



1.两节90°圆管弯头的制作方法
如图7-58所示,为常用两节90°圆管弯头施工图,用0.5mm镀锌板,纵缝宽6mm,环缝外角及中部采用三、四、五型式单立咬缝,内角采用顶直角,纵缝采用五、五、六型式双抗弧单立咬缝,咬缝类型如图7-59所示。纵缝安排在长、短素线上,此安排的最大好处是能充分节约材料。
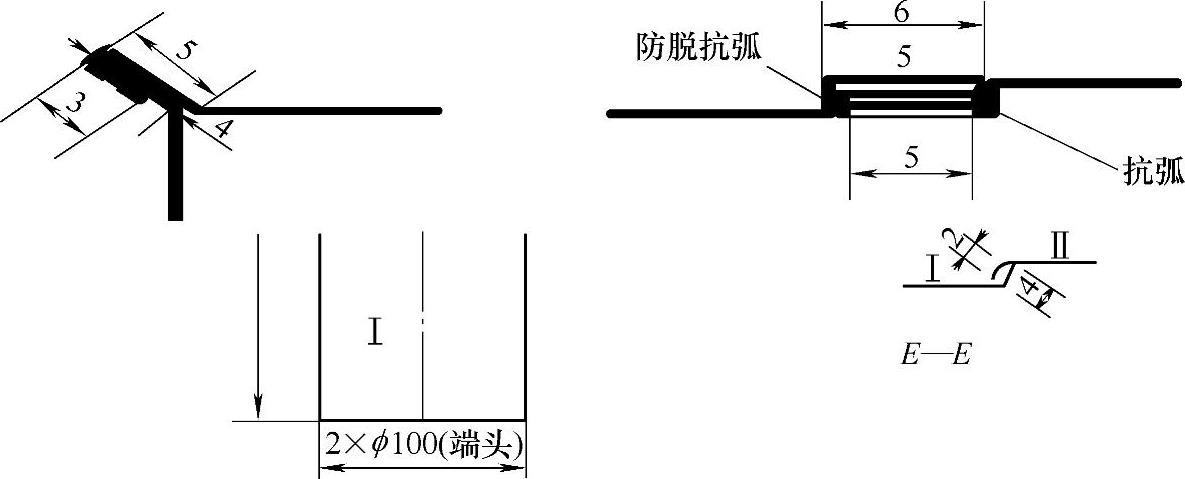
图7-58 两节90°弯头
(1)用料计算 两节90°弯头的用料计算主要是各素线实长和展开长。展开长如图7-60所示。为了方便与直管的套接,一端为设计直径,另一端为设计直径减2mm,周长为6mm,即一个纵缝咬接宽度。

图7-59 咬缝类型
各素线长
ln=(r±rsinβn)tan45°+m
式中 r——圆管半径(mm);
βn——圆周各等分点与同一直径夹角(°);
m——弯头短边长(mm)。
l3=[(50-50×sin30°)×tan45°+60]mm=85mm
l5=[(50+50×sin30°)×tan45°+60]mm=135mm同理得:
l2=66.7mm,l6=153mm,l1=60mm,l7=160mm,l4=110mm计算展开长
S=π×100mm=314mm
(2)咬缝方法 如图7-58所示,为两节90°圆管弯头的咬合过程和方法,中间部位圆滑过渡。图中交待较详细,叙述从略。
2.常压容器的咬接工艺
