



咬缝的咬接通常是手工操作,一般制作步骤如下:
1)根据咬缝形式计算咬缝余量。
2)在板边划出咬缝弯曲线。
3)按弯曲线折弯板边。
4)将两边扣合并压紧,完成咬接。
1.平式单咬缝的咬接
平式单咬缝一般用于0.2~1.5mm板料的连接,其咬缝宽度随板料厚度而定。当板料厚度在0.2~0.5mm时,咬缝宽度取3~5mm;当板料厚度在0.75~1.5mm时,咬缝宽度在5~8mm之间。平式单咬缝余量等于咬缝宽度的3倍。其咬接过程如下:
1)根据板厚确定咬缝宽度,并放出为咬缝宽度3倍的咬接余量。
2)在板边划出咬缝折弯线(一板边为咬缝宽度;另一板边为咬缝宽度的2倍)。
3)将板边的弯曲线对准方杠的棱角或平台边棱,用木拍敲击折弯成直角,如图7-55a所示。
4)将板料翻身,用木拍敲打板边进一步折弯,如图7-55b所示。注意折弯时要留出大于板厚的间隙,否则另一板边无法插入而不能咬接。
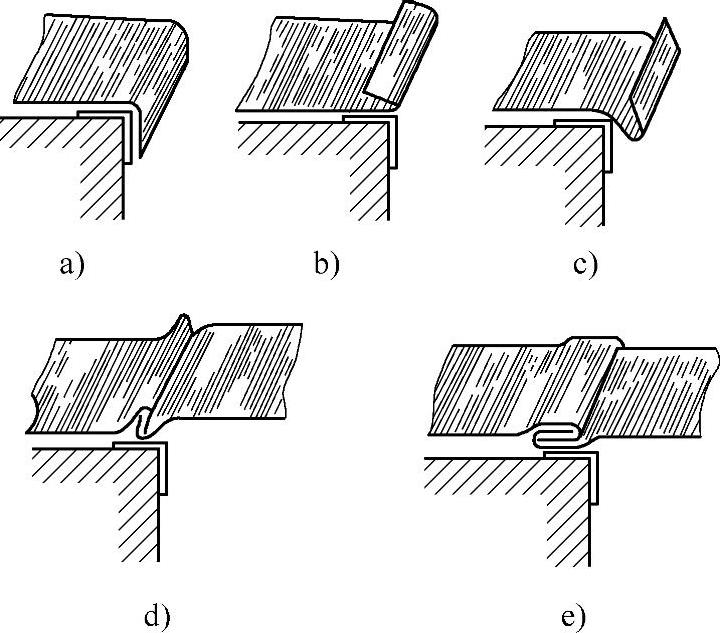
图7-55 平式单咬缝的咬接(https://www.xing528.com)
5)将板料前移略大于折弯板边宽度的距离,用木拍敲击折弯约45°,如图7-55c所示。另一板边也用同样方法制作。
6)将两板边扣合,并敲击压紧,如图7-55d和图7-55e所示。如果要求接缝内平口或外平口,可采用压缝器压出(见图7-56a)或利用平台、方杠的边缘压出(见图7-56b)。
2.角咬缝的咬接
角咬缝的宽度由板料的厚度来确定,一般在3~8mm之间,薄板取较小值,厚板则取较大值。角咬缝的咬接余量为咬缝宽度的3倍。其操作过程如下:
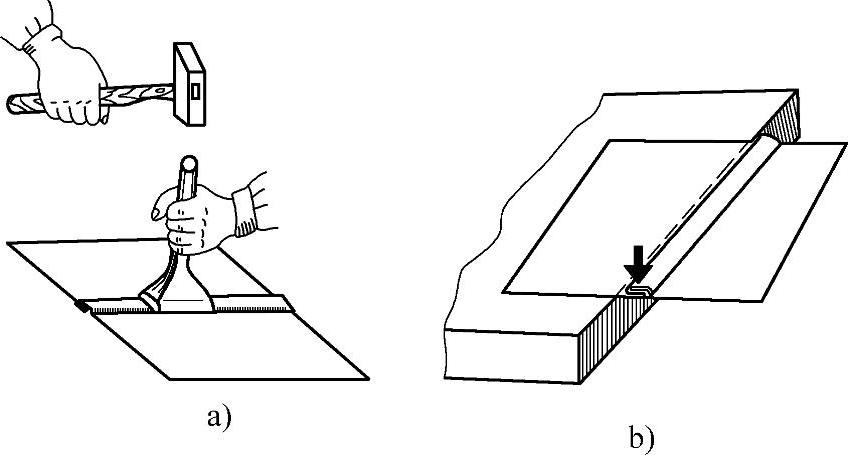
图7-56 接缝平口的压制
1)根据板料的厚度确定咬缝宽度,放出咬接余量,在板边划出折弯线(一边为咬缝宽度,另一边为咬缝宽度的2倍)。
2)将折弯线对准平台或方杠棱角,用木拍折弯成直角,然后将板料翻身,用木拍敲击进一步折弯(留出大于板厚的间隙),如图7-57a和图7-57b所示。
3)将另一板折弯成直角,然后翻身让已折弯的板料挂扣于直边上,如图7-57c所示。
4)将挂扣的直边部分折弯、压紧,如图7-57d所示。
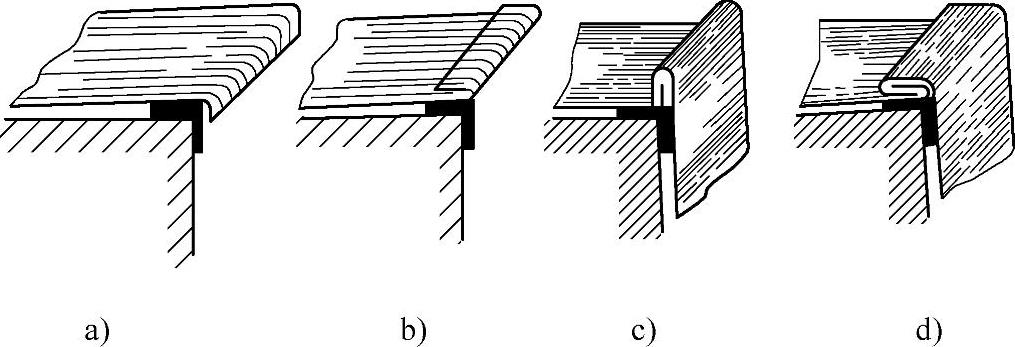
图7-57 角咬缝的咬接
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。