



装配过程中的夹紧,通常是通过装配夹具实现的。装配夹具是指在装配中,用来对零件施加外力,使其获得可靠定位的工艺装备。它包括简单轻便的通用夹具和装配胎架上的专用夹具。
装配夹具对零部件的紧固方式有夹紧、压紧、拉紧、顶紧(或撑开)四种方式,如图5-15所示。
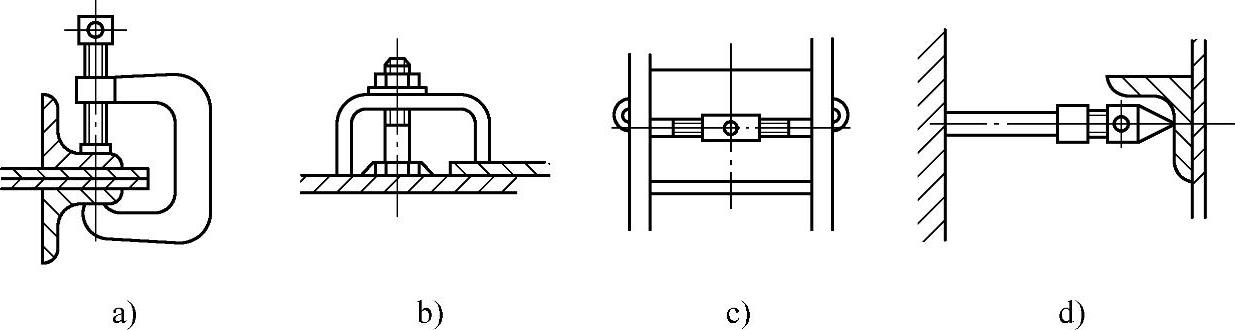
图5-15 装配夹具的夹紧方式
a)夹紧 b)压紧 c)拉紧 d)顶紧
装配夹具按其夹紧力的来源,可分为手动夹具和非手动夹具两大类。手动夹具包括螺旋夹具、楔条夹具、杠杆夹具、偏心夹具等;非手动夹具包括气动夹具、液压夹具、磁力夹具等。
1.手动夹具
(1)螺旋夹具 螺旋夹具是通过丝杠与螺母间的相对运动,传递外力以紧固零件的,它具有夹、压、拉、顶、撑等多种功能。
1)弓形螺旋夹(俗称卡兰)。弓形螺旋夹是利用丝杠起夹紧作用的。选择或设计弓形螺旋夹时,应使其工作尺寸H、B与被夹紧零件的尺寸相适应,如图5-16所示,并且具有足够的强度和刚度。在此基础上,还要尽量减轻弓形夹的重量,以便于使用。常用的弓形螺旋夹有图5-17所示的几种结构,其中小型的多采用图5-17a和图5-17b所示的结构,而大型的弓形螺旋夹,则多采用图5-17c和图5-17d所示的结构。
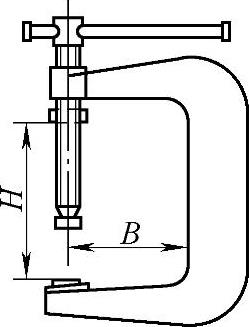
