



数控机床的所有运动和操作都是执行特定的数控指令的结果,完成一个零件的数控加工一般需要连续执行一连串的数控指令,即数控程序。手工编程方法根据零件的加工要求与所选数控机床的数控指令集来编写数控程序,直接手工输入到数控机床的数控系统,这种方法对于简单二维零件的数控加工是非常有效的,一般熟练的数控机床操作者根据工艺要求便能完成。自动编程方法则不同,经过刀具轨迹计算产生的是刀位源文件(Cutter Location Source File,CLF),而不是数控编程,因此,需要设法把刀位源文件转换成特定机床能执行的数控程序,输入数控机床的数控系统,才能进行零件的数控加工。把刀位源文件转换成特定机床能执行的数控程序的过程称为后处理。
UG NX提供了两种后处理器:图形后处理器和UG后处理器。
1.图形后处理器
图形后处理器进行后处理时,必须先生成刀位源文件。主要用来选取、编修及检视由操作选项所产生的CLS文件,最后进行后处理,从而产生NC文件。程序可同时操作整个CLSF或只处理CLSF中的单一刀具路径。刀具路径中包含刀具移动、机械坐标系、刀具参数、显示设定及其他刀具路径资料。
图形后处理器进行后处理时步骤如下。
1)单击“加工操作”工具条中的“输出CLSF”按钮 ,系统弹出如图1-49所示的“CLSF输出”对话框。在“CLSF格式”列表中选择“CLSF_STANDARD”,在“文件名”文本框中设置生成CLS文件的目录和名称,单击“确定”按钮,则生成CLS文件。
