



切削步距通常也称为行间距,是两个切削路径之间的间隔距离,如图2-14所示。其间隔距离的计算方式是指在XY平面上,铣削的刀位轨迹间的相隔距离。步距的确定需要考虑刀具的承受能力、加工后的残余材料量、切削负荷等因素。在粗加工时,步距最大可以设置为刀具有效直径的90%,一般为刀具有效直径的75%~90%。在平行切削的切削方式下,步距是指两行间的间距;而在环绕切削方式下,步距是指两环间的间距。UG NX 8.5提供了4种设定间距的方式,如图2-15所示为步距设置方式的下拉选项。

图2-14 恒步进
图2-15 “步距”种类
(1)恒定
指定相邻的刀位轨迹间隔为固定的距离。当以恒定的常数值作为步进时,需要在下方的“最大距离”文本框中输入其间隔的距离数值,如图2-16所示。

图2-16 恒定步距的设置
如果指定的距离不能把切削区域均匀分开,系统则自动输入距离值即可。如图2-17所示,输入的距离值为0.75,切削区域的宽度为3.5,由于3.5不能被0.75整除,因此系统自动把步进距离缩小到0.5。
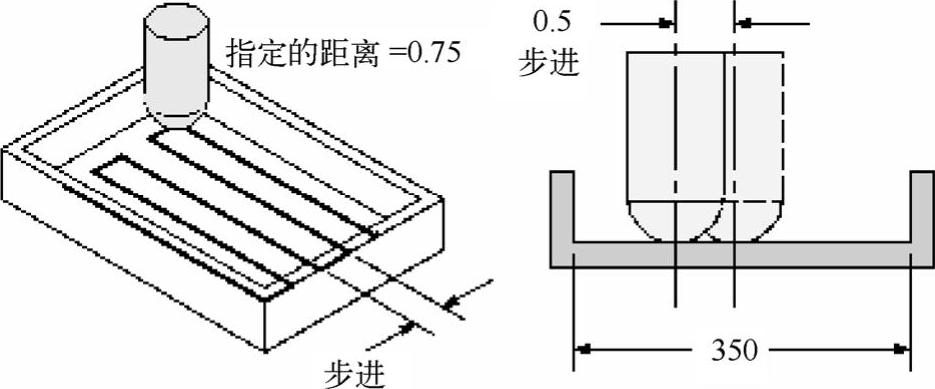
图2-17 恒定步距
(2)残余高度
残余高度允许用户指定残余波峰高度(两个刀轨间剩余材料的高度),从而在连续切削刀轨间建立起固定距离。系统将计算所需的步距距离,从而使刀轨间剩余材料的高度不大于指定的残余高度,如图2-18所示。由于边界形状不同,所计算出的每次切削的步距距离也不同。为保护刀具在切除材料时负载不至于过重,最大步距距离被限制在刀具直径长度的三分之二以内。
对于“轮廓”和“标准驱动”切削方式,“残余波峰”允许用户通过指定“附加刀轨”值来指定残余波峰高度以及偏置的数量。“附加刀轨”是指沿边界那条刀轨以外的其他一些刀轨,如图2-19所示。

图2-18 残余高度1
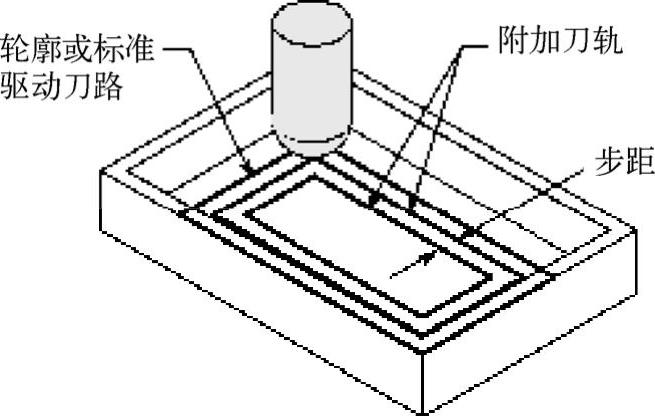
图2-19 残余高度2
(3)刀具平直百分比(https://www.xing528.com)
指定相邻的刀位轨迹间隔为刀具直径的百分比。该方法需要输入百分比,如图2-20所示。通常,进行粗加工时,步距可以设置为刀具有效直径的75%~90%,这种方法设置可以输入百分比来进行步距的设定,是较为常用的方法。

