



在加工过程中,刀具是从工件上切除多余材料的工具。在创建铣削、车削和孔加工操作时,必须创建刀具或从刀具库中选取刀具。创建和选取刀具时,应考虑加工类型、加工表面的形状和加工部位的尺寸大小等因素。
1.创建刀具的基本步骤
单击“刀片”工具条上的“创建刀具”按钮 ,系统弹出如图2-6所示的“创建刀具”对话框,在下拉式列表中选取刀具类型为“mill_planar”,在“刀具子类型”选项中选择铣刀的类型,并在刀具“名称”文本框中输入刀具名称,最后单击“确定”或“应用”按钮。如果在“刀具子类型”选项中选择
,系统弹出如图2-6所示的“创建刀具”对话框,在下拉式列表中选取刀具类型为“mill_planar”,在“刀具子类型”选项中选择铣刀的类型,并在刀具“名称”文本框中输入刀具名称,最后单击“确定”或“应用”按钮。如果在“刀具子类型”选项中选择 图标,则系统弹出如图2-7所示的“铣刀-5参数”对话框,在该对话框中设置刀具的有关参数即可。
图标,则系统弹出如图2-7所示的“铣刀-5参数”对话框,在该对话框中设置刀具的有关参数即可。
2.创建铣刀
在铣削加工中,用到的铣刀类型很多,如立铣刀、面铣刀、T型键槽铣刀和鼓形铣刀等。在UG数控编程中常用的铣刀刀具中包含一般铣刀4种,桶状铣刀与T型铣刀各一种,以及钻头一种。4种铣刀分别为5参数、7参数、10参数和球形铣刀,它们可分别定义出各种形状之刀具。7参数与10参数铣刀仅可用于平面铣削、曲面轮廓加工及循序铣削,其他加工模式将忽略5参数以外的刀具参数,在实际应用中很少用到。球形铣刀是简化的5参数铣刀,它的下半径(R1)等于刀具直径(D)的一半。

图2-6 “创建刀具”对话框
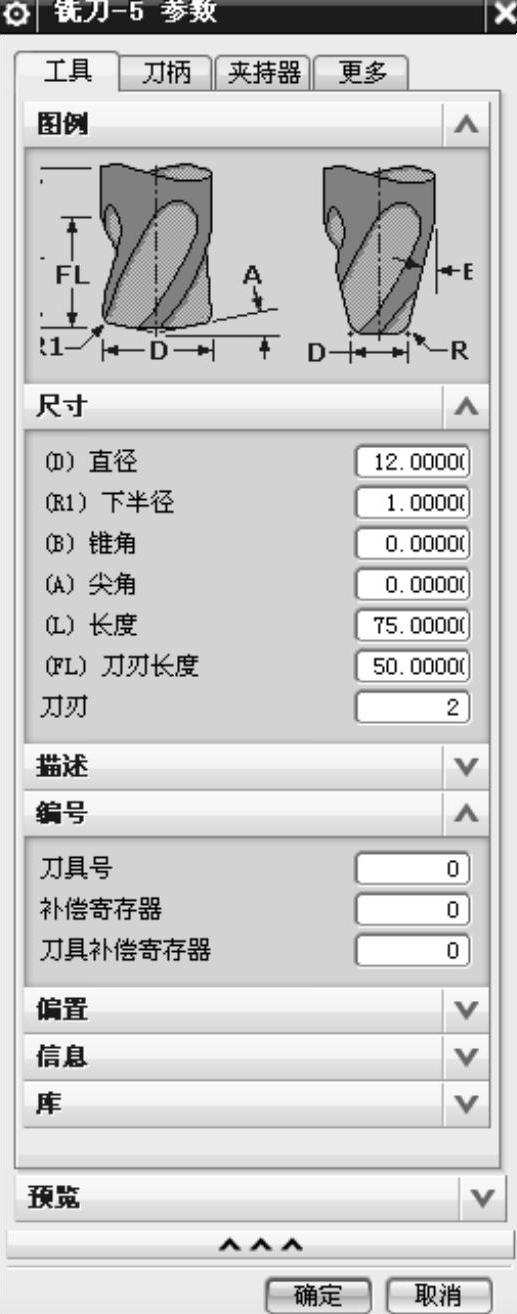
图2-7 “铣刀-5参数”对话框
铣刀定义的一般规则如下:所有输入之刀刃直径、侧边角度、刀具总长、端部半径以及刃长等数值必须不得为负值;拔模角度必须介于90°与-90°之间;端部角度必须小于90°;刃长不得超过刀具总长;刃数必须为正值;刀具总长必须大于端部角度造成之斜边长度;端部半径必须符合刀具底缘与侧边之限制。
5参数铣刀为建立铣刀时的内建选项,同时也是数控编程中最为常用的一种刀具,其刀具外形及参数如图2-7所示。基本的刀具参数说明如下。
1)(D)直径:刀刃直径决定铣刀的刀具直径。值得注意的是,刀具的整体外形,包括端部角度及拔模角等,决定刀具路径的产生。换而言之,刀具路径并非只决定于刀刃直径。
