



做好准备工作是正确实施淬火工艺,确保处理质量的重要环节。在实施淬火处理前应核实并作好以下准备工作:
1.工件的准备
1)工件的热处理技术要求表达应正确清楚,操作者在热处理前必须详细了解这些技术要求。
2)按设计图样及有关标准规定,用火花检验或其他检验方法(如金相检验)对工件的钢号或化学成分进行校核,严防出现混料、错料。
3)对重要工件、工模具用钢,应严格检查和控制原材料质量。
4)工件原始冷、热加工状态(铸、锻压、焊接、热处理、切削加工以及冷、热校正后是否经去应力处理等)应与设计、工艺文件所表明的一致。工件的原始状态不得有影响淬火质量的严重过热、表层脱碳、高的残留应力和畸变等。
5)工件的几何形状及尺寸等应适应淬火工艺要求,力求避免截面变化悬殊、壁厚不均、带尖角、凹槽、棱边等。
6)工件的几何精度、表面粗糙度、淬火部位的加工余量应符合工艺文件的规定。如系调质件,最好先经粗加工。截面大于100mm的工件有内孔时,应钻孔后调质,并应防止出现尖角。
7)工件的外表面不允许有裂纹、影响热处理质量的锈斑、氧化皮及磕碰、划伤等缺陷。
8)在空气炉中加热时,对表面氧化、脱碳要求严格的工件,应在入炉前表面涂刷保护涂料,或涂以饱和硼砂水溶液。涂硼砂水溶液时,先将工件加热到100~150℃,然后浸入浓度为20%(质量分数)的饱和硼砂水溶液中,数秒钟后取出烘干装炉。此外,采用市售专用于热处理的保护涂料时,可按JB/T 5072—2007《热处理保护涂料一般技术要求》选用。
9)对工件的尖角、锐边、孔眼等易裂部位进行防护。如包覆铁皮、石棉绳、堵塞螺钉等。
10)在气氛炉和真空炉中加热的工件,入炉前应清洗掉表面油污。工件在装入气氛炉前,也可用燃烧脱脂法除去表面油脂。
2.设备的准备
可以使用空气电阻炉、燃料炉、盐浴炉、保护及可控气氛加热炉、真空炉、流态粒子炉等。炉型有间隙式及连续式,前者适用于单件或小批量生产,简单型的间隙式炉主要是空气介质的箱式炉、井式炉等。井式炉适宜长轴类工件的淬火。近代,在配置了传动机械、可控气氛、计算机控制等装置后,使该炉型可完成高质量的淬火工作。连续式炉则主要用于大批量生产。
1)淬火加热炉应按GB/T 9452—2003《热处理炉有效加热区测定方法》定期对加热炉的有效加热区进行测定。
2)根据工件类别选择加热炉。工件类别是按GB/T 16924—2008《钢件的淬火与回火》标准,根据品质等级要求、材料的淬透性及质量大小,对工件进行分类的,可参见标准中的表4。其有效加热区的温度偏差值应满足标准中表5的规定。即1、2类工件,允许温度偏差值为±10℃;3、4、5类工件,允许温度偏差值为±15℃。
3)采用燃料炉加热时,需保证火焰不得直接冲向工件。
