



1.焊机的分类
我国焊机型号按国家标准《电焊机型号编制方法》(GB/T10249—2010)的规定编制,采用汉语拼音字母和阿拉伯数字表示。型号的编排次序及含义如图7-1所示。
例如,BX3-300型的产品系列序号为3,是具有下降外特性的交流弧焊机,额定焊接电流为300A。ZXG-500型为硅弧焊整流的直流焊机,具有下降外特性,额定焊接电流为500A。
2.电弧焊接设备的构造和工作原理
交流弧焊机可以说是一种特殊的降压变压器,主要特点是在焊接回路中增加一阻抗,阻抗上的压降随着焊接电流的增加而增加,以此获得陡降的外特性。按获得陡降外特性的方法不同,此类焊机又可分为串联电抗器式和增强漏磁式两大类。按结构不同,串联电抗器式又分为分体式(BN系列及BP-3×500多站式弧焊焊机)和同体式(BX2系列)两类;增强漏磁式可分为动圈式(BX3系列)、动铁心式(BX1系列)和抽头式(BX6-120型)三类。
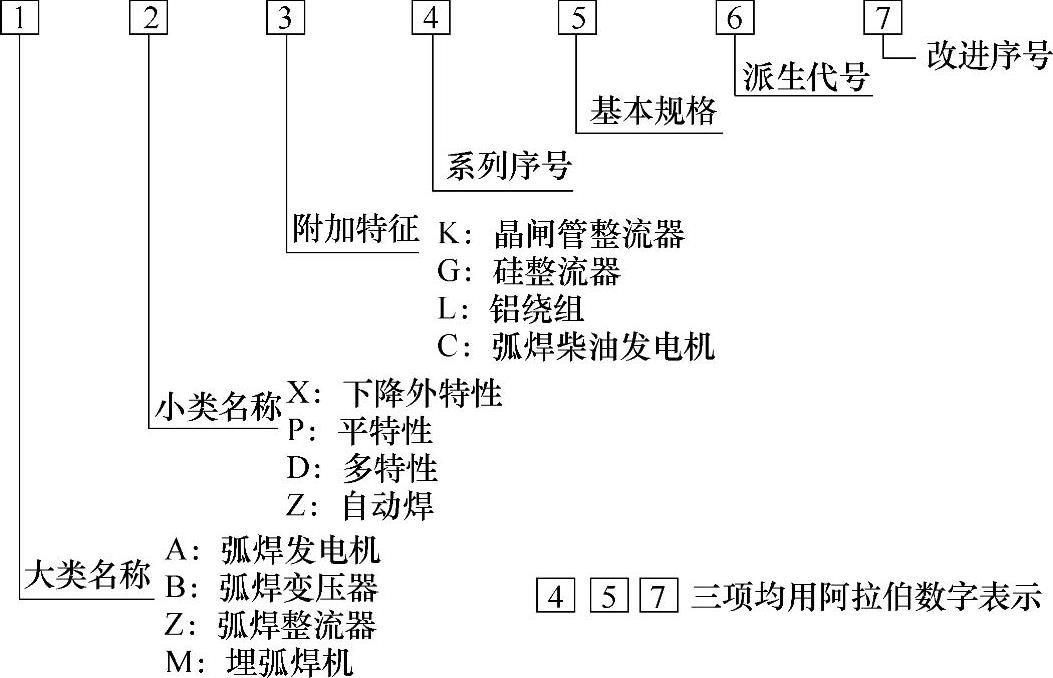
图7-1 焊机型号的编排次序及含义
1)BX1-330型弧焊变压器。BX1-330型弧焊变压器属于增强漏磁式类的动铁式弧焊变压器,空载电压为60~70V,工作电压为30V,电流调节范围为50~450A。图7-2所示为BX1-330型交流弧焊机的外形及结构原理图。
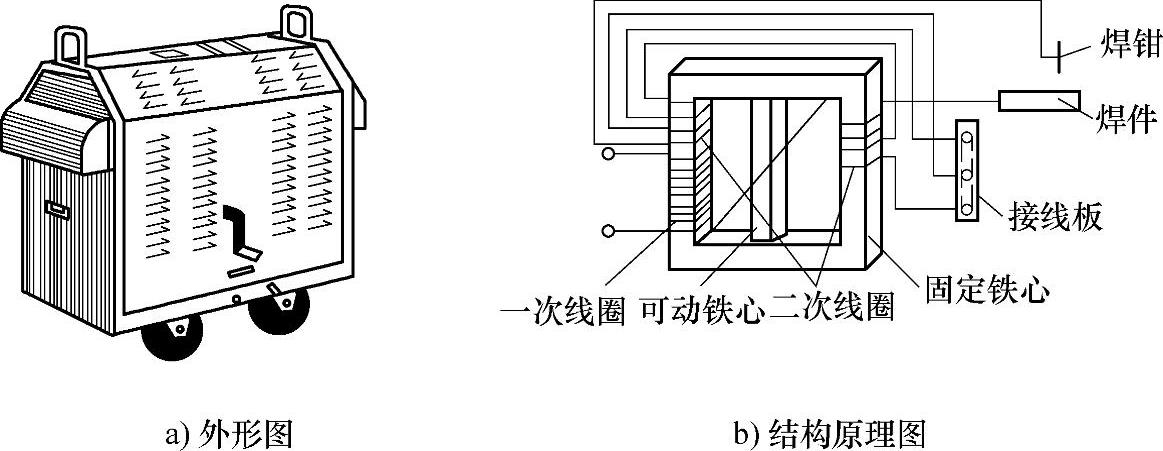
图7-2 BX1-330型交流弧焊机
BX1-330型交流弧焊机的主体是一台由固定铁心和活动铁心构成的单相漏磁式降压变压器,如图7-2b所示。中间为动铁心,两边为固定铁心。变压器的二次线圈分成两部分,一部分绕在一次线圈外面;另一部分兼作电抗线圈,绕在另一侧固定铁心柱上,并且可以调节线圈的圈数。弧焊机上装有接线板,可对电流进行粗调节。转动手柄可以使中间的动铁心前后移动,进行电流的细调节。
BX1-330型交流弧焊机的体积小,重量轻,成本低,振动较小。小电流焊接时也较稳定,在经常变换工作场地的情况下最为适用。
