



箱体结构是以板材和型材混合制造的结构,如船舶、机架等。单臂压力机机架是较典型的箱体结构,如图5-6所示。
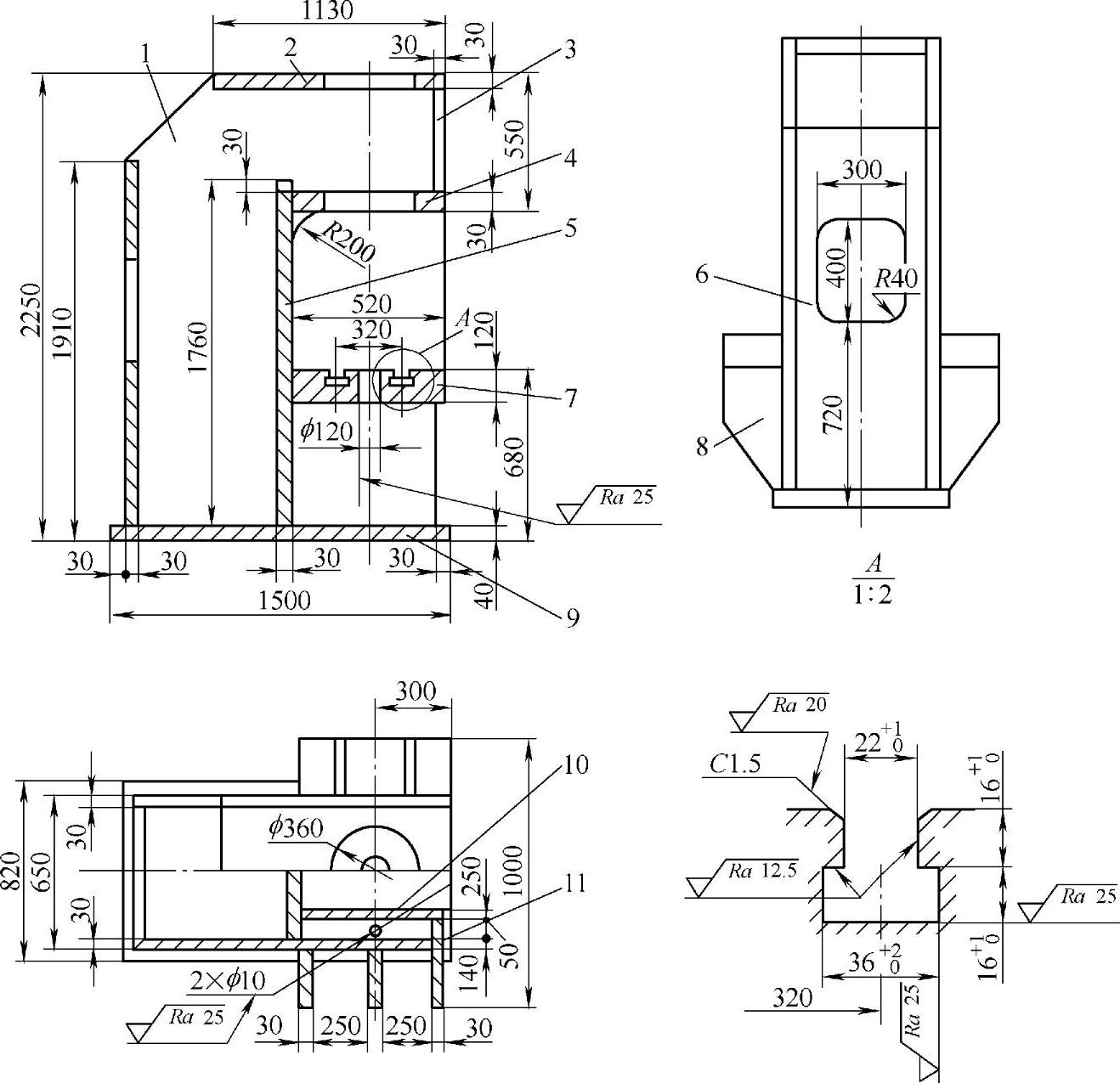
图5-6 单臂压力机机架
1—立柱两侧板 2—机顶上板 3—机顶前面板 4—机顶下板 5—立柱前面板
6—立柱背板 7—工作台 8—筋板 9—底板 10、11—工作台支撑立板
它的装配除要保证各焊缝要求外,主要应保证机顶上板2和机顶下板4上圆孔(ϕ360mm)的同轴度、轴线与机架底面的垂直度,及工作台面与机架地面的平行度等技术要求。由于机架的高度大于其宽度和长度,重心位置较高,所以采用先卧装后立装的方法,这样,支承面积大,各零件的定位稳定性好。同时,采用整体总装配后再进行焊接,可增加结构的刚度,减少焊接变形。
装配前,要逐一复核零件的尺寸,厚板应按要求开好焊接坡口。(https://www.xing528.com)
卧装时,以机架的一块侧板1为基准,将其平放在装配平台上,划出件2、3、4、5、6厚度的位置线,接线进行备件的装配,如图5-7a所示,矫正好零件间垂直度及两个ϕ360mm圆孔同轴度后,再定位焊固定。然后,装配机架另一块侧板(件1),并定位焊固定组成一部件。这时要注意,机架两侧板平面间的尺寸,应符合要求并保持平行。