水桶是最常见的常压容器,以水桶为例来进行说明。咬制水桶时一般制成带护圈水桶。所谓带护圈水桶,是指为了解决桶体底部易磨损而减少使用寿命所采用的防护措施,为适应装护圈的需要,采用单平单抗弧的咬缝型式。
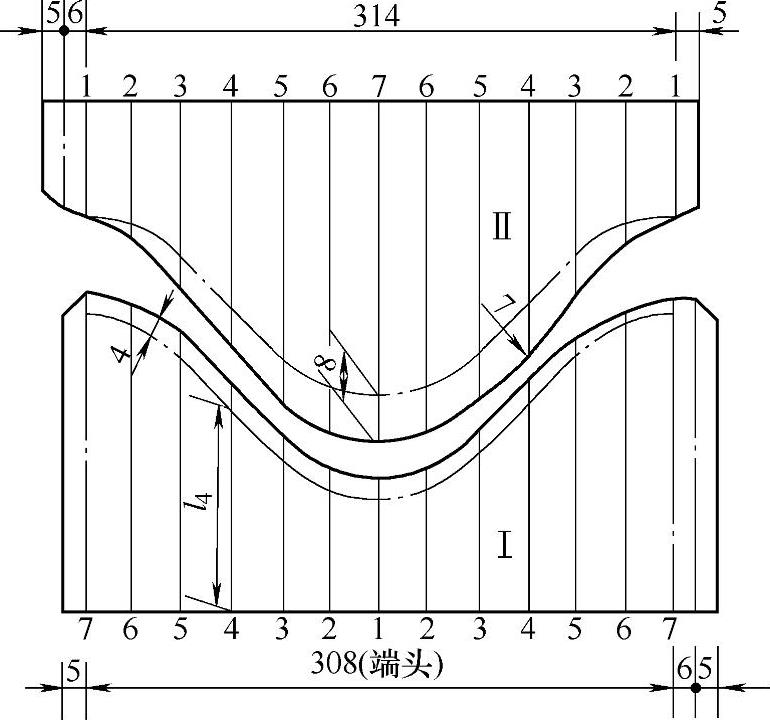
图7-60 展开图
Ⅰ—咬边量平行弧线4mmⅡ—咬边量从中间8mm渐缩至零
如图7-61所示,为带护圈水桶的施工图,从图中可看出,纵缝采用五、五、六型单平双抗弧咬缝,封底采用五、六、七型单平单抗孤咬缝。(https://www.xing528.com)
(1)用料计算 如图7-62所示,图7-62a所示为桶体展开图,图7-62b所示为封底展开图,对于封底的下料,最好在桶体底部第一个扳折边扳出后,实际量取直径尺寸后再下料,这是因为在桶体的滚鼓、扳折时,由于所使用的扳折工具不同,扳折部位都有不同程度的伸长,与理论计算数据总有误差。同理,护圈的下料也应在咬缝成形后,实际量取外周长和高度再决定下料尺寸,这样才能保证护圈与桶体的配合紧度。
1)桶体净展开长=π×280mm=880mm2)卷丝展开长

(2)咬缝方法
1)桶体加工抗弧。如图7-63所示,为桶体加工抗弧过程,利用薄板滚鼓器滚出抗弧,若无滚鼓器时,可用弧状圆钢手工槽出。
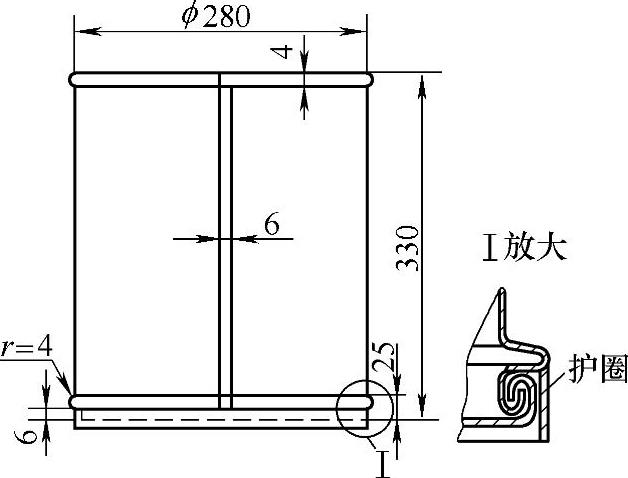
图7-61 带护圈水桶
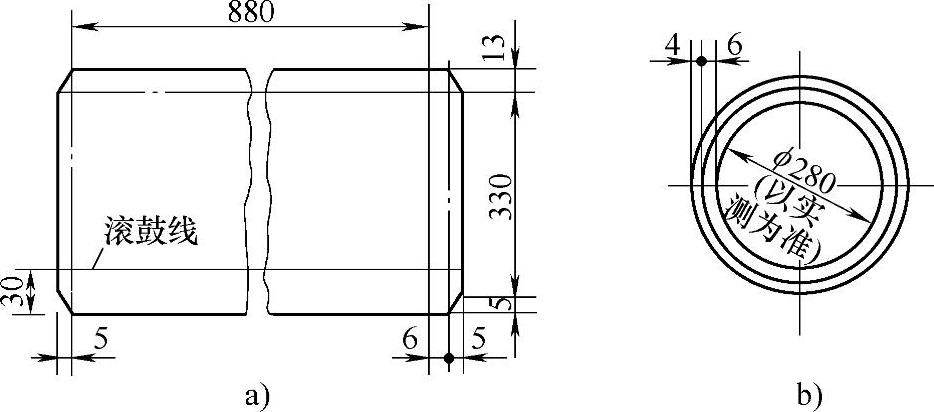
图7-62 展开图