图5-16 弓形 螺旋夹的工作尺寸
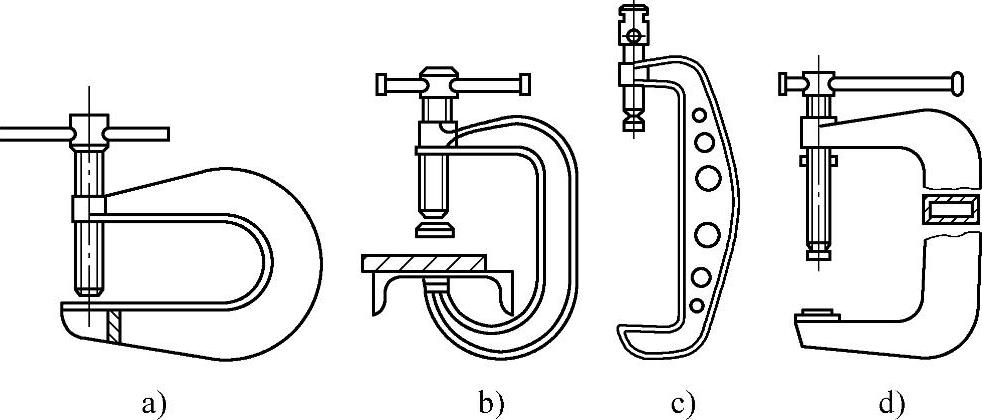
图5-17 弓形螺旋夹结构
2)螺旋拉紧器。螺旋拉紧器是利用丝杠起拉紧作用,其结构形式有多种。如图5-18a所示的简单螺旋拉紧器,旋转螺母,就可以起拉紧作用。图5-18b和图5-18c所示的拉紧器有两根独立的丝杠,丝杠上的螺纹方向相反,两螺母用厚扁钢或圆钢连成一体,当旋转螺母时,便能调节丝杠的距离,起到拉紧的作用。如果将丝杠端头矩形板定位焊在工件上,还可以起到定位和推撑的作用。图5-18d所示为双头螺栓拉紧器,螺栓拉紧器两端的螺纹方向相反,旋转螺栓时,就可以调节两弯钩间的距离,以拉紧零件。
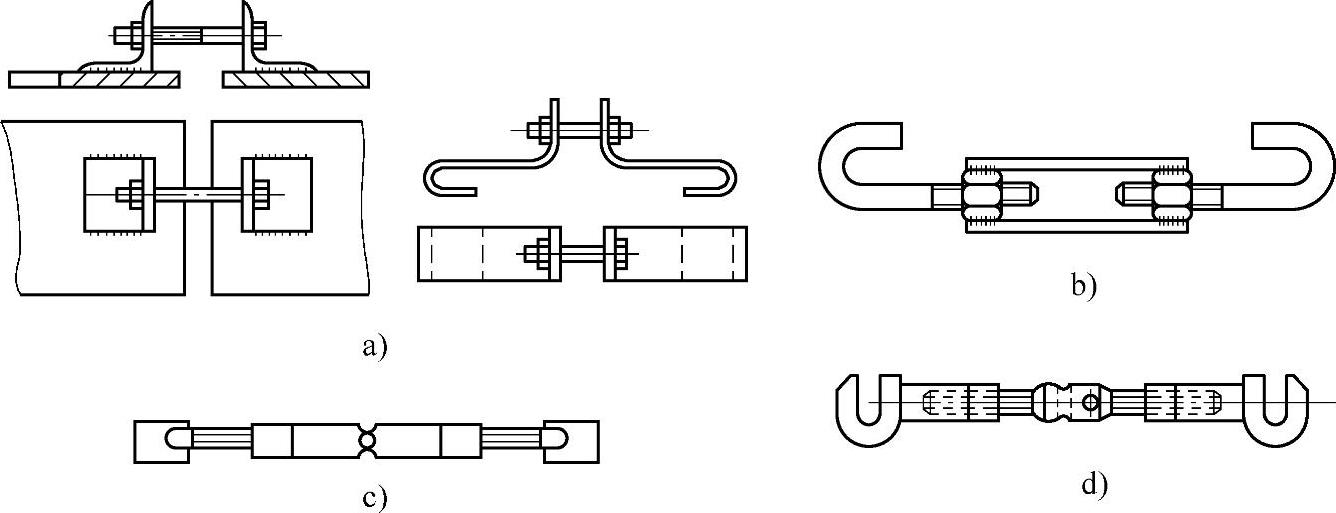
图5-18 螺旋拉紧器
①螺旋压紧器。如图5-19所示,螺旋压紧器通常是将支架临时焊接固定在工件上,再利用丝杠起压紧作用的。图5-19a所示是在对接板件时,利用“┌”形支架的螺旋压紧器调平板缝。图5-19b所示是利用“∏”形支架的螺旋压紧器压紧零件。
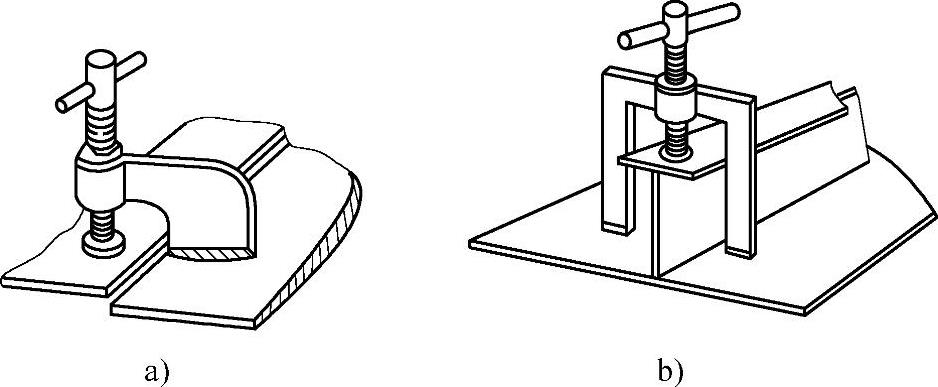
图5-19 螺旋压紧器的形式与应用
