



进给和速度用于设置各种刀具运动类型的移动速度和主轴转速。进给量是影响加工精度和加工零件的表面质量以及加工效率的最重要因素之一。在一个刀具路径中,存在着非切削运动和切削运动,每种切削运动中还包括不同的移动方式和不同的切削条件,需要设置不同的进给速度。单击某操作对话框中的“进给率和速度”按钮 ,系统弹出如图2-26所示的“进给率和速度”对话框。其中列出了每种刀具运动类型当前设置的进给速度和所使用的速度单位,加工类型不同,对话框显示的选项可能有所不同。
,系统弹出如图2-26所示的“进给率和速度”对话框。其中列出了每种刀具运动类型当前设置的进给速度和所使用的速度单位,加工类型不同,对话框显示的选项可能有所不同。

图2-26 “进给率和速度”对话框
1.主轴速度
在“主轴速度”选项组中主要设定主轴转速。可以通过“自动设置”选项组中的“表面速度”文本框输入刀具的表面速度Vc再由系统进行计算得到主轴转速。表面速度为刀具旋转时与工件的相对速度,铣削加工的曲面速度与主轴转速是相关的,同时曲面速度与工件材料也有很大关系。
主轴转速n=Vc×1000/(π×Dia)
式中:n表示转速,单位转/分(r/min);
Vc为表面速度,单位:米/分(m/min);
Dia为刀具直径,单位:毫米(mm);
1000为常系数,它与作图单位有关,一般作图单位为毫米时常数系数为1000。
转速的设定也可以在“主轴速度”文本框中直接输入数值,输入数值的单位为转/分。对于通过表面速度计算所得的结果也可以在此作调整。
使用“从表格中重置”方式可以参考刀具参数,直接计算主轴转速及切削进给。
主轴“输出模式”下拉列表中有无、RPM、SFM和SMM选项。
1)RPM:按每分钟转数定义主轴速度。
2)SFM:按每分钟曲面英尺定义主轴速度。
3)SMM:按每分钟曲面米定义主轴速度。
“方向”下拉列表中有以下选项中进行选择:
1)无:不指定方向。
2)顺时针:定义主轴运动顺时针进行。
3)逆时针:定义主轴运动逆时针进行。
2.进给率
进给速度值直接关系到加工质量和加工效率。UG NX 8.5提供了不同的刀具运动类型下设定不同进给的功能。一般来说,同一刀具在同样转速下,进给速度越高,所得到的加工表面质量会越差。实际加工时,进给跟机床、刀具系统及加工环境等有很大关系,需要不断地积累经验。在数控加工中,在刀具承受能力范围内,可以用相对较高的转速和相对较快的进给进行加工,虽然这样造成刀具的寿命缩短,但加工效率提高所产生的效益应该远远大于刀具的损耗费。