2)BX3-300型弧焊变压器。BX3-300型弧焊变压器属于增强漏磁式类的动圈式弧焊变压器。它没有活动铁心,磁路没有空隙,没有因铁心振动而带来的噪声和电弧不稳定等不良影响,因此电弧稳定性比动铁式好。BX3-300型弧焊变压器的外形如图7-3所示。
BX3-300型弧焊变压器有一个高而窄的口字形铁心,一次侧绕组制成匝数相等的两盘,固定在口字形铁心两芯柱的底部,如图7-4所示。二次绕组也制成两部分,装在两铁心柱上部可动的支架上。转动手柄通过丝杠带动,可以上下调节改变一、二次侧绕组间的距离,从而调节焊接电流的大小。一、二次侧绕组可分别接成串联(接法Ⅰ)和并联(接法Ⅱ),以得到较大的电流调节范围。
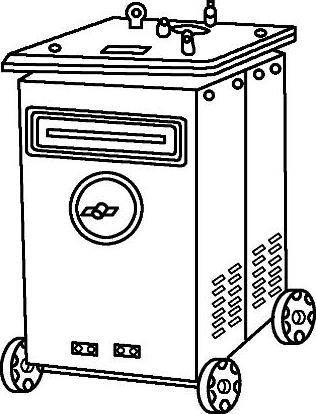
图7-3 BX3-300型弧焊变压器
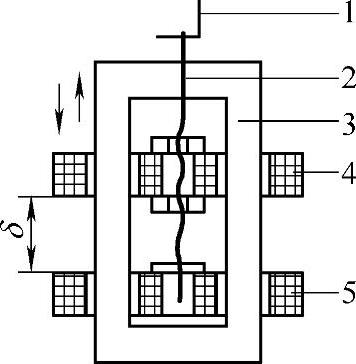
图7-4 BX3-300型弧焊变压器结构示意图
1—手柄 2—调节丝杠 3—铁心
4—一次侧绕组(可动) 5—二次侧绕组(https://www.xing528.com)
电流调节动圈式弧焊变压器是通过改变一、二次侧绕组的匝数进行粗调节;改变一、二次侧绕组的距离来进行细调节。
3)直流弧焊机。直流弧焊机是一种将交流电经过变压、整流转换成直流电的电弧焊机。直流弧焊机有硅整流弧焊机、晶闸管整流弧焊机及晶体管整流弧焊机等。随着大功率电子元件和集成电路技术的发展,具有耗材少、质量轻、节电、外特性及调节性能好的晶闸管整流弧焊机,已逐步代替了发电机式直流弧焊机和硅整流弧焊机。特别是高效、轻巧、性能好的逆变式直流弧焊机的迅速推广和使用,被誉为“明天的直流弧焊机”。
4)ZXG-300型弧焊整流器。ZXG-300型弧焊整流器属于硅整流焊机,它是由三相降压变压器、饱和电抗器、硅整流器组、输出电抗器、通风机组及直流控制电源等部分组成,如图7-5所示。
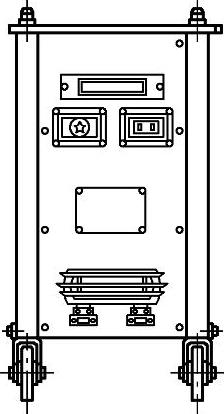
图7-5 ZXG-300型 弧焊整流器外形
