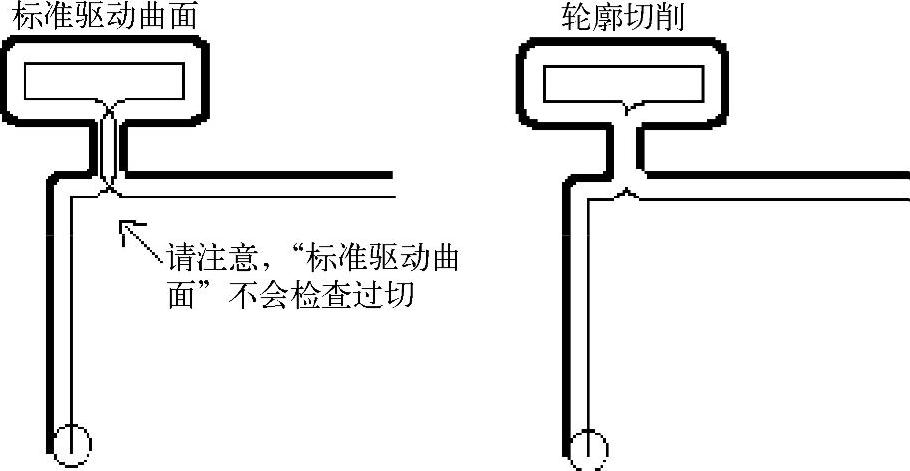
图3-36 标准驱动与轮廓切削的区别
标准驱动方法与轮廓切削方法相同,但是多了轨迹自交选项的设置。如果把轨迹自交选项设置为“位于”,它可以用于一些外形要求较高的零件加工,如为了防止外形的尖角被切除,工艺上要求在两根棱相交的尖角处,刀具圆弧切出、再圆弧切入,此时刀轨要相交,可选用标准驱动方法。另外,它还适用雕花、刻字等容易产生轨迹自交的场合。刀具路径能适用于开放或封闭的轮廓。
注意:在下列情况下,用标准驱动方式走刀可能产生不可预料的结果:①在边界自相交的近处,改变刀具位置属性(位于或相切);②在刀具不能到达的拐角处,这支刀具位置属性为“位于”;③在包含多个边界段的凸角处,例如用样条曲线创建边界时所形成的凸角。
刀具路径走刀方式,能够决定铣削的速度快慢与刀痕方向,因此设定适当的切削方式,对于刀具路径的产生,是非常重要的条件。最常用方式是在精加工中使用轮廓切削方式,在粗加工中使用跟随工件切削方式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。