



为了提高装配的工作效率与质量,在装配前必须做好有关的准备工作,主要有以下几项内容:
1.熟悉图样和工艺规程
熟悉零部件图、总装配图、技术要求及工艺规程。分析产品的用途、性能和特点,对产品的外形、轮廓印象明确。
正确理解各零部件的相对位置、尺寸和连接形式,确定装配基准面和装配方法,选择定位方法。准备必需的工具、量具、夹具和吊具等。
2.划分部件
制定较复杂结构件的装配工艺规程是一项繁重而复杂的工作,必须根据图样,深入研究构件的结构、焊接工艺等内容,尤其要对关键零部件或工序进行深入的分析、研究。它既需要综合的理论知识,又需要实践经验。
在装配复杂、大型的金属构件产品时,通常将整体分成若干个部件,将各部件装配后或焊接后再进行总装。这样可减少总装时间,使许多不利的焊接位置变为有利,扩大自动焊、半自动焊的应用,减少高空作业,改善施工条件,保证装配质量,提高装配效率。
划分部件时应考虑尽量使划出的部件有一个比较规则、完整的轮廓形状。部件之间的连接处不宜太复杂,以便于总装时的定位、夹紧和测量。部件装配后,应能有效地保证装配质量。
在大型金属结构的设计图样中,已表明了部件划分的形式。在设计未规定的情况下,冷作钣金工要根据产品特点和施工条件,考虑部件的划分问题。图5-1为机架的示意图。
在装配中,可将机架划分为上、下两个部件,其部件划分和总装示意图如图5-2所示。这两个部件均有一个比较规则的整体,两个部件的连接并不复杂。部件装配后,焊接、矫正方便,既扩大了作业面,又便于保证总装和矫正的质量。
3.装配现场的设置
装配现场的地面应平整、清洁,安置的装配平台必须保持水平,并定期检查;零部件要堆放整齐;人行道应畅通,保证起吊和运输通行无阻。
在装配场地周围应选择适当的位置安装工具箱、焊机、气焊设备等,同时根据装配需要配置其他设备,如钳工工作台及台虎钳等。(https://www.xing528.com)
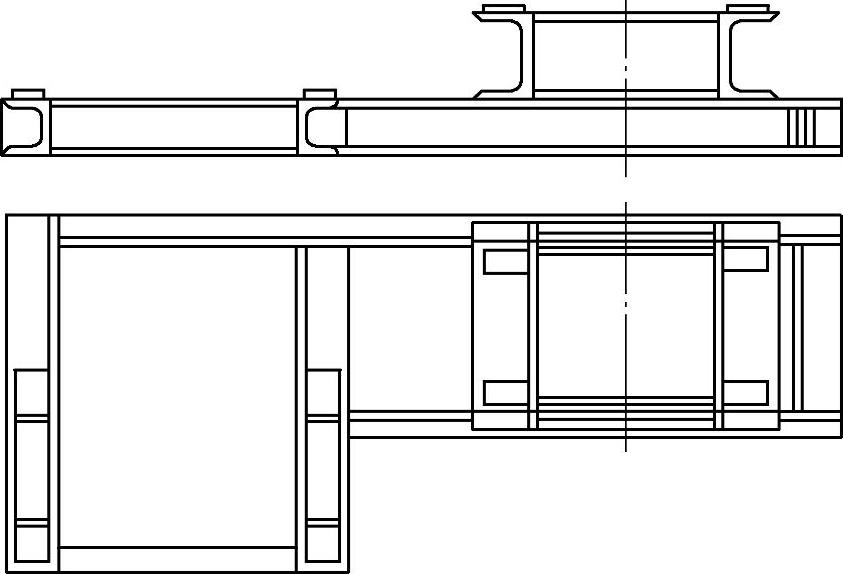
图5-1 机架的示意图
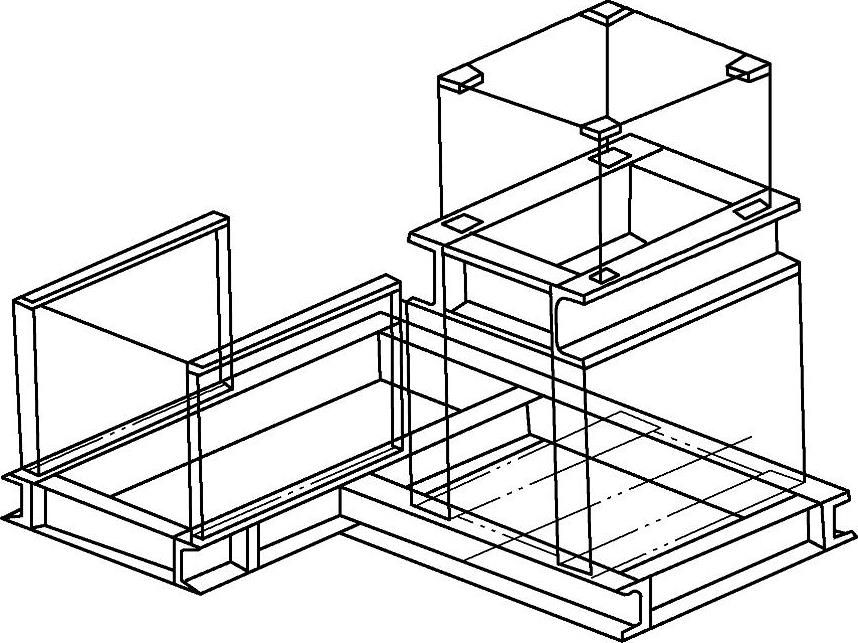
图5-2 机架的部件划分和总装示意图
4.检查零部件的质量
装配前,除了应对零部件的材质进行检查之外,还应检查零部件的几何形状、尺寸和数量,如目测或用水平尺检查零件的直线度,矩形零件的对角线,用样板检验折边零件的弯曲角度和卷弯零件的弧度等。根据工艺要求,检查零部件应有的加工余量、焊接坡口、开口、缺口等,所有的零部件连接处的表面不允许有铁锈、毛刺和其他污物。
5.装配过程中定位焊的工艺要领
装配过程中离不开定位焊,定位焊用于固定各焊接零件间的相互位置,以确保整个结构件得到正确、符合要求的几何形状和尺寸。定位焊的焊缝短小,易产生缺陷。当发生缺陷时应重新焊接。
随着对冷作钣金工一专多能的要求,定位焊往往需要由冷作钣金工来完成。因此,必须掌握定位焊的一些知识。
1)定位焊的起头和结尾处应平缓,过陡时易在正式焊接的焊缝中出现未焊透、夹渣等缺陷。如果正式焊接时需预热,那么在定位焊时也应进行与正式焊接相同温度的预热。由于定位焊为间断焊,焊接温度比正式焊接时低。因热量不足,易产生未焊透现象,所以焊接电流应比正式焊接时高10%~15%。
2)在焊缝交叉处和焊缝方向急剧变化处不可进行定位焊,应离开50mm左右进行定位焊。强制装配的结构,其定位焊的焊缝长度应根据具体情况适当加大。在低温下焊接时,定位焊的焊缝易开裂,要尽量避免强制装配后进行定位焊,且定位焊的焊缝长度也应适当加大。必要时,可采用碱性低氢型焊条,而且定位焊后应尽快进行正式焊接,并焊满整个焊缝,避免中途停顿或间隔时间过长。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。