



(1)外观 表面不应有裂纹、锈蚀和影响使用的伤痕等缺陷。
外观检查用肉眼或5~10倍放大镜观察,也可进行磁粉或渗透探伤。
(2)表面硬度 感应淬火、回火后的工件应达到图样所要求的表面硬度范围。
感应淬火件的表面硬度波动范围,应根据要求相应符合表3-29的规定。
表3-29 表面硬度波动范围(摘自JB/T 9201—2007)
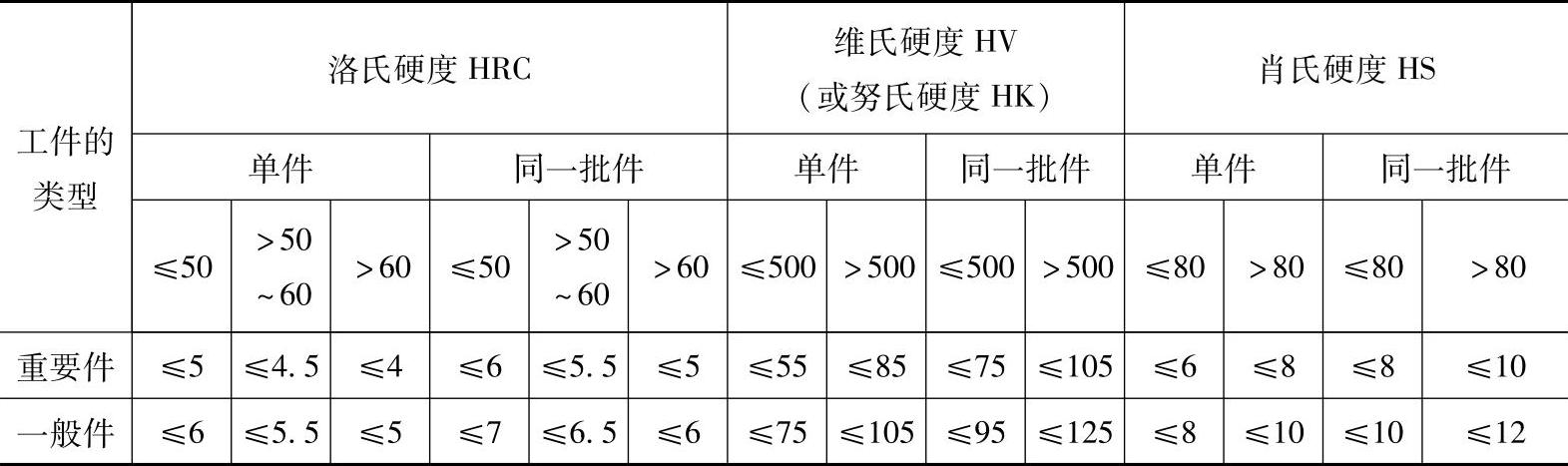
注:1.表中的硬度值无直接换算关系。
2.同一批件指用同一批待处理工件在同一操作条件下处理得到的已处理工件总称。
对旋转一次淬火的齿轮,在相隔约120°的三个轮齿上,于齿高中部齿面各测1~3点,也可用洛氏硬度计测齿顶硬度。大模数单齿淬火齿轮可用肖氏硬度计测量轮齿分度圆附近的齿面硬度。
(3)有效硬化层深度 感应淬火、回火后的工件应达到图样所要求的有效硬化层深度。
有效硬化层深度的测量采用硬度法,可参看GB/T 5617—2005《钢的感应淬火或火焰淬火后有效硬化层深度的测定》。
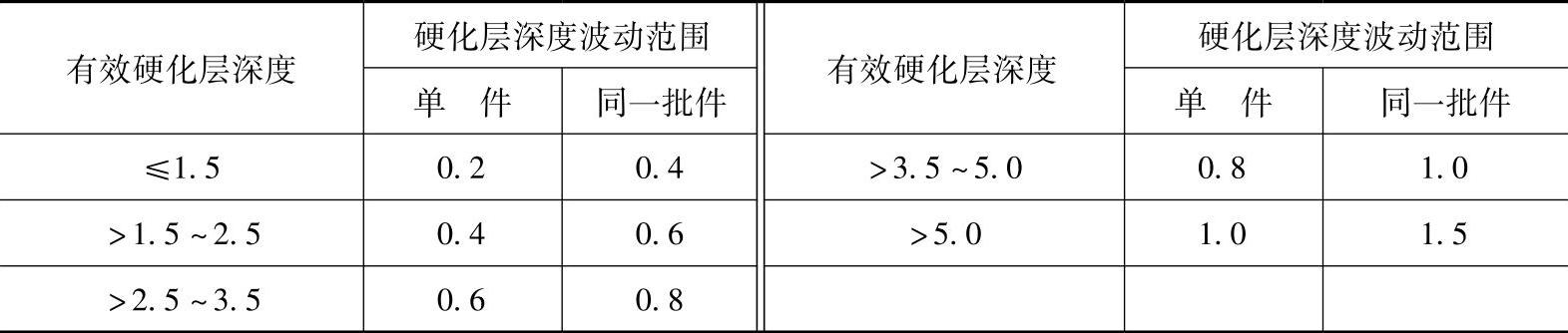
1)简单形状工件有效硬化层深度波动范围应符合表3-30的规定。
表3-30 有效硬化层深度的波动范围(JB/T 9201—2007)(单位:mm)
 (https://www.xing528.com)
(https://www.xing528.com)
注:硬化部位范围的波动可由委托方与受托方协商确定。
2)形状复杂和大型工件有效硬化层深度的波动范围经协商后可适当放宽。
