



1.电磁离合器摩擦片(Φ163mm×0.5mm)
材料:65Mn,技术要求:淬硬44~48HRC,平面度误差≤0.1mm。
工艺流程:冲片→淬火→回火→磨加工。
淬火:盐浴加热820~840℃,1.5~2min油淬。
回火:装胎具回火340~360℃,1h(空气炉)。
2.卧式多轴自动车床弹簧夹头(Φ95mm×150mm)
材料:9SiCr,技术要求:头部硬度:60~65HRC;颈部硬度:38~42HRC。
自然状态下孔径胀大量:1.5~2.5mm。
工艺流程:锻造→退火→机加工(开口处留一部分连接)→淬火→回火→机加工→磨开口→胀大定形。
淬火:头部与颈部盐浴局部加热850~870℃,20~30min油淬。
回火:180~200℃,1.5h(硝盐炉)。
3.轴承套圈(Φ25~Φ200mm)
材料:GCr15,技术要求:淬硬61~65HRC;显微组织:隐晶细小针状马氏体+均匀分布的细小残留碳化物+少量残留奥氏体。
淬火加热(盐浴炉中进行):
套圈壁厚<3mm,830~840℃,3~7min;
套圈壁厚3~5mm,835~845℃,7~10min;
套圈壁厚5~8mm,840~845℃,13~15min;
套圈壁厚8~12mm,845~855℃,14~18min。
淬火冷却:对易畸变的套圈在120~180℃或80~100℃热油中冷却;对易产生软点的套圈采用旋转淬火机强制冷却。(https://www.xing528.com)
清洗:在Na2CO33%~5%(质量分数)水溶液中清洗。
回火:150~180℃,2.5~3h(热油浴)。
稳定化处理:120~160℃,3~5h(热油浴)。
4.剃齿刀磨齿机前主轴(Φ115mm×378mm)
材料:GCr15,技术要求:淬硬62HRC,热处理后径向圆跳动≤0.2mm。
工艺流程:锻造→球化退火→机加工→淬火→低温回火→磨→成品。
淬火:盐浴加热550℃,预热90min,再加热到850℃,保温70min淬入160℃的硝盐中经12min取出空冷。淬火后再经-60℃冷处理2h,取出恢复至室温后进行回火。
回火:160±10℃,8h,粗磨后再进行(160±10)℃,16h的稳定化处理。
5.m=3mm的齿轮滚刀
材料:W6Mo5Cr4V2,技术要求:淬硬:63~66HRC,采用真空气淬。
淬火加热:预热800℃,20min,真空度:0.133Pa;预热1000℃,20min,真空度133Pa(充氮气);加热:1220℃,25min,真空度:133Pa(充氮气)。
冷却:采用高压真空气淬(50×104Pa压力下冷却),氮气的纯度>99.999%。
回火:真空回火,抽真空后应回充6.7×104Pa氮气,每次保温2h,共回火三次。
6.硅钢片冷冲模凹模(100mm×80mm×20mm)
材料:Cr12MoV,技术要求:淬硬>62HRC。
真空淬火回火工艺曲线如图2-7所示。
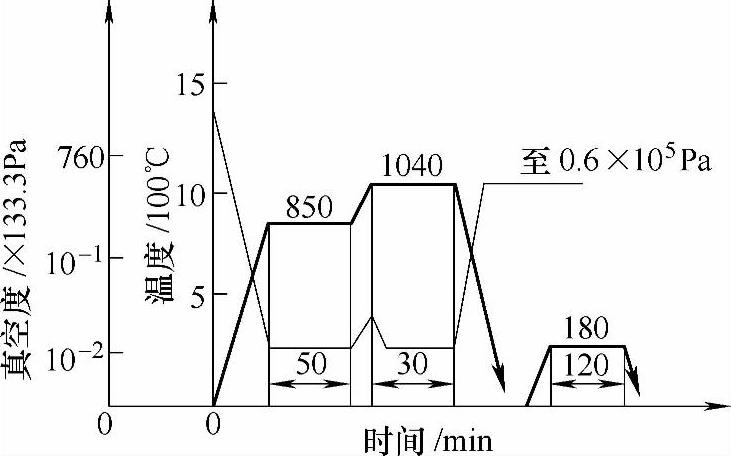
图2-7 冷冲模凹模真空淬火回火工艺曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。