②螺旋推撑器。螺旋推撑器是起顶紧或撑开作用的。不仅用于装配中,还可以用于矫正作业。图5-20a所示是最简单的螺旋顶具,由丝杠、螺母、圆管组成。这种螺旋顶具头部呈尖形,不利于保护零件的表面,只适用于顶撑表面精度要求不高的厚板或较大的型钢。图5-20b所示在丝杠头部增加了顶垫,顶、撑时不会损伤工件,也不易打滑。图5-20c所示的螺旋推撑器,由于丝杠两端分别具有左、右旋向的螺纹,可加快顶、撑动作。
(2)楔条夹具 楔条夹具是利用楔条的斜面将外力转变为夹紧力,从而达到夹紧零件的目的。图5-21所示为用楔条夹紧的两种基本形式:图5-21a是直 作用于工件上,不但要求被夹紧的工件表面较平稳、光滑,而且楔条易擦伤工件表面;如图5-21b所示为楔条通过中间元件把作用力传到工件上,改善了楔条与工件表面的接触情况。
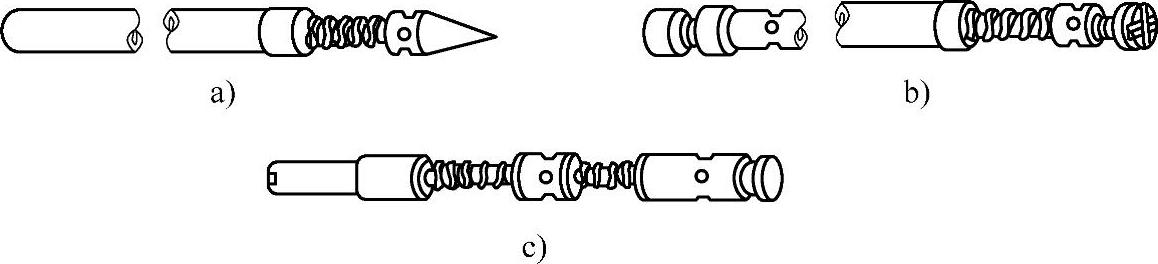
图5-20 螺旋推撑器
为保证楔条夹具在使用中能自锁,楔条的楔角α应小于其摩擦角,一般采用10°~15°。若需要增加楔条夹具的作用效果,可在楔条下面加入适当厚度的垫铁。
图5-22所示为楔条夹具的几种使用情况。图5-22a所示是用楔口夹板,直接将型钢和板料夹紧。图5-22b是将“∏”形夹板和楔条联合使用夹紧零件。
图5-22c是带嵌板的楔条夹具,楔条的截面形状可以做成矩形或圆形。这种夹具主要用于对齐板料,因为使用了楔板,所以只在板料对接处留有间隙时才能使用。图5-22d所示的角钢楔条夹具也常在装配中使用。