,系统弹出如图1-49所示的“CLSF输出”对话框。在“CLSF格式”列表中选择“CLSF_STANDARD”,在“文件名”文本框中设置生成CLS文件的目录和名称,单击“确定”按钮,则生成CLS文件。
2)选取菜单命令“工具”→“CLSF”,系统弹出“指定CLSF”对话框,选择刚才生成的CLS文件,单击“OK”按钮,系统弹出如图1-50所示的“CLSF管理器”对话框。
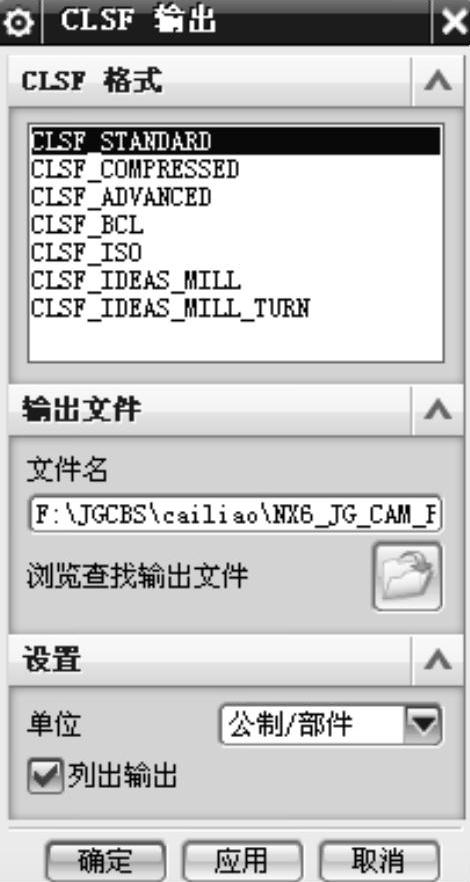
图1-49 “CLSF输出”对话框
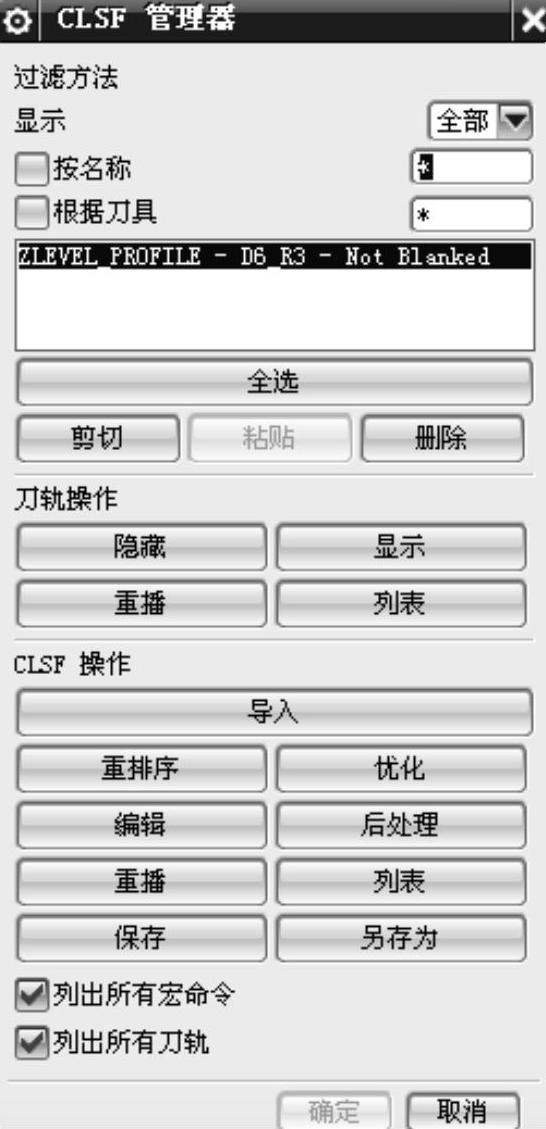
图1-50 “CLSF管理器”对话框
3)在图1-50所示的列表中选取后一个操作的源文件,选择该操作的源文件,然后单击“后处理”按钮,系统弹出如图1-51所示的“NC后处理”对话框。
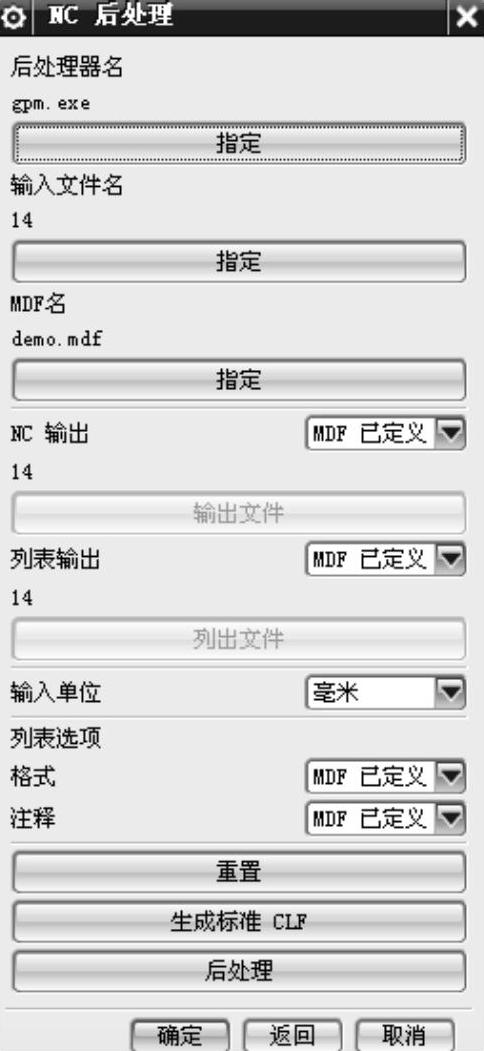
图1-51 “NC后处理”对话框
4)在“NC后处理”对话框中指定MDF文件,单击“MDF名”下面的“指定”按钮,然后找到所用的MDF文件。
5)在“NC输出”下拉列表中选择“文件”,然后单击“输出文件”按钮,用于指定后处理后输出文件的位置。
6)在“输入单位”下拉列表中选择“毫米”。
7)单击“后处理”按钮,即后处理结束,生成*.ptp文件。(https://www.xing528.com)
提示:图形后处理器必须要有MDF(机床数据文件)文件,用户可以根据自己的需要设置MDF文件。