3)对于齿轮,同一件齿轮的有效硬化层深度偏差值应控制在技术条件要求中值的±20%范围内,重要齿轮偏差值控制在技术条件要求中值的±15%范围内。
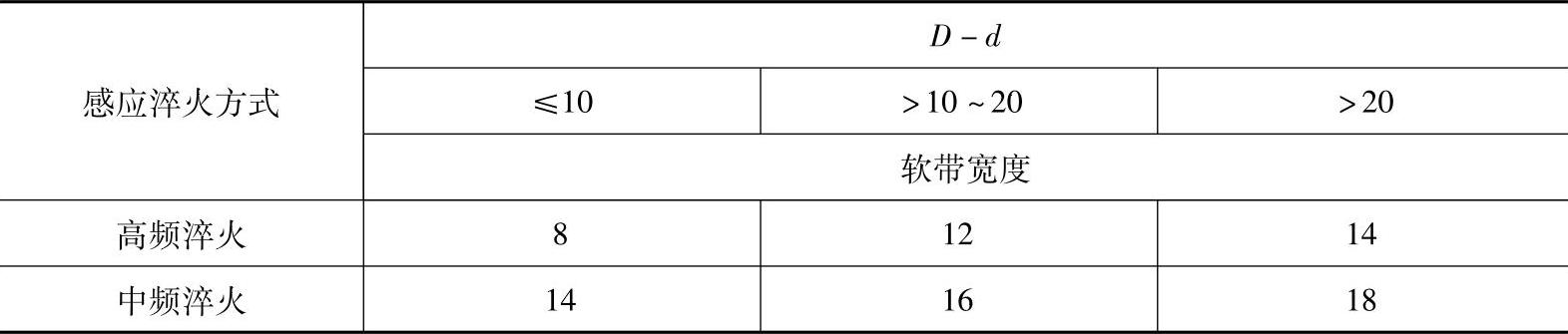
4)硬化区范围为图样或有关工艺文件规定的表面硬化区,必须规定合理的允许偏差值。通常:一般零件两端离端面5mm处允许不淬硬;有局部淬火的轴,淬火长度允许有 的偏差;在有孔和槽的部位,离孔、槽边缘5mm处允许有软带;有台阶的轴类,允许在台阶处有一定宽度的软带,可参见表3-31。
的偏差;在有孔和槽的部位,离孔、槽边缘5mm处允许有软带;有台阶的轴类,允许在台阶处有一定宽度的软带,可参见表3-31。
表3-31 台阶轴类允许的软带宽度(单位:mm)
5)通常图样上硬化层深度即为有效硬化层深度。
6)对于硬化层深度小于或等于0.3mm时,可按GB/T 9451—2005《钢件薄表面总硬化层深度或有效硬化层深度的测定》进行。
7)硬化层深度测定时,硬化层边缘不应为测定部位。
(4)金相组织 处理部位的金相组织应符合产品设计或工艺文件所规定的要求。如无特殊规定,金相组织检验按JB/T 9204—2008《钢件感应淬火金相检验》标准进行。
零件经淬火、低温回火后(≤200℃),图样规定硬度下限高于或等于55HRC时,3~7级合格;图样规定硬度下限低于55HRC时,3~9级合格。组织不得有过热状态。
(5)畸变 工件感应淬、回火后的畸变量应符合设计或工艺文件所规定的范围。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。