在进给选项中各选项后面都有单位,可以设置为毫米/分钟(mmpm)或者是毫米/转(mmpr),也可以设置不输出单位(否)。当使用英制单位时,单位为英寸/分(inpm)或英寸/转(inpr)。可以通过对话框下部的设置切削单位和设置非切削单位来快速改变各选项的单位。如图2-27所示为各种切削进给速度的示意图。(https://www.xing528.com)
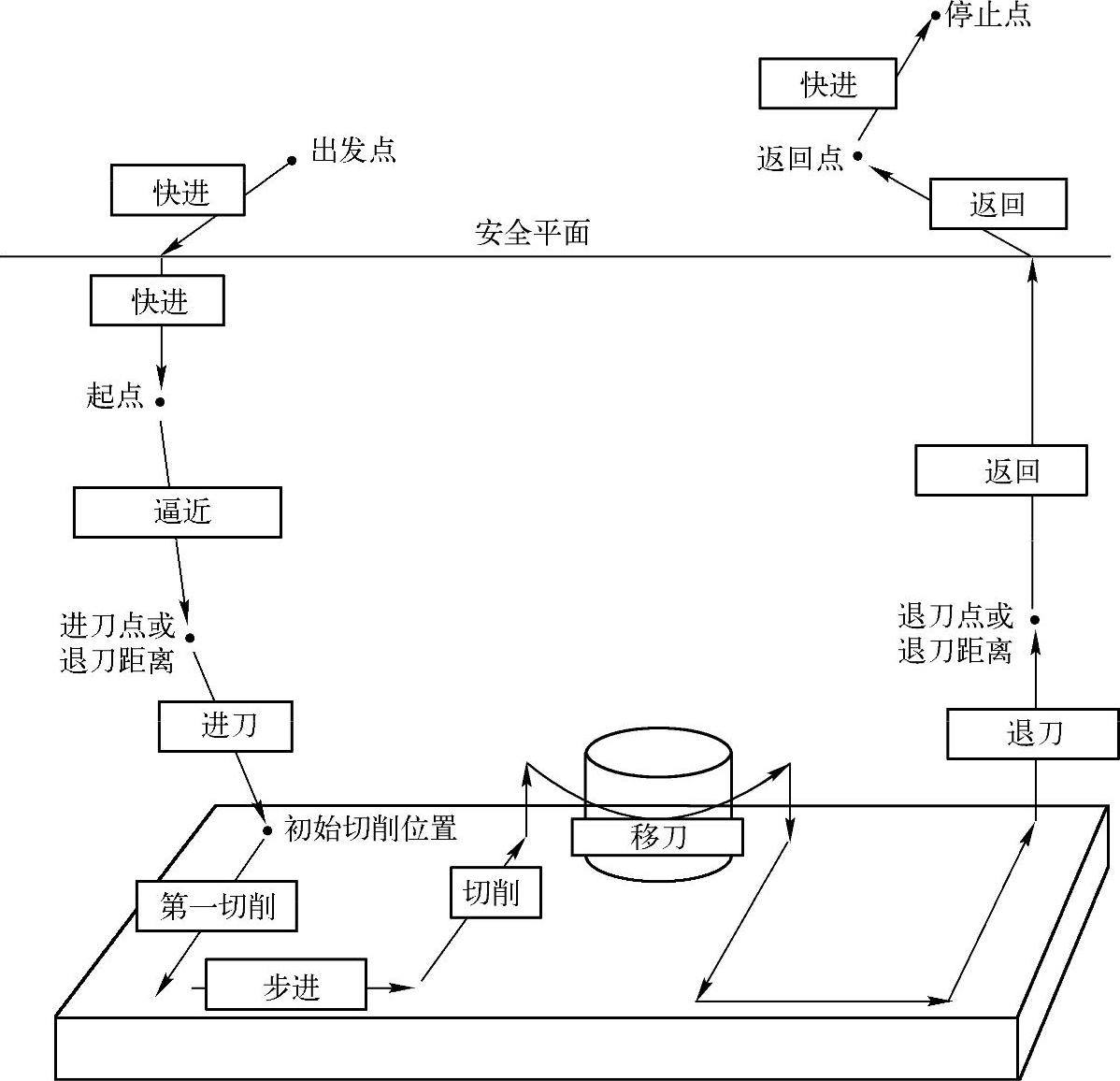
图2-27 各种切削进给速度的示意图
(1)快进
该选项用于设置快进速度,即刀具从初始点到下一前进点的移动速度。如果快进速度设置为零,则在刀具源文件中自动插入快速命令,后置处理时将产生G00快进代码。
(2)逼近
该选项用于设置接近速度,即刀具从起始点到进刀点的进给速度。当在平面铣和型腔铣中进行多层切削时,接近速度控制刀具从一个切削层到下一个切削层的移动速度。在表面轮廓铣中,接近速度是刀具进刀运动前的进给速度。在钻孔和车槽中,当接近速度为零时,如果最小间隙为0,则刀具按进给速度移动;否则按快速进速度移动。在其他模块中,当接近速度为零时,如果已指定进给方法,则刀具按进刀速度移动;否则按快进速度移动。
(3)进刀
进刀选项用于设置进刀速度,即刀具切入零件时的进给速度,也是从刀具进刀点到初始切削位置的移动速度。
(4)第一刀切削
设置每一刀切削时的进给速度。
(5)单步执行
该选项用于设置刀具进给一次平行切削时的横向进给量,即通常工艺里面所说的铣削宽度。
(6)移刀
该选项用于设置刀具从一个加工区域跨越到另一个加工区域进行水平非切削运动时刀具移动的速度。刀具跨越移动时,通常先提升到安全平面,然后进行横向移动,这样做主要是防止刀具在移动过程中发生过切或者撞刀现象。
(7)退刀
该选项用于设置退刀速度,即刀具切除零件时的进给速度,是刀具从最终切削位置到退刀点间的移动速度。
(8)离开
该选项用于设置返回速度,即回到返回点的移动速度。如果返回速度设置为零,则按快进速度返回。
(9)切削
设置正常切削零件过程中的进给速度。
在各个选项中,设置为0并不表示进给速率为0,而是使用其默认方式,如非切削运动的快速、逼近、横越、退刀、返回等选项将采用快进方式,即使用G00方式移动。而切削运动中的进刀、第一刀、步进选项将使用切削进给的进给率。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。