2)(R1)下半径:下侧边圆弧半径是指刀具端部角落圆弧的半径。5参数铣刀的下侧边圆弧半径可为0,形成平底的端铣刀。若下侧边圆弧半径为刀刃直径的一半,则形成球刀。若下侧边圆弧半径小于刀刃直径的一半,则形成牛鼻刀。
3)(L)长度:刀具总长为所产生的铣刀实际的长度,包括刀刃及刀柄等部分的总长度。
4)(B)锥角:锥角为刀具侧边锥角,为主轴与侧边所形成的角。若拔模角度为正值时,刀具外形为上粗下细;若拔模角度为负值时,刀具外形为下粗上细;若拔模角度为0时,刀具侧边与主轴平行。
5)(A)尖角:尖角为铣刀端部与垂直于刀轴的方向所成的角度。若顶角为正值,则刀具端部形成一个尖点。
6)(FL)刀刃长度:刀刃长度为刀具齿部的长度,不一定代表刀具切削长度。
7)刀刃:刃数为刀刃的数目,该数值目前未包括在操作选项中,但刀具数据中应设定刃数以便以后取用。
其他刀具参数如下所列,这些参数通常情况下可以不设置,同时这些参数为各种刀具共有的参数。
1)Z偏置:Z轴偏置指定Z轴偏置的距离。通常该数值代表由于刀长之差异所需要补正的Z轴距离。系统使用该数值去激活加载刀具Z轴补正值的后处理指令。所输入的数值输出为LOAD/TOOL(加载刀具)指令的参数值。
2)补偿寄存器:本选项在于指定控制器中,储存刀具长度补正值的缓存器编号。输入数值之后激活LOAD/TOOL及TURRET等指令的输出。若未输入补正缓存器的编号,则LOAD指令与SET/ADJUST补正设定的关联即取消。
3)刀具补偿寄存器:刀具直径可能因磨耗等因素而产生变化。刀具补偿缓存器是指储存刀具直径补偿号,系统在该缓存器中读取刀具直径变化的补偿值。在CUTCOM刀具补偿后处理中指令设定左、右或开启等参数之后,缓存器中储存之数值即激活CUTCOM指令。若在缓存器中输入数值之后再关闭CUTCOM指令,系统即取消该指令。但是先前若有激活CUTCOM指令而未输入缓存器中的数值,系统使用先前激活的CUTCOM指令设定将继续沿用,而不取消该指令。
4)刀具号:刀具编号的数值用于LOAD/TOO加载刀具指令。刀具编号数值的上限10个数字(最大值为2147483647)。该编号不得为负值,且只能输入数目字。后续的LOAD/TOOL加载刀具及SELECT/TOOL选择刀具后处理指令输出时,将包括全部的10个数字。
刀柄可以定义成圆柱体或圆锥体,并且可以在屏幕上以图形方式显示出来。定义刀柄的目的是在刀具运动过程中检查刀柄是否与零件或夹具碰撞,如图2-8所示为铣刀的刀柄选项卡。