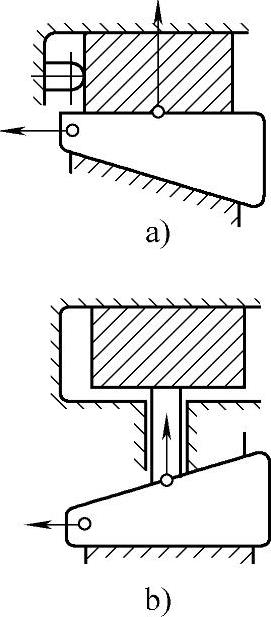
图5-21 楔条夹紧的基本形式
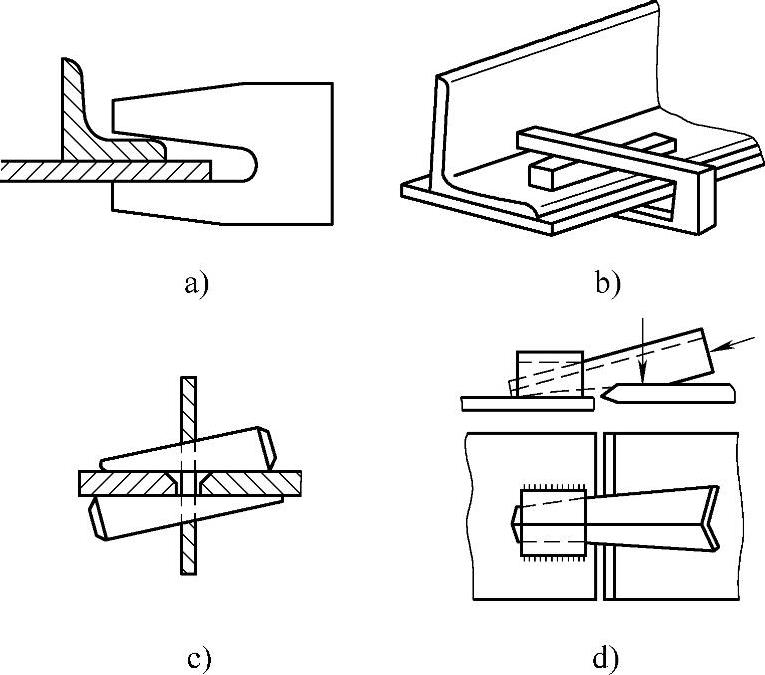
图5-22 楔条夹具的使用
(3)杠杆夹具 杠杆夹具是利用杠杆的增力作用,夹持或压紧零件的。由于它制作简单,使用方便,通用性强,故在装配中应用较多,如图5-23所示。图5-24所示是装配中常用的几种简易杠杆夹具。此外,撬杆也常作为杠杆夹具使用。(https://www.xing528.com)
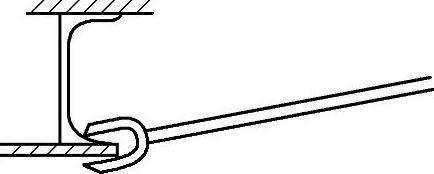
图5-23 杠杆夹具的应用
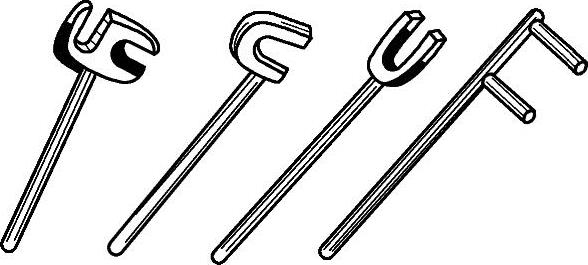
图5-24 常用的几种简易杠杆夹具
(4)偏心夹具 偏心夹具是利用一种转动中心与几何中心不重合的偏心零件来夹紧的。生产中应用的偏心夹具,根据工作表面外形不同,分为圆偏心轮和曲线偏心轮两种形式。前者制造容易,应用较广。偏心夹具一般要求能自锁。
图5-25所示为圆偏心轮夹具,将带偏心孔的圆偏心轮套在固定轴上,并可绕轴转动。圆偏心轮中心和轴心间的距离e叫偏心距,圆偏心轮上装有手柄以便操作。当偏心轮绕轴转动时,横杆绕支点旋转,从而把工件夹紧。图5-25a所示是以弹簧作为支点,而图5-25b所示是以固定销轴为支点。
