



容器结构是以板材为主制造的结构,如油罐、锅炉等,筒形旋风除尘器是一个比较复杂的容器结构,它的装配技术要求见装配总图,如图5-8所示。由于此结构的各部件多为曲面形状,且圆管、圆锥管的纵缝又需事先对接,所以装配时应采用先部件装配,再进行总装的方法。
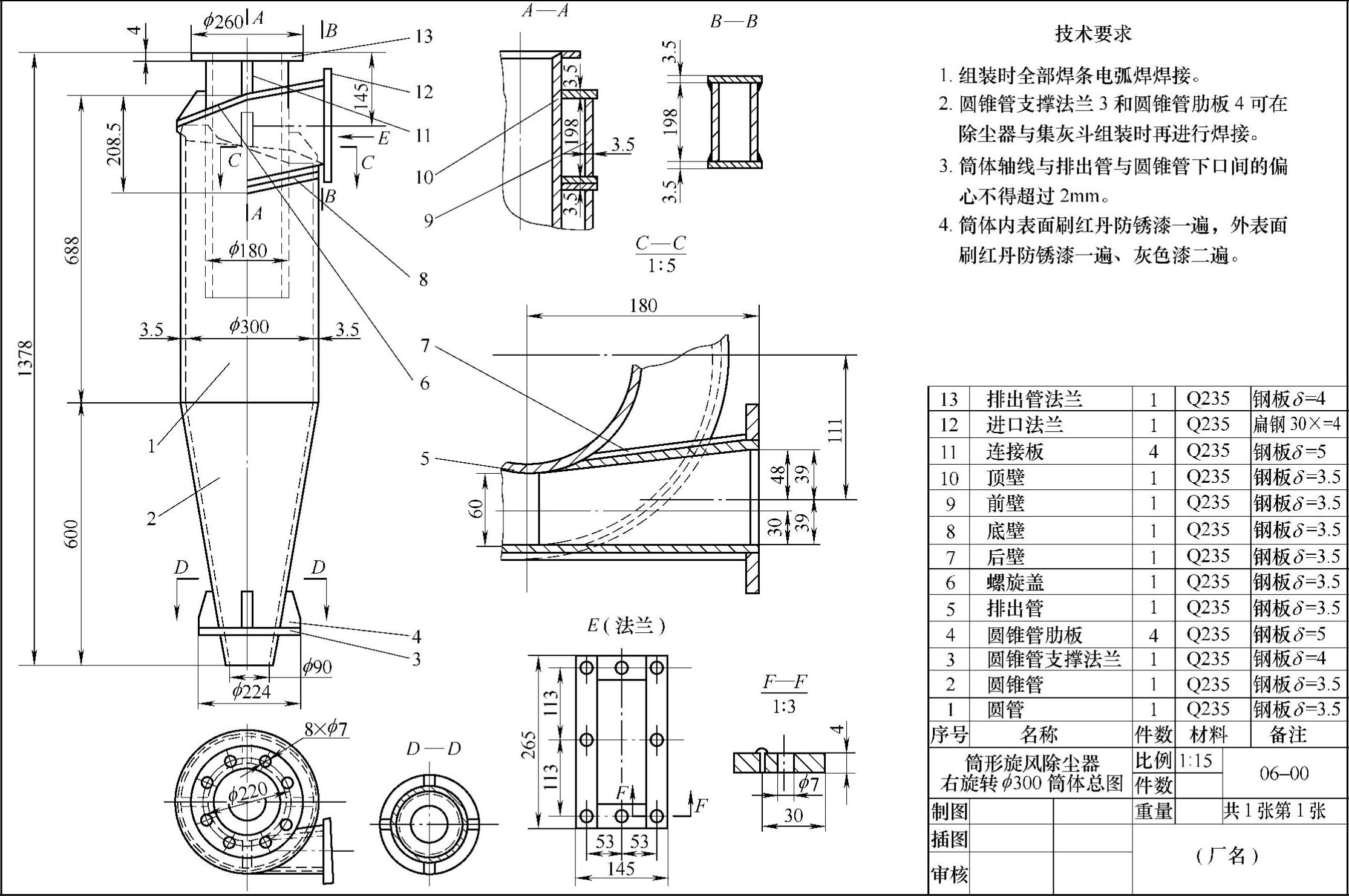
图5-8 筒形旋风除尘器筒体总图
装配的第一阶段,应进行圆管1、5和圆锥管2的纵缝装配,同时将进口方法兰、进口方管分别装配好。圆管、圆锥管的纵缝装配,可参照图5-9所示方法进行。由于这三个管件板厚度小,矫正容易,所以也可以先不考虑其曲率是否完全符合样板,而强制进行纵缝对接,待焊接后再准确校正其曲率。
方法兰的拼装,可采用划线定位法,在平台上进行,如图5-10所示。装配进口方管时,考虑到总装时进口方管底壁8与螺旋盖6的连接焊缝,需从方管内焊接,所以只能将方管后壁7、底壁8和前壁9组合起来定位焊固定,并焊上临时支撑,再装配,如图5-11所示。

图5-9 圆锥管的装配
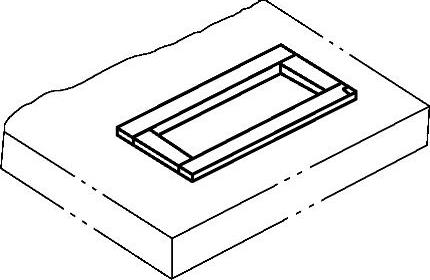
图5-10 方法兰的拼装
装配的第二阶段是进行排出管5与螺旋盖6的装配。装配时,须先在圆管表面上,按图样要求画出螺旋线,再接线将螺旋盖装配在排出管上并定位焊固定。然后将直角尺两边沿排出管素线和径向放置,同时检验螺旋盖与排出管的垂直度,并进行校正,如图5-12所示。
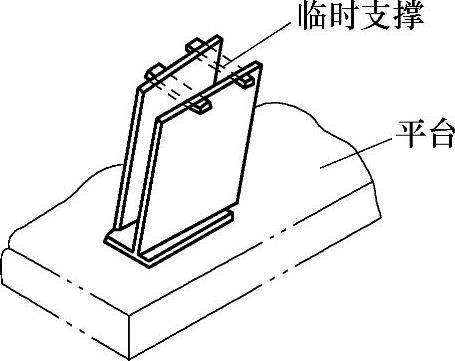
图5-11 进口方管的装配(https://www.xing528.com)
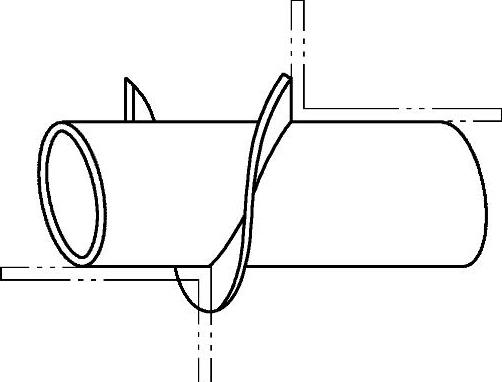