1)(SD)刀柄直径:用于输入刀柄的直径。
2)(SL)刀柄长度:用于输入刀柄的长度。
3)(STL)锥柄长度:用于指定刀柄的锥度。当锥度为0时为直柄,否则为锥柄。
设置好所有参数后,单击“确定”按钮即可创建一个刀柄。创建好的刀柄会显示在图2-8所示对话框中部的图例框中。
“夹持器”选项卡用于定义刀柄参数,刀柄可定义成圆柱体或圆锥体,但刀柄在屏幕上不以图形方式显示。定义刀柄的目的是检查在刀具运动过程中刀柄是否与零件或夹具碰撞,有关刀柄的参数如下。
1)(LD)下直径:用于设置刀柄底部的直径。
2)(L)长度:用于设置刀柄的长度。
3)(B)锥角:用于设置刀柄的锥角,当锥角为0度时,刀柄为直柄;否则,刀柄为锥柄。
4)(R1)拐角半径:用于设置刀柄上部的圆弧半径,必须为正值。
5)(UD)上直径:用于设置刀柄顶部的直径。
3.创建钻头(https://www.xing528.com)
孔加工刀具包括有多种刀具,如:麻花钻、铰刀、唿钻和丝锥等。在创建刀具过程中将刀具类型选择“drill”,刀具子类型区域显示了各种孔加工刀具模板,可以创建麻花钻、中心钻铰刀等孔加工刀具。当选择好孔加工刀具类型后,如:选择“ ”,单击“确定”或“应用”按钮。系统弹出如图2-9所示的“钻刀”对话框,其中大部分参数与建立铣刀的参数相同,只是钻头不存在下半径及顶角和锥度角,而钻头有顶角。
”,单击“确定”或“应用”按钮。系统弹出如图2-9所示的“钻刀”对话框,其中大部分参数与建立铣刀的参数相同,只是钻头不存在下半径及顶角和锥度角,而钻头有顶角。
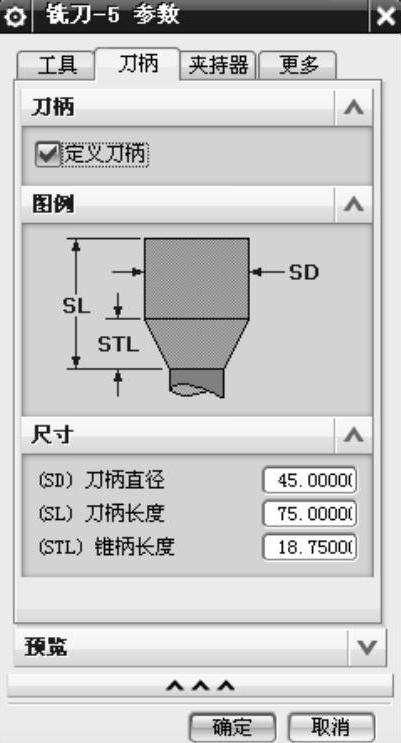
图2-8 “铣刀-5参数”对话框
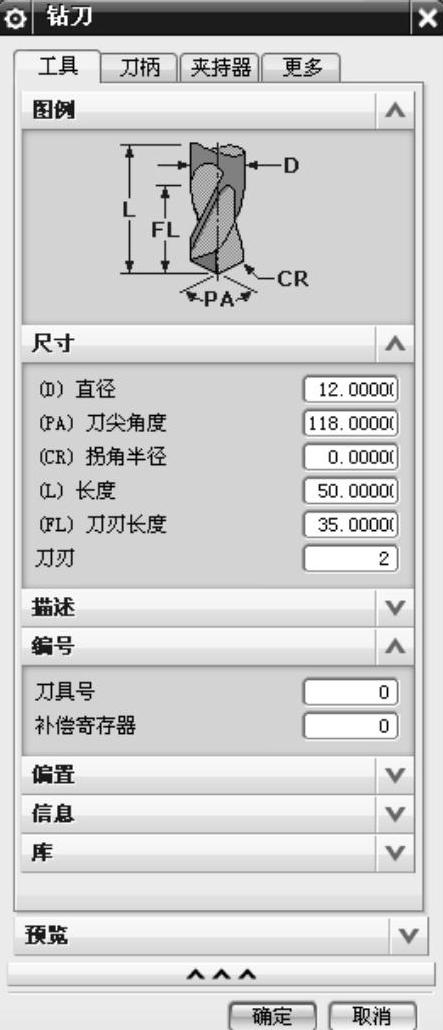
图2-9 “钻刀”对话框
对于使用刀尖方式确定深度的钻孔来说,其刀具参数其实并不对刀具路径产生任何影响,所以在某些情况下,可以使用一把钻头甚至是铣刀完成钻孔加工程序的编制。
4.从刀具库调用刀具
对于常用的刀具,UG NX 8.5使用刀具库来进行管理。在创建刀具时可以从刀具库中调用某一刀具。在“创建刀具”对话框中,有图标“库”选项用于从刀具库调用刀具。打开该选项,单击“从库中调用刀具”后面的“从库中调用刀具”按钮 ,系统弹出如图2-10所示的“库类选择”对话框。
,系统弹出如图2-10所示的“库类选择”对话框。