立装时,将件9平放在装配台上并找好水平,在其上划出件1、5、6、8、10、11厚度的位置线,并检查封闭方框中的焊接出气孔(两个ϕ10mm的小孔)是否加工好,然后将由卧装组合的部件吊到底板9上,按位置线对好,并检查两个ϕ360mm圆孔的轴线是否与底板垂直,矫正后定位焊固定。再依次按线装配其他各件,并分别定位焊固定,如图5-7b所示。
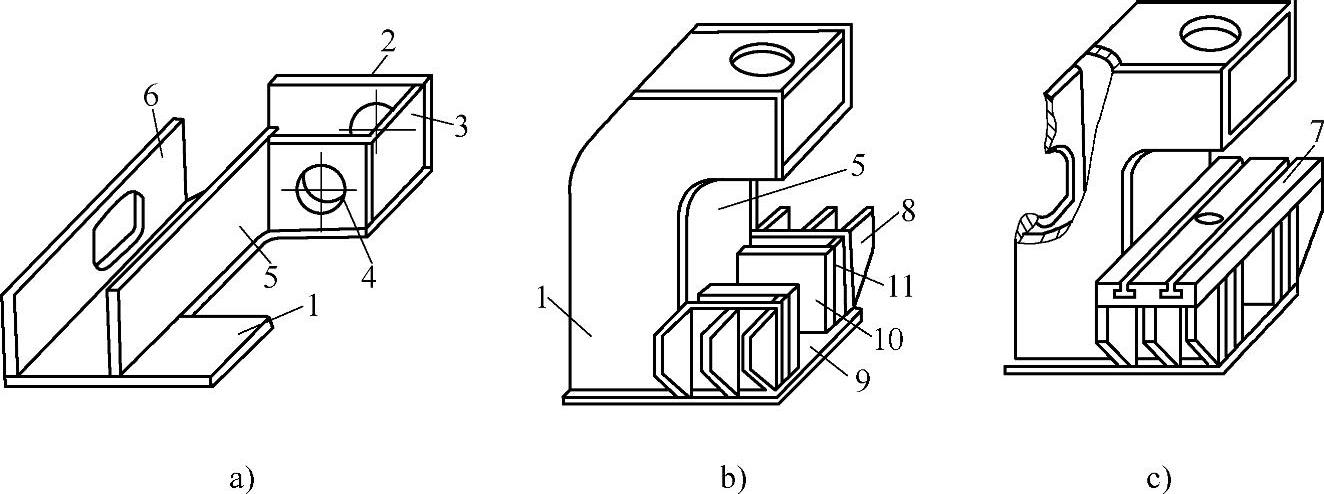
图5-7 单臂压力机机架的装配
工作台(件7)一般都预先进行切削加工,焊后不再加工。装配时有两种方案:一种是经卧装、立装后的构件,先进行焊接和矫正,然后装配工作台并焊接,如图5-7c所示。另一种是将工作台与机架装配定位焊固定,然后焊接整个机架。通常较多采用第一种方案。
由于工作台焊接后矫正困难,且工作台面要求与机架底面保持平行,装配时应使件8、10、11、1形成的平面与工作台的接触面保持水平。另外,工作台定位时,必须严格检查其与底板的平行度才能定位焊固定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。