



1.装配胎架
若工件结构不适于以装配平台作支承(如船舶、飞机和各种容器等)时,就需制造装配胎架来支承工件,进行装配。装配胎架按其功能分为通用胎架和专用胎架。图5-36a所示为装配圆筒形工件的通用胎架,由两根辊筒平行地装在固定支架上构成,辊筒间保持一定距离。在装配不同直径的圆筒形工件时,均可用它来对工件进行支承定位。图5-36b所示为装配油罐罐顶的专用胎架。模板构成胎架支承工作面,通过放样得出实际形状,然后加工而成。这样的专用胎架,只适用于一种形状、尺寸的工件装配使用。较为复杂的结构(如船舶分段),其装配胎架结构也较复杂,胎架的制作往往要消耗较多的工时和材料。
由于计算机应用在金属结构制造中不断深入,目前已出现通用式活络支柱式胎架,可以根据数学放样提供的数据,调节支柱的高度。纵横排列的大量支柱,可形成平面或任何形状的曲面,作结构装配的支承面。
装配胎架应符合下列要求:
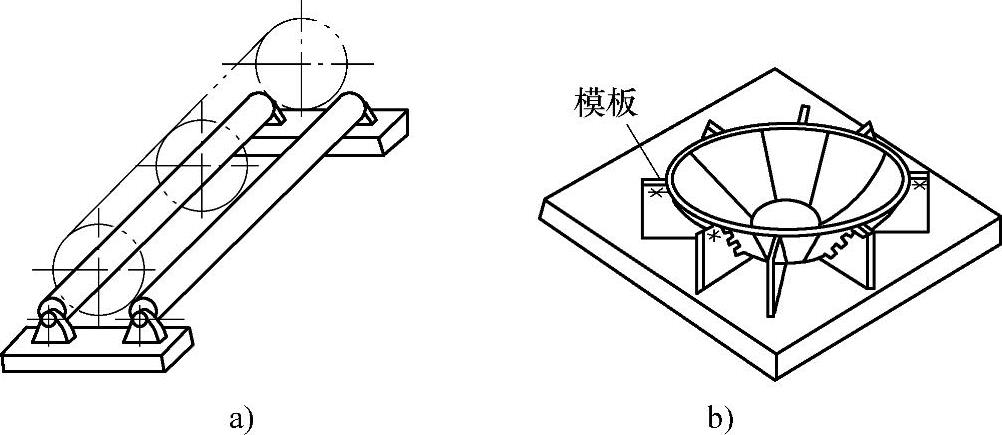
图5-36 装配胎架
1)胎架工作面的形状,应与工件被支承部位的形状相适应。
2)胎架结构应便于在装配时对工件实施定位、夹紧等操作。
3)胎架上应画出中心线、位置线、水平线和检验线等,以便于装配时对工件进行校正和检验。
4)胎架必须安置在坚固的基础之上,并具有足够的强度和刚度,以避免在装配过程中基础下沉或胎架变形。
2.装配胎型(https://www.xing528.com)
在金属结构装配中,当一种工件数量较多,内部结构又不很复杂时,可将工件装配所用的各定位元件、夹具和装配胎架,三者组合为一个整体,构成装配胎型。
利用装配胎型进行装配,可以显著地提高装配工作效率,保证装配质量,减轻劳动强度,同时也易于实现装配工作的机械化和自动化。
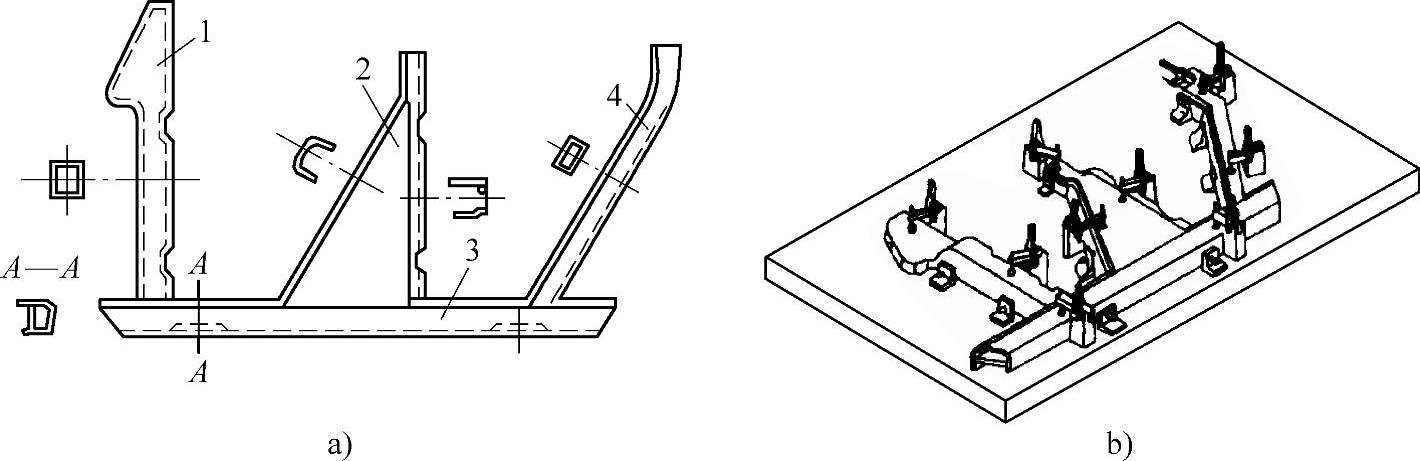
图5-37 越野车门柱踏脚的装配
1—前侧门桂 2—中间门柱 3—踏脚 4—后侧门柱
越野车门柱踏脚结构由踏脚、前侧门柱、中间门柱和后侧门柱组成,如图5-37所示。其装配胎型由定位挡铁、肘式螺旋压紧器和平板胎架构成,如图5-37b所示。首先装配踏脚,将踏脚置于架上,用挡铁和螺旋压紧器定位并固定,然后装配三个门柱,各门柱均用挡铁定位,分别用肘式螺旋压紧器压紧,再将门柱踏脚结合处用定位焊固定。
当工件装配要求不高,各零件定位又较容易时,可以采用无夹具的装配胎型进行装配。例如,图5-38所示为床头架的装配,其装配胎型上没有装配夹具,装配时用定位挡铁确定各管件的位置,挡铁同时起夹紧作用,并依靠各零件自重,使其与胎型平面贴紧。
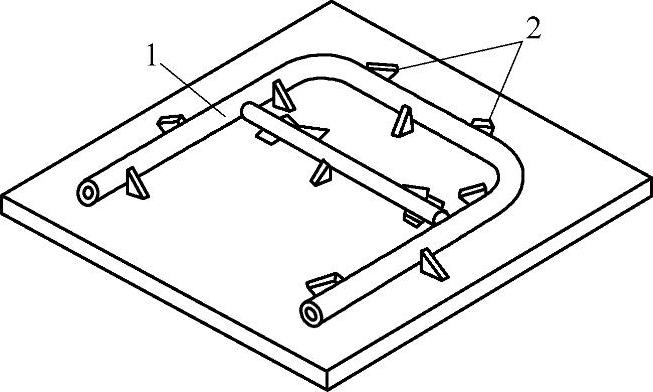
图5-38 床头架的装配
1—床头架 2—挡铁
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。