



【摘要】:外观 可参照本章1.1.3节完全退火质量检验要求进行。工件硬度应均匀,硬度的偏差范围按GB/T 16923—2008标准,不应超出标准中表5的规定。硬度的测定按GB/T 231.1—2009《金属材料 布氏硬度试验 第1部分:试验方法》进行。金相组织 根据钢种的不同,应得到符合设计、工艺要求的正常组织。结构钢正火后的金相组织一般应为均匀分布的铁素体+片状珠光体。晶粒度为5~8级,大型铸锻件为4~8级。表面脱碳层检测应符合GB/T 224—2008的规定。
(1)外观 可参照本章1.1.3节完全退火质量检验要求进行。
(2)硬度 表1-13为几种常用钢材正火后的硬度范围。
表1-13 几种常用钢材正火后的硬度范围
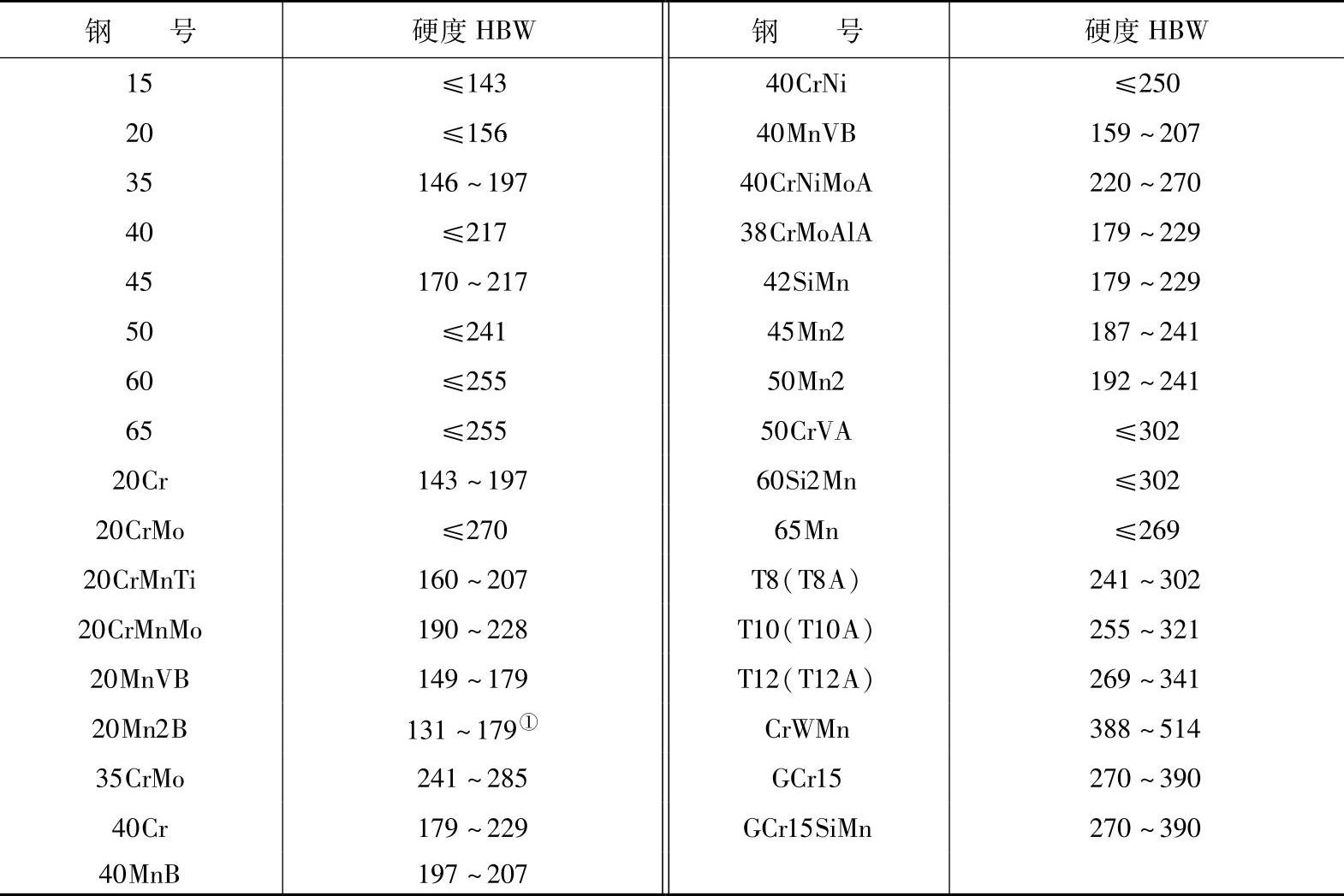
①为正火后经高温回火。
工件硬度应均匀,硬度的偏差范围按GB/T 16923—2008标准,不应超出标准中表5的规定。(https://www.xing528.com)
硬度的测定部位,按工艺规定确定。
硬度的测定按GB/T 231.1—2009《金属材料 布氏硬度试验 第1部分:试验方法》进行。
(3)金相组织 根据钢种的不同,应得到符合设计、工艺要求的正常组织。结构钢正火后的金相组织一般应为均匀分布的铁素体+片状珠光体。晶粒度为5~8级,大型铸锻件为4~8级。对于汽车、摩托车、拖拉机等行走机械,为获得良好的切削加工性,只要是铁素体+珠光体组织,铁素体晶粒大小可不限制或≥3级。铁素体形貌不应严格规定为粒状(等轴状),允许有个别不成堆的片(条)状,但珠光体晶粒应较小且均匀分布。条(片)状铁素体不应成堆成为严重的α魏氏组织,以避免发生组织遗传。
晶粒度的检测按GB/T 6394—2002标准的规定进行。表面氧化脱碳层应不超过其加工余量(直径或厚度)的1/3。表面脱碳层检测应符合GB/T 224—2008的规定。
(4)畸变 工件畸变量应控制在机械加工余量和使用的允许范围内。一般工件畸变量应小于其加工余量(直径或厚度)的1/3。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。