



1.用圆柱心轴对工件圆柱孔定位时的定位基准位移误差计算
工件以已加工孔为定位基准,套在心轴上加工外圆,如图1-7所示。由于工件孔的制造误差、心轴的制造误差和配合间隙的存在,必然使工件定位基准相对定位元件支承面发生位移,这种位移误差量可用下式计算:
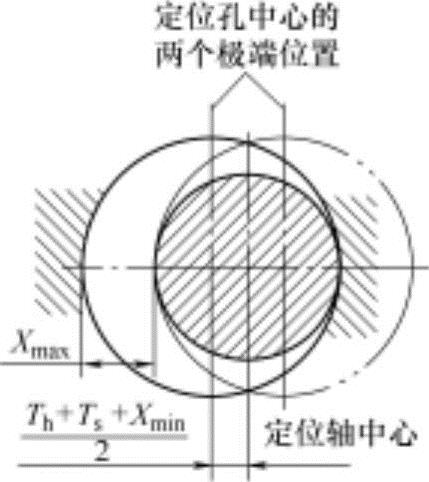
图1-7 用圆柱心轴定位的基准位移误差

式中 Δ位移——定位基准位移误差(mm);
Th——孔的制造公差(mm);
Ts——心轴的制造公差(mm);
Xmin——最小配合间隙(mm);
D工max——工件定位孔的上极限尺寸(mm);
d夹min——心轴的下极限尺寸(mm)。
例 用圆柱心轴对工件圆柱孔定位,若工件定位孔的尺寸为φ35+0.0270mm,心轴的尺寸为φ35-0.010-0.027mm,求定位基准位移误差。
解 孔的公差Th=0.027mm,心轴的公差Ts=0.017mm,最小配合间隙Xmin=0.01mm,则

也可用下式计算:

例 现有一内孔为φ60+0.030mm的齿轮坯,装在直径为φ60-0.010-0.023mm的心轴上加工外圆,若工件要求外圆与内孔的同轴度误差在φ0.03mm内,试判断加工后能否保证质量。
解 已知Th=0.03mm,Ts=0.013mm,Xmin=0-(-0.010)mm=0.010mm,则
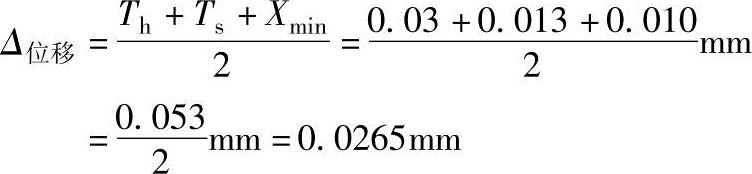
计算结果表明,Δ位移小于工件同轴度公差要求,所以加工质量可以保证。
2.用定位套对工件外圆柱面定位时的定位基准位移误差计算
工件以已加工的外圆柱面和端面为定位基准,在定位套中定位时,所产生的位移量可用下式计算:

式中Δ位移——定位基准位移误差(mm);(https://www.xing528.com)
Th——夹具定位孔的制造公差(mm);
Ts——工件外圆柱面的制造公差(mm);
Xmin——最小配合间隙(mm);
D夹max——夹具孔的上极限尺寸(mm);
d工m1n——工件外圆柱面的下极限尺寸(mm)。
3.用V形块对工件圆柱面定位时的定位基准位移误差计算
采用V形块定位,可保证工件轴线在水平方向的位移误差等于零,但在垂直方向有位移误差,并与工件直径误差、V形块夹角α有关。如图1-8所示,用V形块定位时的基准位移误差为
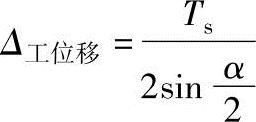
式中Δ工位移——工件轴线在垂直方向的位移误差(mm);
Ts——工件定位圆柱直径公差(mm);
α——V形块夹角(°)。
当α=90°时,Δ工位移=0.707Ts(mm);
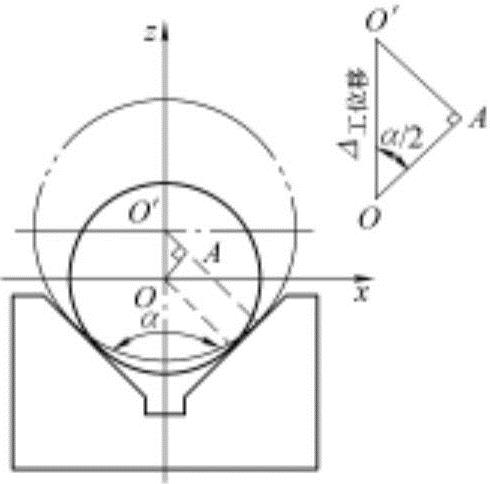
图1-8 V形块定位时的误差分析
当α=120°时,Δ工位移=0.578Ts(mm)。
例 图1-9所示的曲轴零件,以φ320-0.02mm外圆装夹在车床花盘角铁上的90°V形块中(图1-10),车削φ220-0.023mm曲轴外圆。试计算用这种定位方法能否保证工件中心距(64±0.05)mm的要求。
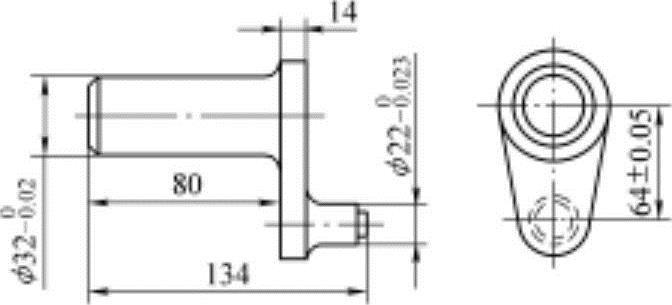
图1-9 曲轴
解 已知Ts=0.02mm,α=90°,则
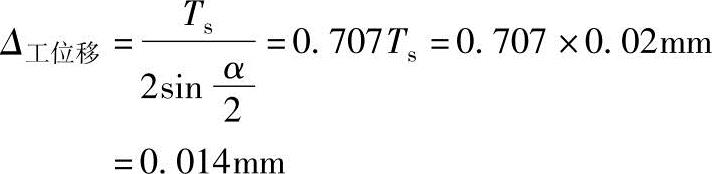
因0.014mm≤0.05mm,故能保证工件中心距的要求。
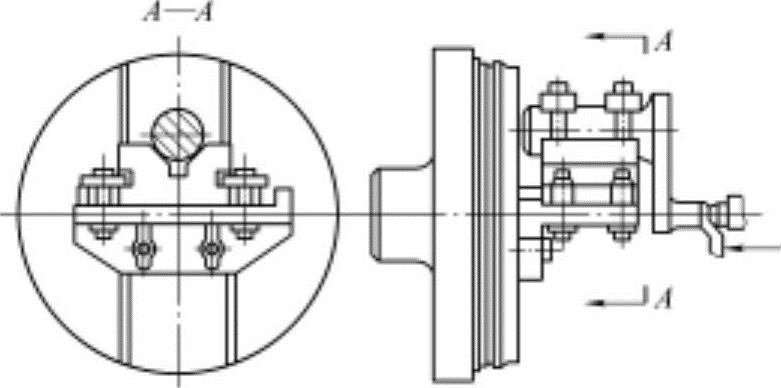
图1-10 曲轴的装夹
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。