



如图5-42所示两圆筒正交组合件装配工件图。
1.操作前准备
(1)工具 划针、划规、钢直尺、粉线等。
(2)备料 油毛毡、Q235A钢板,δ=10mm
(3)设备 放样台、气割设备、剪床、三辊等。
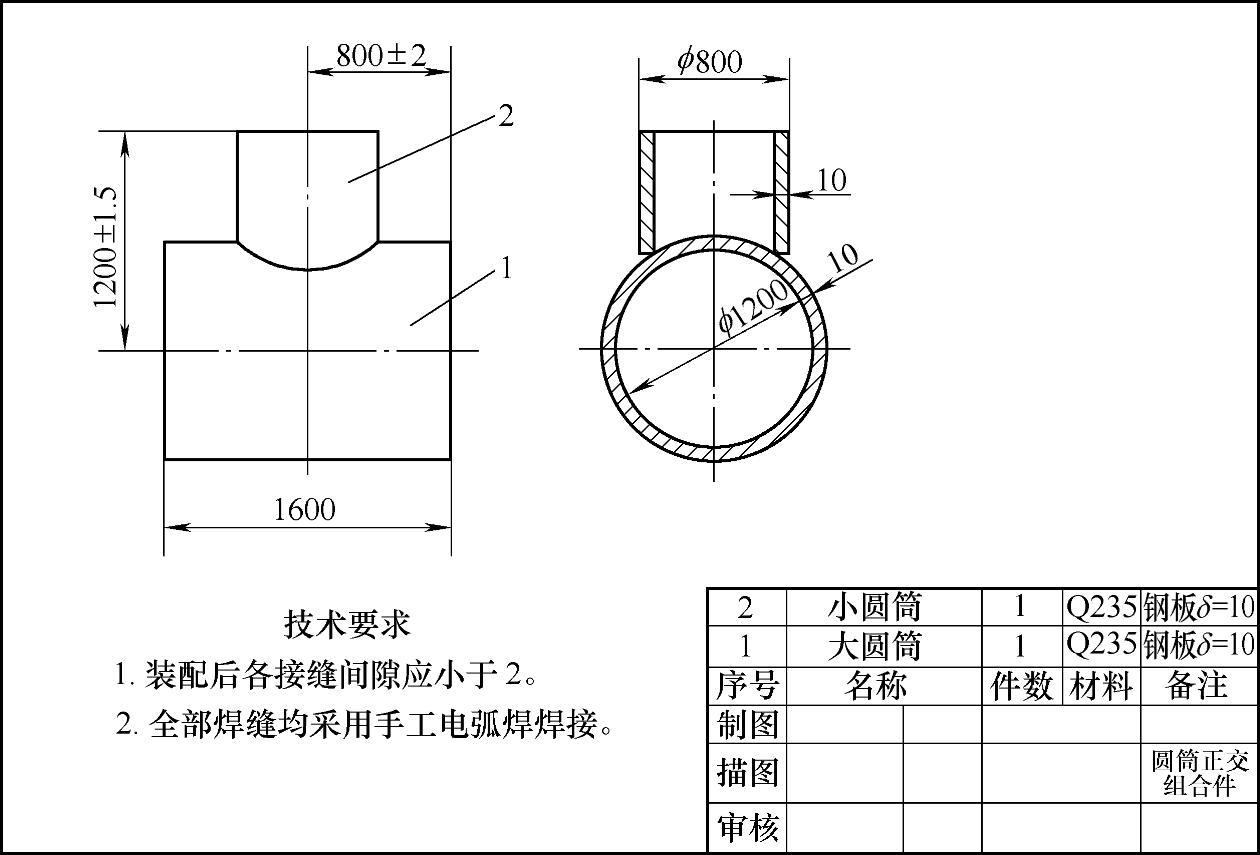
图5-42 两圆筒正交组合件装配工件图
2.操作要求
1)识读工件图样,进行简单的工艺分析。
2)绘制各零件真实形状和尺寸号料样板。
3)装配圆筒正交组合件。
4)操作时间为360min。
3.操作工艺
(1)准备工作 识读工件图样进行工艺分析。本工件为两圆筒正交,属容器结构,装配工艺较复杂。因工件为单件加工,故选择自由装配。装配中应重点保证大圆筒端面与小圆筒轴线间的距离,以及两圆筒间的垂直度。准备装配夹具、工具等(见图5-43)。
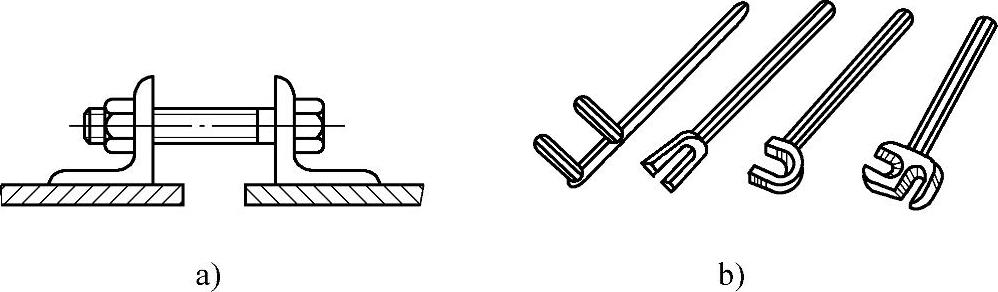
图5-43 装配夹具
a)螺旋夹具 b)杠杆夹具
(2)圆筒纵缝的对接 滚制成的圆筒常会存在板边搭头、间隙过大、两板边高低不平等缺陷(见图5-44)。圆筒纵缝对接时,应分别采取措施加以解决。
1)放开板边搭头。先以卡形样板测量圆筒各处曲率,找出曲率大于样板曲率处,用大锤击打其外壁,使圆筒曲率变小,直至与样板曲率相符。当圆筒各处曲率均达到标准时,板边搭头则自然放开。
2)消除间隙在筒体纵缝两边对应处,分别焊上钻有通孔的角钢,穿入螺栓,拧上螺母(见图5-45)。逐渐旋紧螺母,即可将两板间隙缩小,直至达到要求。
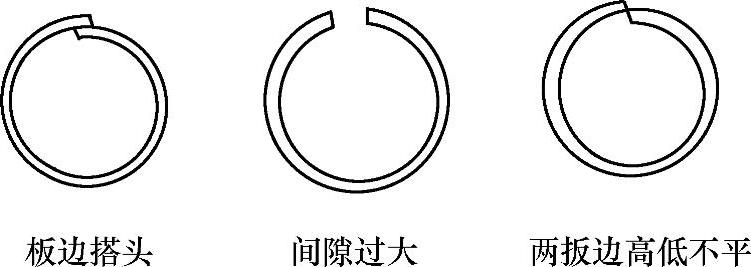
图5-44 滚制圆筒常见的缺陷
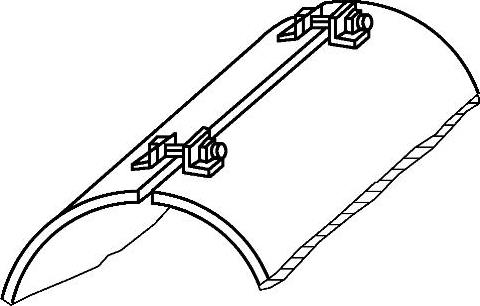
图5-45 消除接缝间隙(https://www.xing528.com)
3)调平两板边高度将杠杆夹具插在圆筒端部板缝处,压动杠杆(见图5-46),便可调平圆筒纵缝两板边的高度。