偏心夹具的优点是动作快,缺点是夹紧力小,只能用于无振动或振动小的场合。
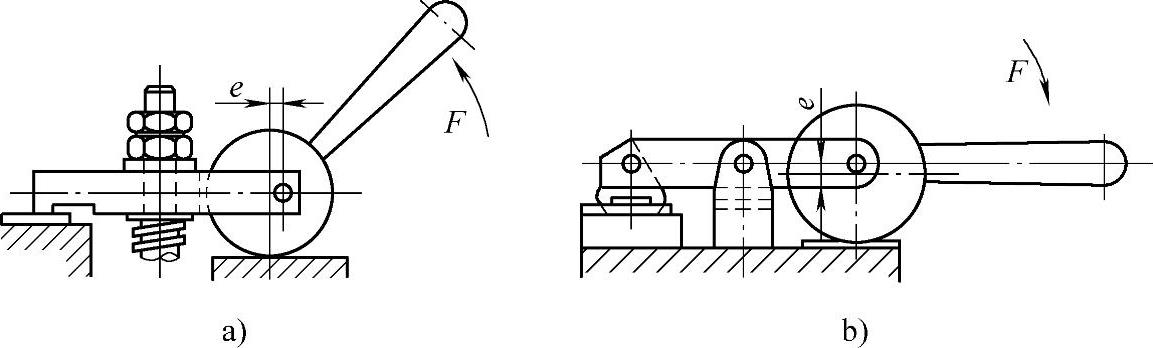
图5-25 偏心夹具
2.非手动夹具
(1)气动夹具 气动夹具是利用压缩空气的压力,通过机械运动施加夹紧力的夹紧装置,结构主要由气缸和夹紧两部分组成。
气动夹具的气缸结构和气压机气缸相同,只是规格有所不同,常用的气缸构造分单向气动和双向气动两种。
单向气动气缸如图5-26a所示,主要由缸体3、前盖2、活塞5、活塞杆1、弹簧4和后盖8等组成。单向气动气缸的特点是只有一个方向进气来推动活塞工作,而活塞复位则依靠弹簧的弹复力。由于弹簧做得不能太长,故单向气缸的有效行程较短。
图5-26b所示为双向气动气缸。双向气动气缸的特点是,可在活塞的两侧分别进气,活塞的进退都由压缩空气推动。双向气动气缸由于不用回程弹簧,所以有效行程可以较长,适应范围较广。
气动夹具的气缸按安装方式,有固定和非固定两种,并可根据使用需要安装成卧式、立式或倾斜式。
气动夹具的工作方式有直接作用式和间接作用式两种。图5-27a所示为直接作用式气动夹具,当气缸内的压缩空气推动活塞杆运动时,装在活塞外端部的夹紧压板就直接压紧工件。图5-27b所示为间接作用式气动夹具,它在夹紧压板与气缸活塞之间增加一杠杆,可以改变压紧力的方向或改变压紧力的大小。装配工作中,可根据实际情况选择气动夹具的工作方式。