图2-20 “刀具平直百分比”设置步距
如果使用刀具直径百分比来确定,无法平均等分切削区域,则系统自动计算出一个略小于此刀具直径百分比的距离,且能平均等分切削区域的距离。
步距计算时刀具直径是按有效刀具直径计算的,即使用平底刀或者球头刀时,按实际刀具直径D计算,而使用牛鼻刀(圆角刀)时,在计算时去掉刀尖圆角半径部分即为(D-2R),如图2-21所示。
(4)多个
多个步距是通过指定相邻两到刀具路径的最大和最小步距距离,系统自动确定实际使用的步距距离。当“步距”下拉列表选择“多个”时,系统如图2-22所示设置步距。先在“距离”文本框中输入距离,再单击“添加新集”按钮 ,即可添加新的步距。当采用“往复”“单向”和“单向带轮廓铣”切削方式时,“多个步距”设置如图2-23所示。
,即可添加新的步距。当采用“往复”“单向”和“单向带轮廓铣”切削方式时,“多个步距”设置如图2-23所示。
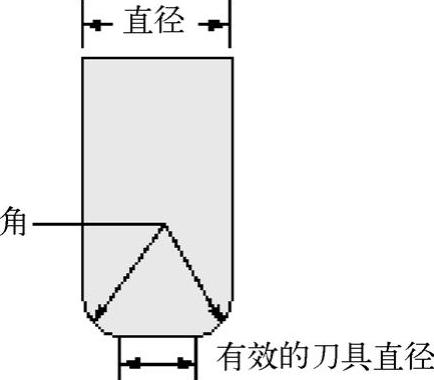
图2-21 刀具的有效直径

图2-22 “多个步距”设置步距
图2-23 “可变步距”对话框
使用多个步距进行平行切削时,系统会在设定的范围内计算出合适的行距与最少的走刀次数,且保证刀具沿着外形切削而不会留下残料,如图2-24所示。
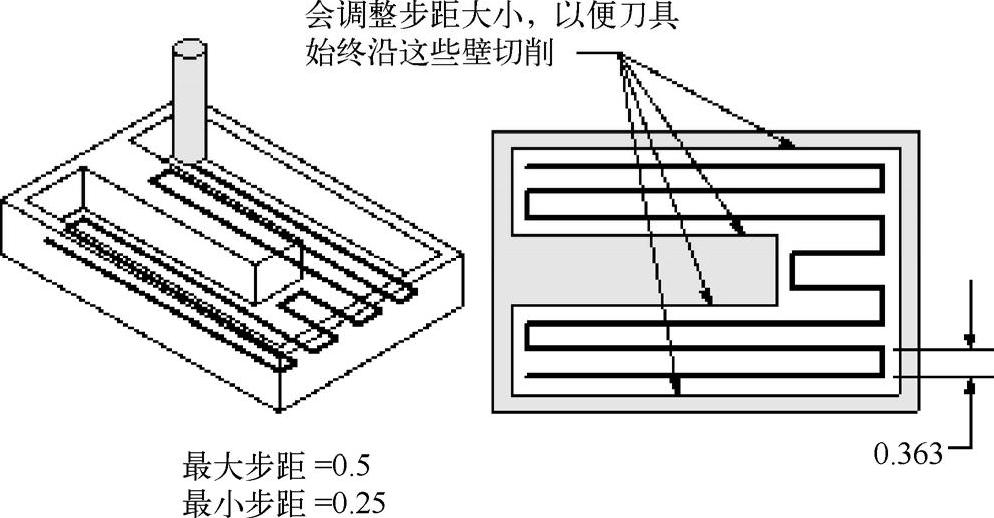
图2-24 “多个”步距
在进行外形轮廓的精加工时,通常会因为切削阻力的关系,而有切削不完全及精度未达到要求的公差范围内的情况。因此一般外形精加工的习惯是使用很小的加工余量,或者是进行两次重复的切削加工。采用“轮廓”走刀方式,此时使用多个步距方式,做重复切削的精加工。
“可变”选项实质上定义了“轮廓”或“标准驱动”中使用的附加刀轨,因此“附加刀轨”选项将处于非激活状态。使用“轮廓”或“标准驱动”时为“附加刀轨”输入的值不会影响到处理器的工作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。