经上述装夹调整,确认圆筒缝对接处已平顺接合,便可施行定位焊。两圆筒纵缝对接后,均应进行质量检验和矫正。
(3)两圆筒组合装配
1)将大圆筒卧置于装配平台上,并选一规格合适的槽钢作为支撑,使大圆筒保持稳定(见图5-47)。然后,在圆筒外壁上划出装配定位线。
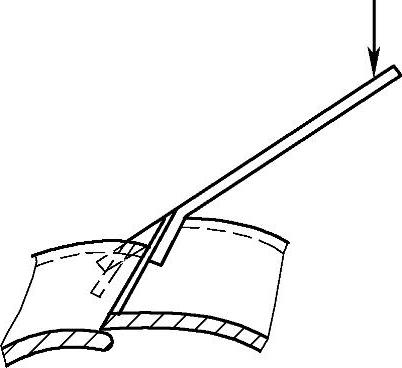
图5-46 调平两板边高度
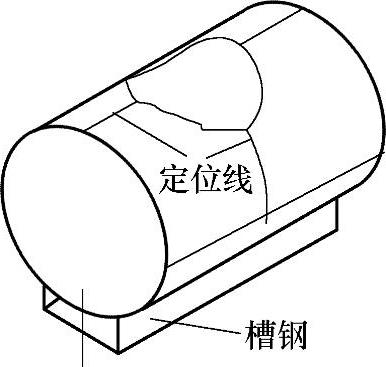
图5-47 大圆筒的支撑形式
2)在小圆筒表面划出装配定位线(见图5-48)。
3)将小圆筒放在大圆筒上,并按定位线找正位置。用两圆筒表面的定位线,矫正小圆筒轴线距大圆筒端面的尺寸(属间接测量);小圆筒端面至大圆筒轴线的尺寸,可通过测量大圆筒上端定位线上定位点至小圆筒端面的尺寸来矫正(亦属间接测量);两圆筒间的垂直度,则可用直角尺直接测量矫正(见图5-49)。
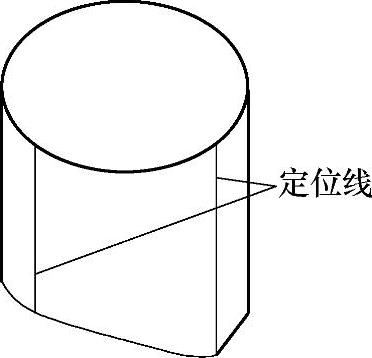
图5-48 在小圆筒上划出定位线
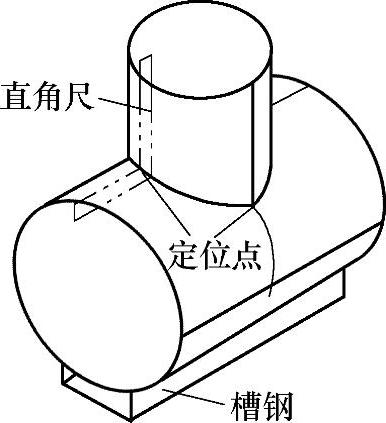
图5-49 两圆筒组合装配
4)两圆筒之间的相对位置、尺寸矫正好后,便可施行定位焊。这时,应使焊接点对称分布,以免因焊接变形而影响工件准确定位。
(4)装配质量检验
1)检查工件的位置、尺寸精度是否符合图样要求。
2)检查各接缝间隙是否符合要求。
(5)清理检查交件 加工完毕检查工号等填写是否标准,清理场地后交件。
(6)注意事项
1)大圆筒卧置时,应观察其圆度是否发生变化,若圆筒因自重而发生变形,则应在圆筒内加临时支撑防止变形,以免影响装配精度。
2)两圆筒组合装配中,若局部接缝间隙大,不可强行装夹来缩小间隙,以免引起筒体变形或产生很大的装配应力。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。