焊接电流的调整是借助调节板上的焊接电流控制器来进行的。通过它来改变磁饱和电抗器控制绕组中的直流电大小,使铁心中磁通发生相应的变化。如果增大直流绕组中控制电流的数值,则磁饱和电抗器产生的电压降减小,使焊接电流增大;反之,焊接电流减小。
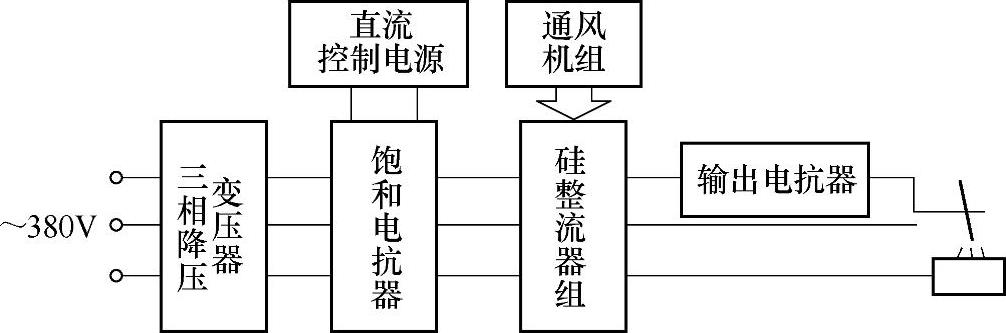
图7-5 ZXG-300型弧焊整流器外形及组成框图
5)ZX5-400型晶闸管整流弧焊机。ZX5-400型晶闸管整流弧焊机采用全集成电路控制电路,三相全桥式整流电源,外形如图7-6所示。
ZX5系列晶闸管整流弧焊机由三相主变压器、晶闸管组、直流电抗器、控制电路、电源控制开关等部件组成。
6)逆变整流弧焊电源。逆变整流弧焊电源(ZX7系列)是一种新型节能弧焊电源。它具有效率高、体积小、电弧稳定性好、操作容易、维修方便、焊接质量高等优点,被誉为“明天的弧焊电源”。适用于需要频繁移动焊机的焊接场所。
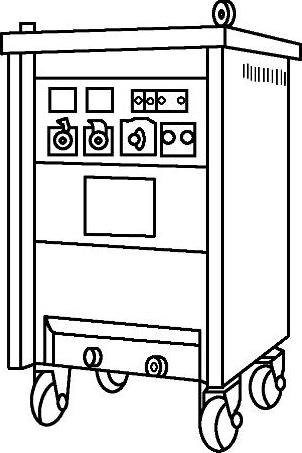
图7-6 ZX5-400型晶 闸管整流弧焊机外形
逆变整流弧焊电源主要由三相全波整流器、逆变器、中频变压器、低压整流器、电抗器及电子控制电路等部件组成。
3.直流焊机的使用
鉴于直流焊机是有极性的,所以在使用直流电焊机时要特别注意这个问题。由于直流电焊机产生的电弧量(温度)在两极上的分布不同,故直流焊机的极性有两种接法:
(1)正接法 焊机输出端的正极(+)接焊件,负极(-)接焊钳,这种连接方法称为正接法。由于阳极(+)端的温度比阴极(-)端的温度高,在焊接时熔池较大,所以正接法适用于焊接高熔点、较厚的工件。
(2)反接法 工件接负极(-),焊条接正极(+),这种连接方法称为反接法,采用反接法焊接时,工件温度低,可避免被烧穿。在焊接薄板工件、铸铁、不锈钢或用碱性焊条施焊时采用反接法。在实际操作中,大部分直流弧焊机采用反接法进行焊接工作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。