4)盐浴加热炉的盐浴不得对工件产生腐蚀或造成其他有害影响。可参照JB/T6048—2004《金属制件在盐浴中的加热和冷却》标准推荐采用的盐浴成分选定。但盐浴中各种单盐的杂质,尤其是硫酸盐含量必须满足JB/T 9202—2004《热处理用盐》标准中的规定。此外,盐浴炉在使用时应按工艺要求进行正常的校正捞渣。盐浴校正剂有商品供应,应按JB/T 4390—2008《高、中温热处理盐浴校正剂》标准规定选择。其盐浴校正捞渣工艺规范见表2-2。正常使用时,盐浴还应按JB/T6048—2004标准中附录A的规定方法定期进行中、高温盐浴对钢的脱碳性能及对硝盐浴Cl-离子含量的检验。
表2-2 盐浴校正捞渣工艺规范
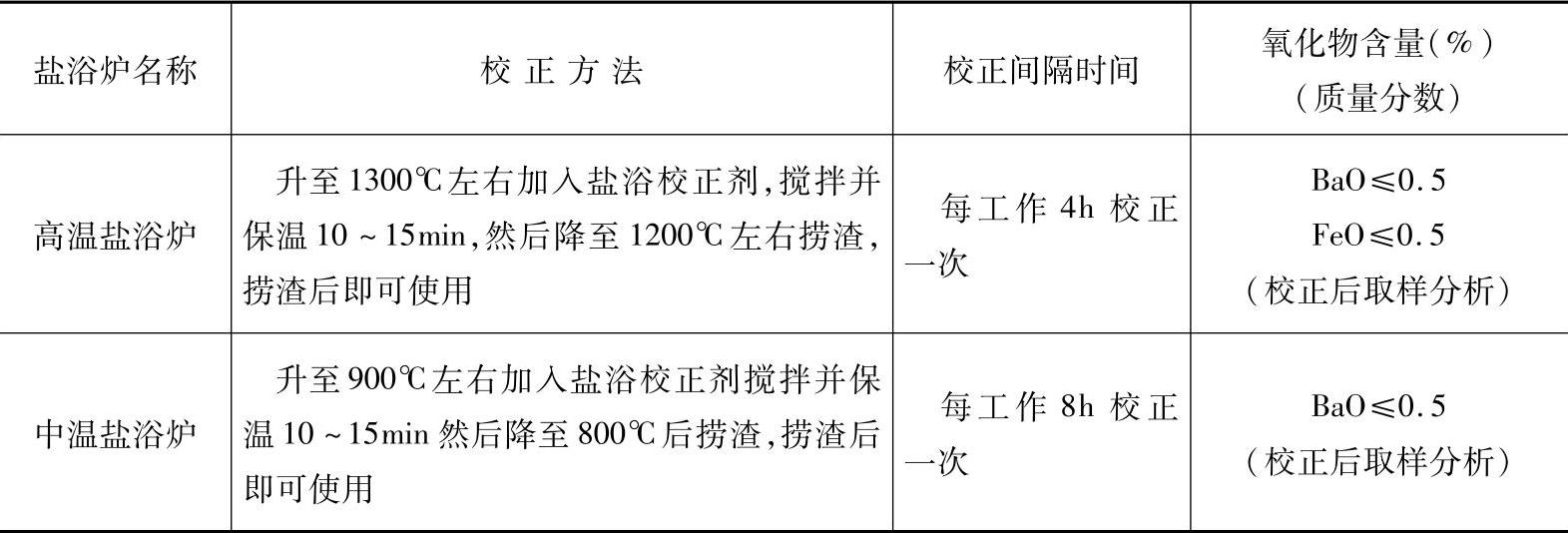
注:1.使用含有校正剂的长效盐在补充新盐时,即可使盐浴得到校正,但需经常捞渣。
2.用于等温、分级淬火的硝盐炉,应每月捞渣一次,捞渣后化验成分。
3.加入量应按所购商品盐浴校正剂技术文件规定进行,一般为盐浴质量的0.5%~1.0%(质量分数)。
5)采用真空炉淬火时,真空炉的技术要求应符合GB/T 22561—2008《真空热处理》标准的规定。其中,真空炉在冷态空炉充分干燥后的压升率应小于0.67Pa/h;工作状态时,一般钢铁材料淬火允许的最大压升率不得大于6.65Pa/h。此外,真空炉的有效加热区内的温度允许偏差对于淬火应为±5℃。真空气淬时,合金钢一般采用纯度为99.996%的氮气。
6)在气氛炉中加热时,常选择的保护气体有吸热式气氛、放热式气氛、氨热分解气氛、氮基气氛、有机液体热裂解气等。其中,吸热式气氛广泛地用于各类碳钢、低合金钢的保护气氛淬火加热,也可用于高速工具钢及合金工具钢,但由于气氛中含有大量CO-能使Cr、Mn、Si等元素氧化,故对高铬钢、不锈钢等不宜采用,此外,气氛中含有大量H2,对于某些对氢脆敏感的钢件也不适宜。使用吸热式气氛,在低温范围如与空气混合后,有爆炸的可能,应有安全措施;放热式气氛由于碳势较低,只能用作防氧化,不能防止脱碳,故浓型放热式气氛可用于中碳钢短时加热或允许少量脱碳的工件光亮淬火;氨热分解气氛适用于含铬较高的合金钢、不锈钢的光亮淬火,但对氢敏感的高碳钢和高强度钢不太适宜。而且,分解气中有大量氢,当与空气混合时也可能发生爆炸。为此,应采取预防措施,氮基气氛由于具有无氧化、可燃性小及无爆炸危险等特点,值得推广应用。氮-天然气混合气一般用作碳钢及低合金钢的保护气,氮-甲醇混合气多用作中碳及低碳钢光亮淬火的保护气,采用甲醇、乙醇和丙酮等有机物滴入炉内热分解产生的气氛,由于设备简单,投资少,适宜于周期式作业炉淬火使用。(https://www.xing528.com)
此外,炉气的成分应能根据热处理工艺要求进行调节和控制。所使用的气氛介质原料应符合相关规定,氮气质量应符合JB/T 7530—2007《热处理用氩气、氮气、氢气一般技术要求》的规定。