a)桶体展开图 b)封底展开图
2)桶体第一次折边方法。如图7-64所示,为桶体第一次折边过程和方法,为了能容下抗弧,要选择有凹槽的铁砧。
3)封底第一次折边方法。如图7-65所示,为封底第一次折边过程和方法,叙述略。
4)封底与桶体的咬合方法。如图7-66所示,为封底与桶体的咬合过程和方法,这里主要分析两个问题:
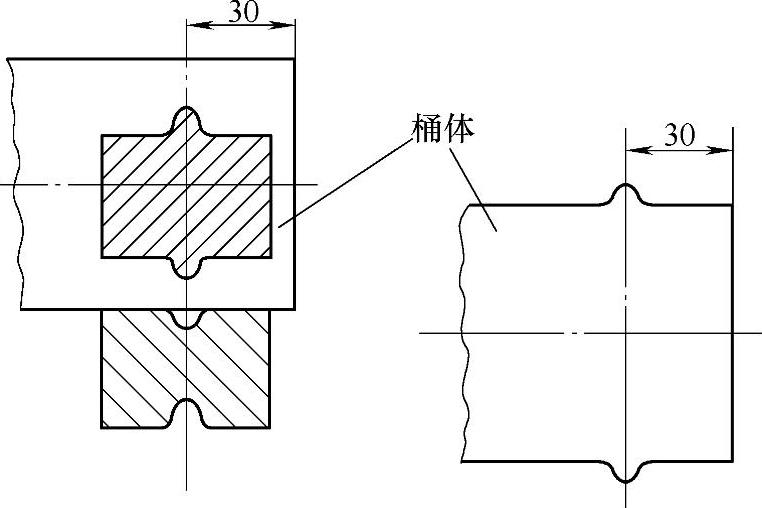
图7-63 桶体滚鼓过程
①如图7-66d和图7-66f所示,封底与桶体最后咬合时,不要用带45°的长条规铁,用这种规铁因接触面积小会将封底顶出,成形后封底与桶体会有间隙;要用有正断面的圆管或圆钢,因有弧度和接触面积大,能保证封底与桶体紧贴。
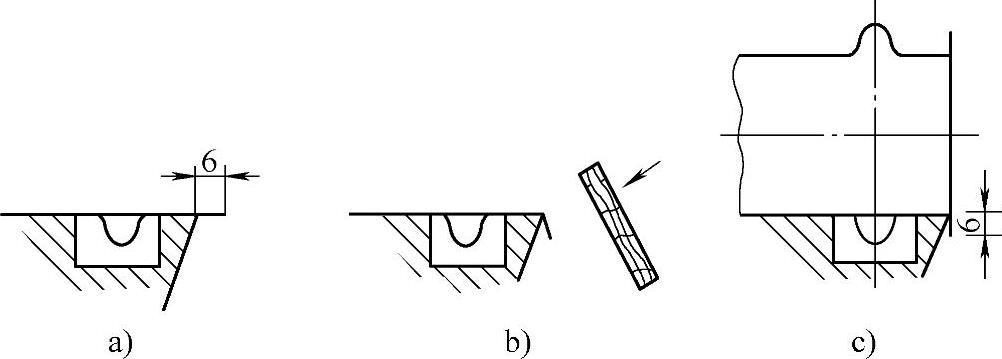
图7-64 桶体第一次折边方法

图7-65 封底扳边过程和方法
②如图7-66e所示,当最后扳至约45°时,由于三层同时扳折,内层会起纵向折皱,若不设法将折皱压平,成形后会出现三种缺陷:咬缝宽度不一致;咬缝不严密;折皱将桶体顶向内腔。用无齿手钳压平后,可消除上述缺陷,此时抹入泥子,便可继续往下扳折至成形。
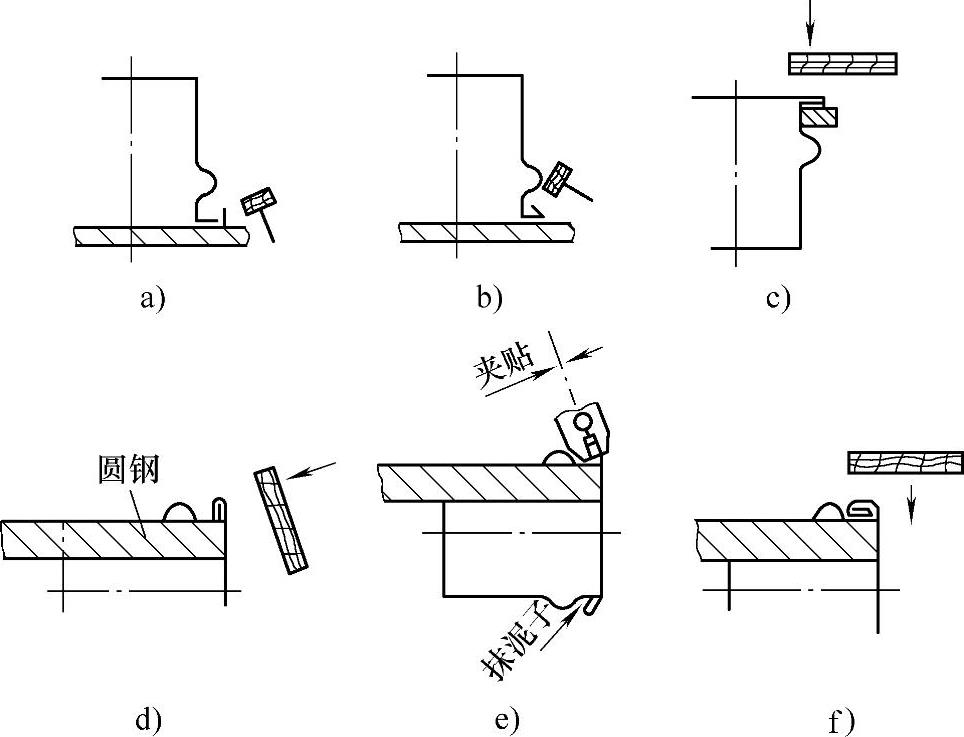
图7-66 封底与桶体的咬合过程和方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。