图5-12 排出管与螺旋盖的装配
装配的第三阶段是进行除尘器整体结构的总装。根据除尘器的结构特点,总装采用先正装后倒装的方法,这样便于装配时的定位和测量操作。
正装过程如图5-13所示,先将外圆管1正放在平台上,使其侧壁与平台表面垂直。再将排出管与螺旋盖组合件,按装配位置放在外圆管上,并以平台表面与外圆管的侧壁为基准,分别校正排出管的装配高度及其与外圆管的同轴度,定位焊圈定。然后以外圆管底口端面为基准,装配排出管法兰13,这时应测量好法兰13的高度位置及其与外圆管底口端面的平行度,再施加定位焊。
排出管法兰装配好后,进行进口方管和进口方法兰的装配。装配进口方管时,应注意先将从外部无法施焊的连接焊缝焊好,再装配其顶壁板。装配进口方法兰时,要保证方法兰中心位置的准确,并校正进口法兰与排出管法兰、前壁板间的垂直度。
最后,将螺旋盖上的四块连接板11,按其装配位置放好,并定位焊固定,结束正装过程。倒装时,将经过正装的工件倒置于平台上,使排出管法兰端面与平台贴合,再把圆锥管大口向下放在外圆管上,如图5-14所示,并以平台表面和外圆管的侧壁面为基准,对圆锥管小口面距平台的高度及圆锥管与外圆管的同轴度进行校正,然后定位焊固定。
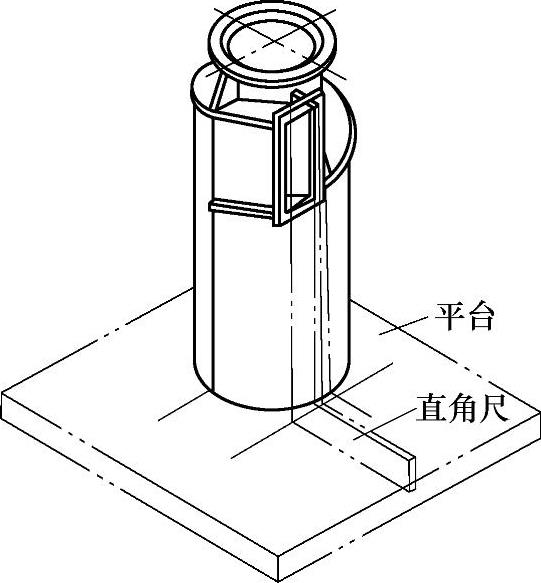
图5-13 正装过程
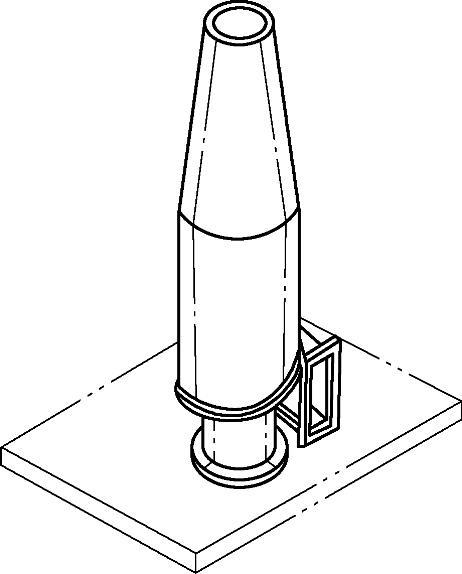
图5-14 倒装过程
根据图样上的技术要求,圆锥管支撑法兰3和圆锥管肋板4,需在除尘器安装时现场装配和焊接,以便于调整。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。