7)密封箱式炉是实现高质量淬火的间歇式作业无氧化加热设备。为保加热质量及生产安全,炉内气氛循环系统应通畅,炉子的安全防爆装置应可靠。
8)在大批量生产条件下,可选用链板式、网带式、推杆式、振底式、辊底式等连续作业炉,并力求在保护气氛中加热,工件在炉内的运动速度应能可靠调节,以保证必要的加热保温时间及冷却时间。
9)根据工件材质和截面选择合适的淬火冷却介质。淬火冷却介质的选择可参考JB/T 6955—2008《热处理常用淬火介质 技术要求》表4进行。淬火冷却介质使用温度控制范围不得超过GB/T 16924—2008《钢件的淬火与回火》标准中表6的规定。淬火冷却槽应有足够的容积,以适应连续淬火和工件在槽中移动需要。其容量应为每批淬火件重量的十倍以上,并配置介质循环冷却搅拌装置及浴温调节系统。
10)采用喷雾淬火装置时,应调节好水与空气的流量。
11)采用喷液淬火装置时,应调节好水流量、压力、温度等参数。
12)采用淬火压床或淬火机时,应预先做好机械调试工作。
3.测温及控温系统的准备
测温及控温系统应满足以下要求:
1)加热炉的每个加热区应配有温度测定及温度控制自动记录装置。
2)使用经校正合格的热电偶和指示仪表。温度指示综合误差不得超过设定温度的±1%。
3)检查温度控制自动记录装置。需使用0.5%级精度的自动控温仪表。具体可参见JB/T 10175—2008《热处理质量控制要求》标准中的表1。
4)检查可控气氛炉的碳势控制系统的工作可靠性。
4.工夹具的准备
1)按工艺要求、工件的形状和重量选择好合适的工夹具(夹具、料筐、料盘、挂架、吊具等)。工夹具应能保证工件均匀加热、冷却及工件间气氛流畅。
2)在保证使用过程中有足够强度的前提下,工夹具应尽可能轻巧,以利于缩短加热时间,降低能耗及成本。
3)使用前应认真检查工夹具的完好状态。
4)使用气氛炉、真空炉时,工夹具应进行清洗和烘干,不应有锈斑,不应有对工件、炉膛产生有害影响的污物。真空加热时低熔点涂层、镀层是有害的。
5)真空炉用工夹具选择材料时,应防止与工件在工艺过程中发生共晶反应或粘合,详细可参阅GB/T 22561—2008《真空热处理》标准中附录B。若发生反应可采用Al2O3粉隔离(Al2O3技术要求参阅YS/T 274—1998)。
6)盐浴炉的工夹具可选用挂架、托盘等。使用前,工夹具应烘干。
7)轴类工件可采用如图2-1所示的吊挂形式。具体采用何种形式需冷、热工艺人员协商确定。
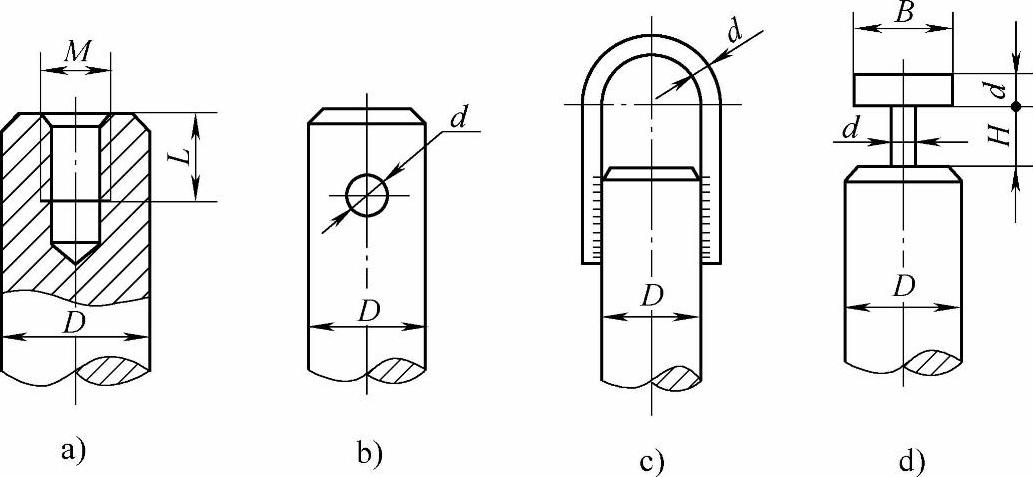
图2-1 轴类工件的几种吊挂形式
8)单个小批生产工件,可用细铁丝绑扎后在盐浴炉中吊挂加热。但在真空炉中加热时,不得使用带有镀层的铁丝捆扎工件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。