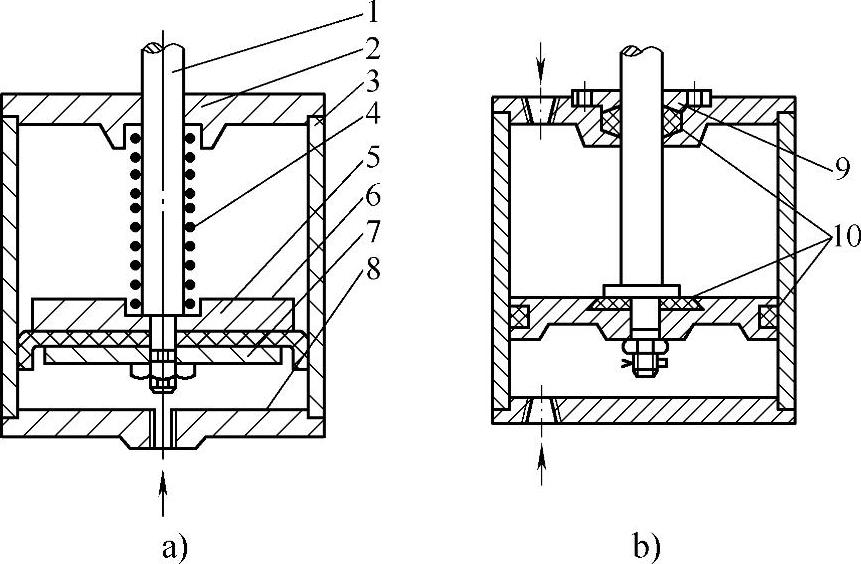
图5-26 气动夹具气缸结构
a)单向气动气缸 b)双向气动气缸
1—活塞杆 2—前盖 3—缸体 4—弹簧 5—活塞
6、7—压垫 8—后盖 9—压盖 10—密封环
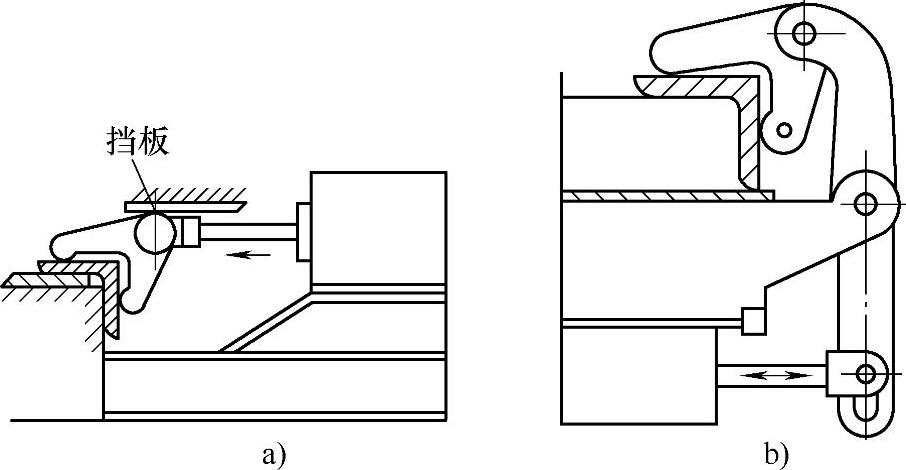
图5-27 气动夹具的工作方式
a)直接作用式 b)间接作用式
(2)液压夹具 液压夹具的工作原理与气动夹具相似,工作方式也基本相同,液压夹具的优点是:比气动夹具有更大的压紧力,夹紧可靠,工作稳定。缺点是液体易泄漏,且辅助装置多,维修不便。
在薄板结构的装配中,广泛采用气动、液压联合夹具。这种夹具的特点是,把气动灵敏、反应迅速等优点用于控制部分;把液压工作平稳、能产生较大的动力等优点用于驱动部分。
(3)磁力夹具 磁力夹具主要靠磁力吸紧工件,分为永磁式和电磁式两种类型,应用较多的是电磁式磁力夹具。磁力夹具操作简便,而且对工作表面质量无影响,但其夹紧力通常不是很大。图5-28所示为磁力夹具的几种应用形式。
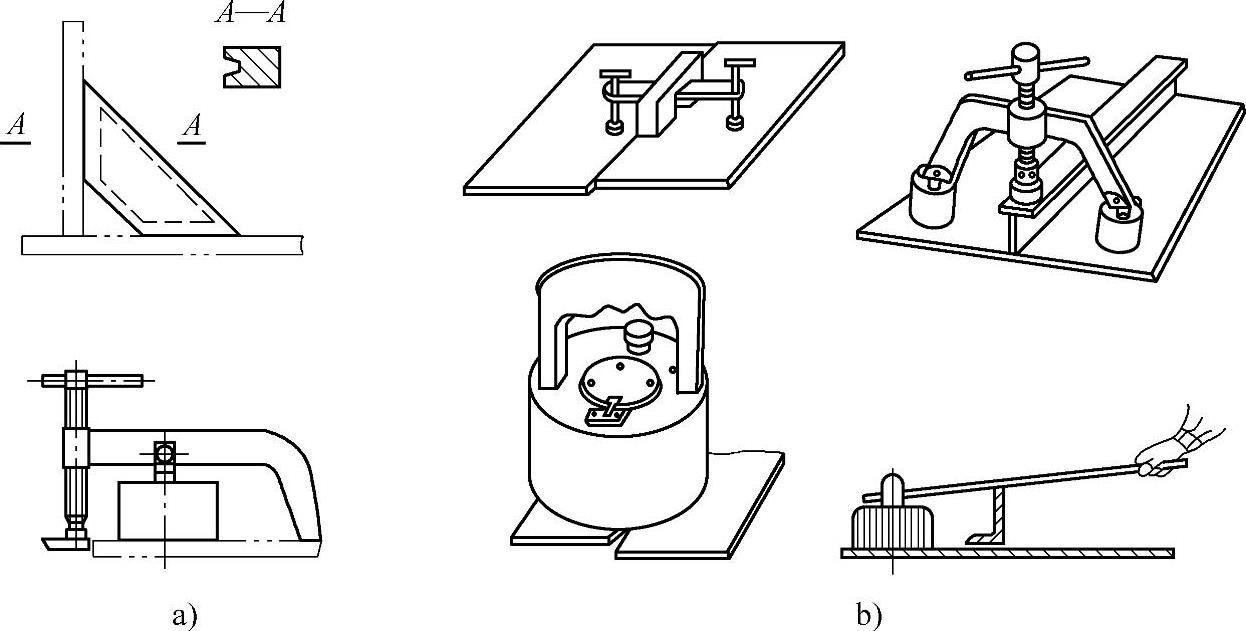
图5-28 磁力夹具及其应用
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。