2.UG NX 8.5后置处理器
UG NX 8.5后置处理器即UG/POST,是UG NX 8.5软件提供的一个后置处理程序。与图形后处理相比,UG/POST可直接从零件的刀具路径中提取信息进行后处理,而不必生成刀具位置源文件,因此用起来很方便。同时,UG/POST允许用户自己定义后处理命令,可以为更多类型的机床提供后处理。UG/POST通过与图形后处理相似的途径,将产生的刀具路径转换成指定的机床控制系统所能接受的加工程序。
UG/POST进行后置处理的步骤:生成工件的刀具路径;通过POST BUILD生成事件管理器文件和定义文件,并将生成的事件管理器文件和定义文件增添到后置处理模板中;进入UG/POST后处理环境进行后置处理,从而生成可用于指定机床的数控加工程序。用UG/POST进行后置处理时,可以在UG加工环境中进行,也可以在操作系统下进行。
(1)在UG NX加工环境中进行后置处理
在操作导航工具的程序顺序视图中,选择已生成的刀具路径的操作和程序名称,选择“工具”→“工序导航器”→“输出”→“NX Post后处理”命令,或者单击“加工操作”工具条中的“后处理”按钮 ,系统弹出如图1-52所示的“后处理”对话框。在“后处理器”列表框中选择后处理器,在“文件名”文本框中输入后处理后输出文件的位置和名称,单击“确定”或“应用”按钮。
,系统弹出如图1-52所示的“后处理”对话框。在“后处理器”列表框中选择后处理器,在“文件名”文本框中输入后处理后输出文件的位置和名称,单击“确定”或“应用”按钮。
