



将工件加热到高于Ac3(或Ac1)的温度,保持适当时间后,较快地冷却到珠光体转变温度区间的适当温度并等温保持,使奥氏体转变为珠光体组织后在空气中冷却的退火工艺方法称为等温退火。
等温退火的目的与完全退火相同,但等温退火能够得到更为均匀的组织和硬度,特别对于过冷奥氏体比较稳定(等温转变图位置靠右)的合金钢,可以有效地缩短退火周期。
等温退火主要适用于中碳合金钢和某些高合金钢的大型铸锻件及冲压件等,也可用作低合金钢件在渗碳和碳氮共渗前的预备热处理。
1.准备工作
参照本章1.1.3节完全退火的准备工作进行。但加热炉有效加热区的温度偏差应控制在±10℃范围内。
2.装炉
参照本章1.1.1节均匀化退火的装炉要求进行。
3.工艺规范
控制好加热温度、保温时间、等温温度、等温时间是实施本工艺的重点。
1)加热温度。加热温度可参照本章1.1.3节完全退火的工艺规范选择。通常,亚共析钢为Ac3+(30~50)℃;共析或过共析钢为Ac1+(20~40)℃。
2)加热速度。加热速度可参照本章1.1.3节完全退火的工艺规范选择。
3)保温时间。保温时间可参照本章1.1.3节完全退火的工艺规范选择。
4)等温温度。等温温度一般根据性能要求、参考该钢种的等温转变图进行选择。尽量选用珠光体转变最快的温度进行等温,一般为Ar1-(30~100)℃。要求硬度低时,等温温度可略高;反之,则略低。
奥氏体化保温后的工件应迅速转移到炉内进行等温。一般可采取以下两种方式:
①分别在两个炉中进行。即在工件保温结束后,迅速转移到另一炉中等温。工件较大或装炉量较多时,可先将等温炉炉温定在低于等温温度50~100℃,以便工件进入等温炉后,迅速升至等温转变温度。
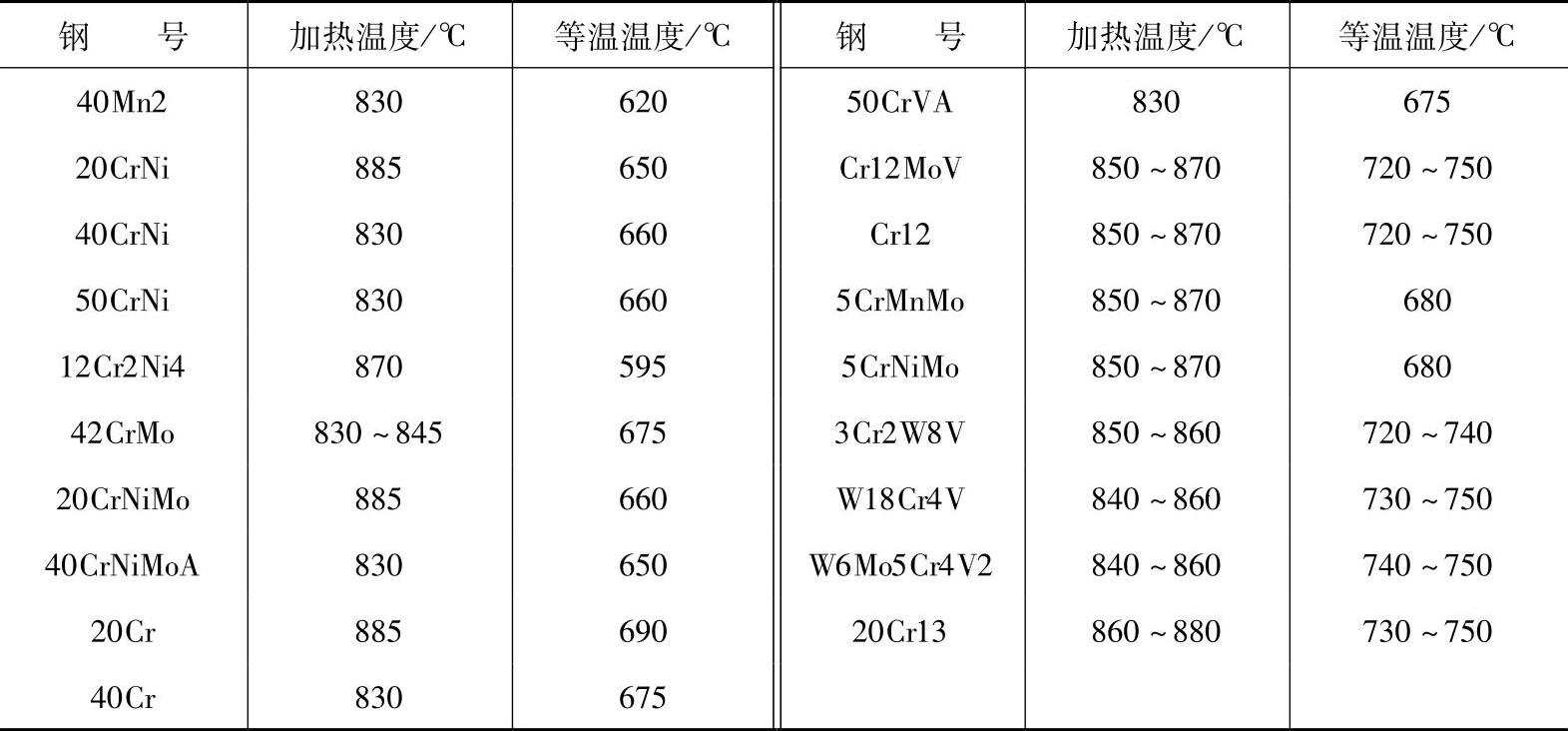
②在同一炉内进行。即在工件完成保温后,断电或停止供燃料以及将炉门打开,使炉温迅速冷至等温温度,然后关闭炉门,通电或供给燃料,保温进行等温转变。表1-4为几种常用钢材的加热及等温温度。
5)等温时间。等温时间一般根据性能要求参考该钢种的等温转变图进行选择。等温时间应包括在等温转变曲线上规定的组织转变时间及钢材心部降到等温温度时的均热透热时间。通常,合金钢:3~4h;高合金钢:5~10h甚至更长。
6)冷却。小型或简单工件,等温后出炉空冷;大型或形状复杂件,等温后随炉冷却到500~550℃(要求内应力较小时为300~350℃)后,出炉空冷。
表1-4 几种常用钢材的加热及等温温度(https://www.xing528.com)
7)一些低碳合金钢还可采用锻热后低温退火的方法代替等温退火,即在终锻切边后,可以40~50℃/min的冷速冷却到600~700℃,保温至完成珠光体转变后空冷或炉冷。此法可显著节能,并能改善切削加工性能。表1-5为低碳合金钢锻热后的低温退火温度。
表1-5 低碳合金钢锻热后的低温退火温度