选取刀具时,首先确定加工机床类别,如铣刀(Milling)或者钻头(Drilling),单击对应类别前的“+”号,展开该类别的刀具类型,然后选择所需要的刀具类型,单击“确定”按钮。系统弹出如图2-11所示的“搜索准则”对话框,在对话框中输入查询条件,单击“确定”按钮,系统将把当前刀具库内符合搜索条件的刀具列表显示在屏幕上,系统弹出如图2-12所示的“搜索结果”对话框,从列表中可以选择一个所需的刀具,单击“确定”按钮。
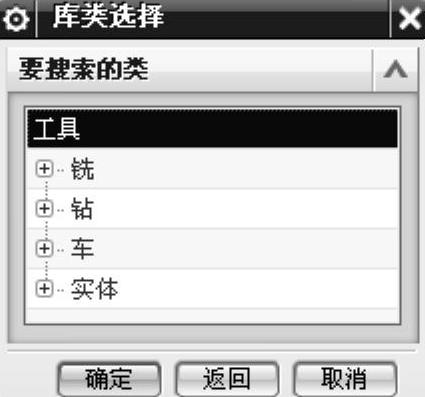
图2-10 “库类选择”对话框
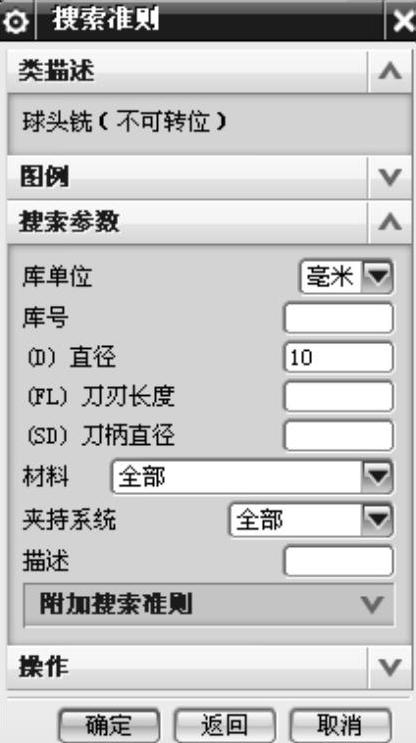
图2-11 “搜索准则”对话框
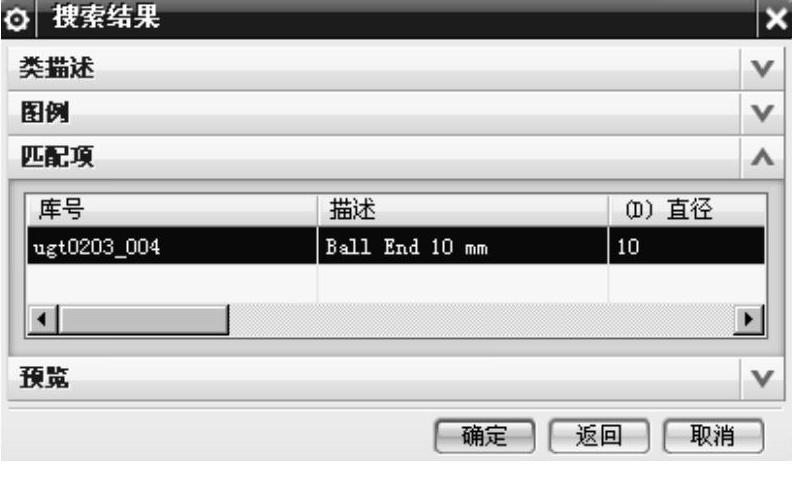
图2-12 “搜索结果”对话框
5.刀具管理
在操作导航器的加工刀具视图下可以对刀具进行建立、编修、复制、重命名和删除等操作。选择某一个刀具,单击右键将弹出操作选项,如图2-13所示。在操作选项中,只有部分是对刀具起作用的,包括编辑、剪切、粘贴、内部粘贴、复制、删除和更名。
(1)编辑
编辑选项的主要功能是编修现行刀具的各种参数值,其中包括刀具的直径、长度及编号等,其参数设置表与新建刀具相同。当刀具编辑后,已建立的使用该刀具的所有刀具轨迹都将失效,需要进行重新计算。
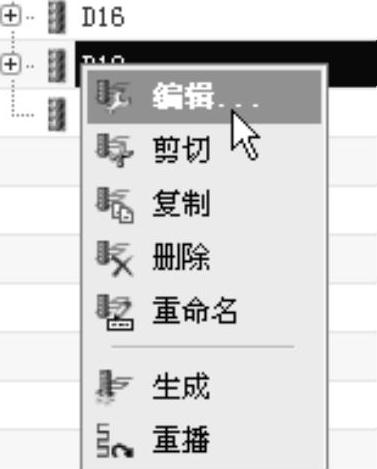
图2-13 刀具编辑
(2)剪切
剪切选项的主要功能是将指定的刀具剪切出来,粘贴到不同的位置。剪切时将同时剪切使用该刀具的所有刀具轨迹。
(3)复制
复制选项的主要功能是复制现行刀具,产生另一个不同名称的同型刀具。
(4)粘贴
粘贴选项的主要功能是将已复制或剪切的刀具粘贴在当前位置,产生另一个不同名称的同型刀具。
(5)内部粘贴
内部粘贴(Paste inside)选项的主要功能是将已复制或剪切的刀具粘贴在当前位置的下一级位置,产生另一个不同名称的同型刀具。通过剪切的刀具在粘贴时同时将该刀具的刀具轨迹粘贴下去,而通过复制产生的刀具,只能粘贴刀具。
(6)删除
删除选项将删除在列表刀具资料区中指定的刀具。删除时将同时删除使用该刀具的刀具轨迹。
(7)重命名
重命名选项用于对刀具进行重新命名,即将现行刀具的名称变更。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。