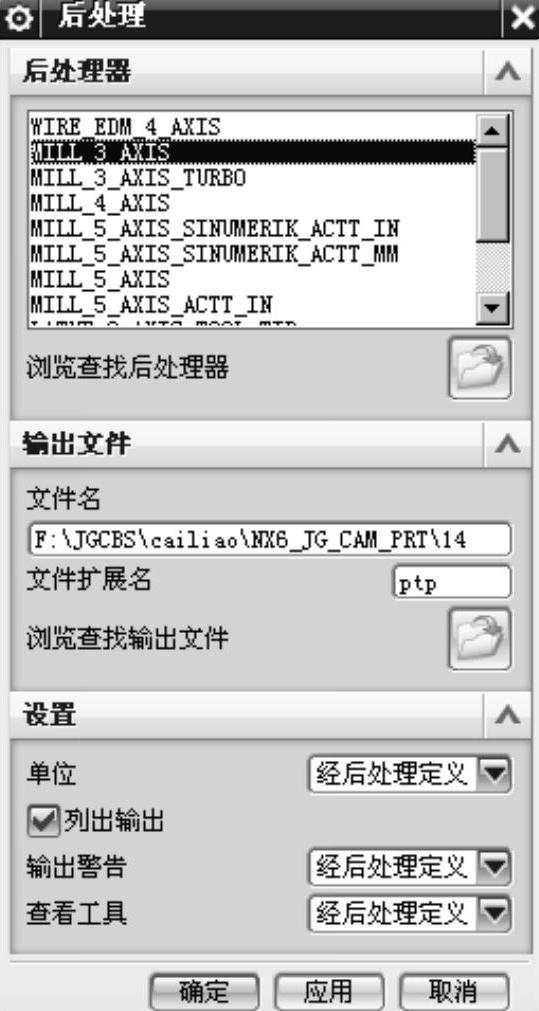
图1-52 “后处理”对话框
(2)在操作系统环境中进行后置处理
在操作系统环境中,可对包含刀具路径的UG NX零件文件进行后置处理。
选择“开始”→“程序”→“Siemens NX 8.5”→“加工”→“ugpost”命令,如图1-53所示,系统弹出如图1-54所示的“Run UGPost”对话框。依次在对话框中设置UG NX后处理器的路径和文件名、机床定义文件路径和文件名、需要进行后置处理的零件路径和文件名、程序列表的输出路径和文件名,以及错误信息输出文件的目录和文件名等,单击“Apply”按钮。后置处理结束将生成*.ptp的后置处理输出文件。该文件数控加工程序是文本文件,可以在Word或记事本中修改。
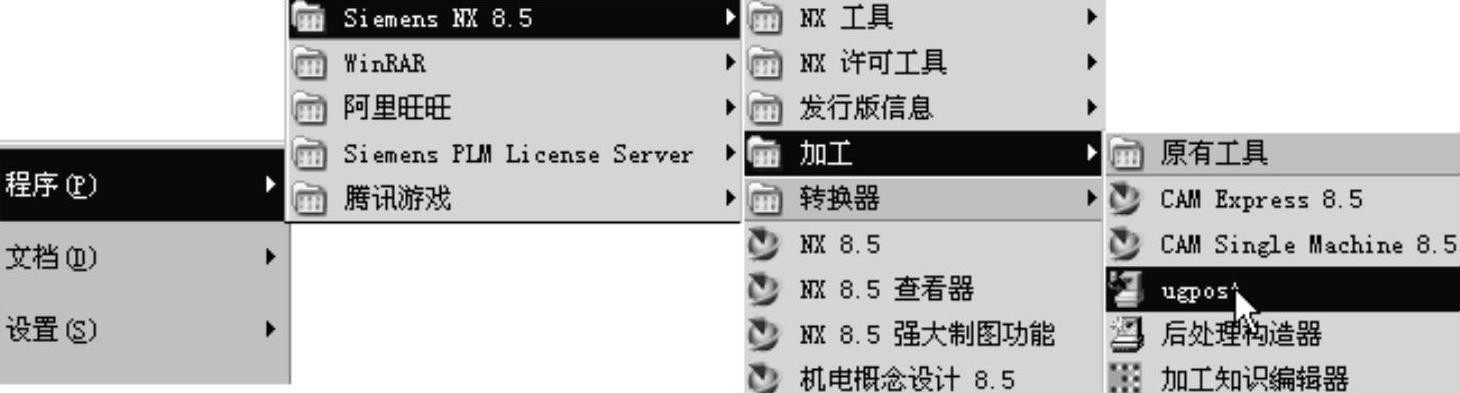
图1-53 后置处理
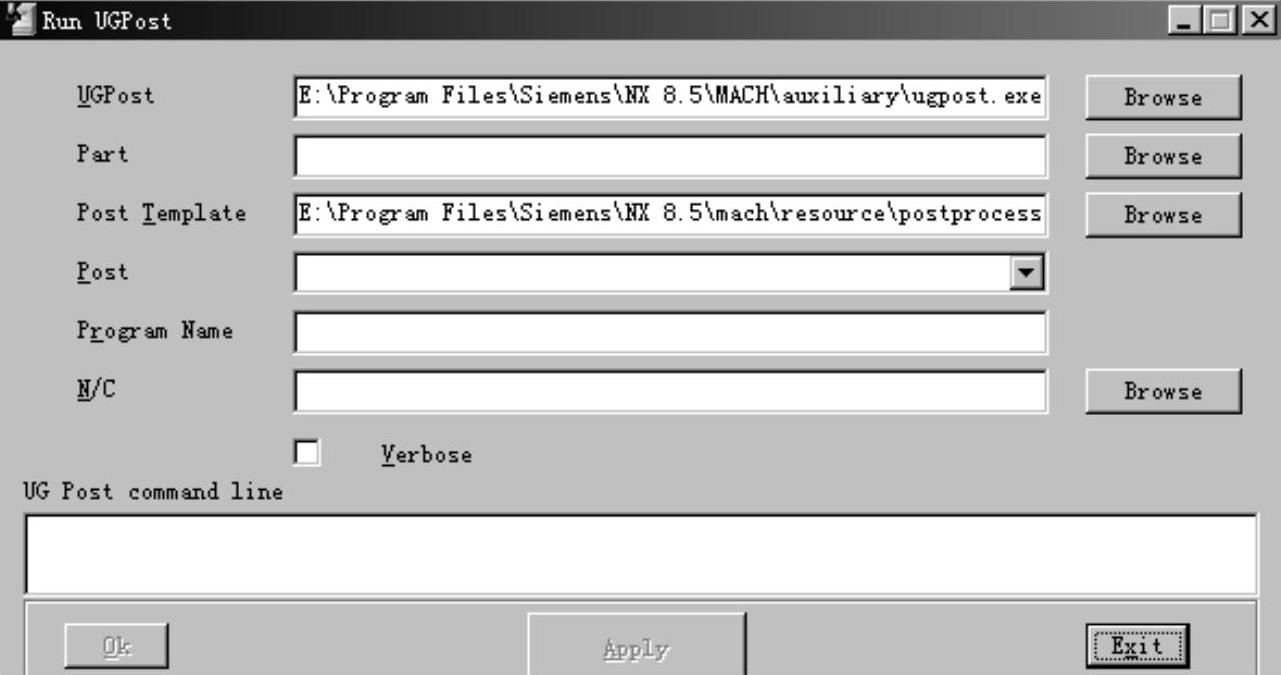
图1-54 “Run UGPost”对话框
刀具路径必须经过后置处理才可以生成数控机床可以识别的数控加工程序,因此刀具路径需要后置处理。后置处理结束后,建立车间工艺文件,把加工有关信息送达给加工程序的使用者。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。