4.操作注意事项
可参见本章1.1.1节均匀化退火的注意事项。
5.后续工序
可参见本章1.1.3节完全退火的后续工序要求进行。
6.质量检验
参照本章1.1.3节完全退火的质量检验要求进行。表1-6为几种常用钢材等温退火后的硬度。
表1-6 几种常用钢材等温退火后的硬度

(续)
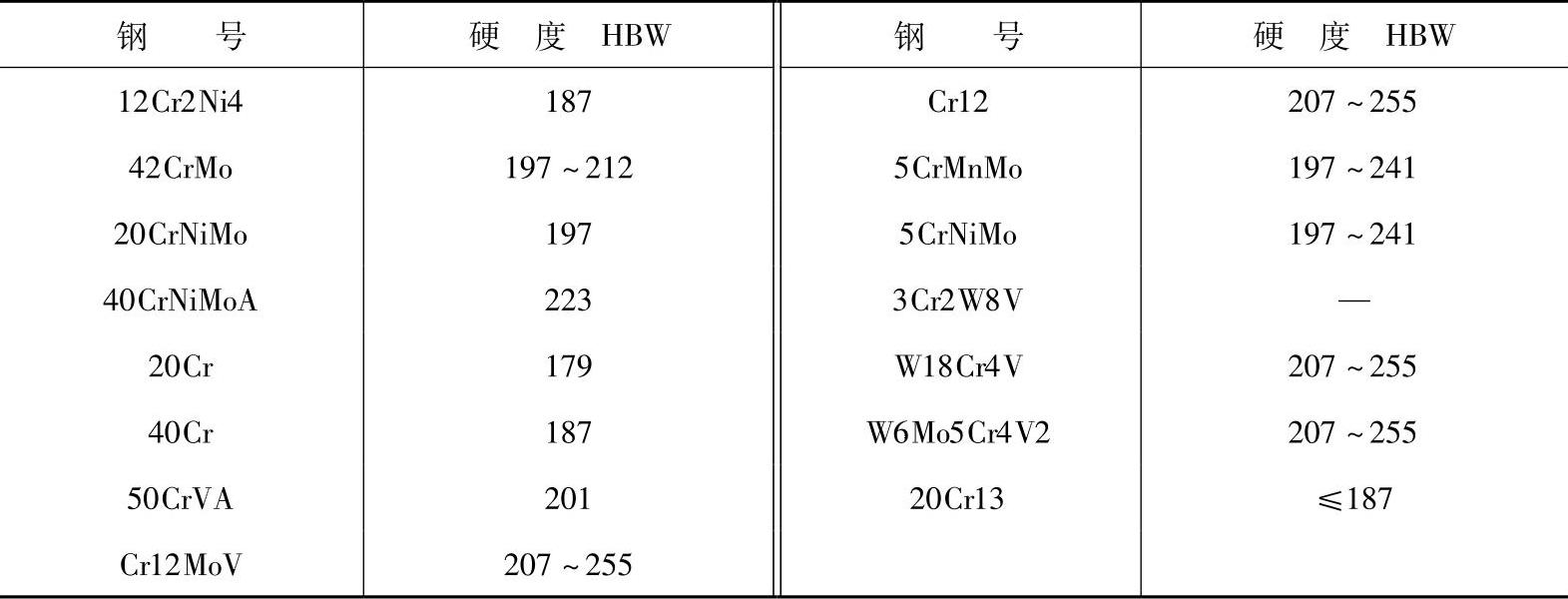
表1-7为某些低碳合金钢锻热低温退火后的硬度。
表1-7 某些低碳合金钢锻热低温退火后的硬度

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。