



如图4-85所示锥面滚弯工件图。
1.操作前准备
(1)工具 划针、划规、钢直尺、粉线等。
(2)备料 油毛毡;Q235A,钢板δ=5mm。
(3)设备 放样台、三辊、剪床。
2.操作要求
1)识读工件图样,进行简单的工艺分析。
2)放样绘制号料样板。
3)熟练操作三辊并完成滚弯。
4)操作时间为60min。
3.操作工艺
1)备好大、小口的卡形样板、大锤、压弧锤、锥面槽头胎具等。为使工件滚弯后不合格处便于矫正,锥筒采用两块拼接,分别滚弯。
2)用手工的方法预弯板料两端,预弯长度应略大于两下辊中心距的一半,一般为180~200mm。在预弯过程中,要用卡形样板进行检查,直至达到图样要求工件的曲率为止。
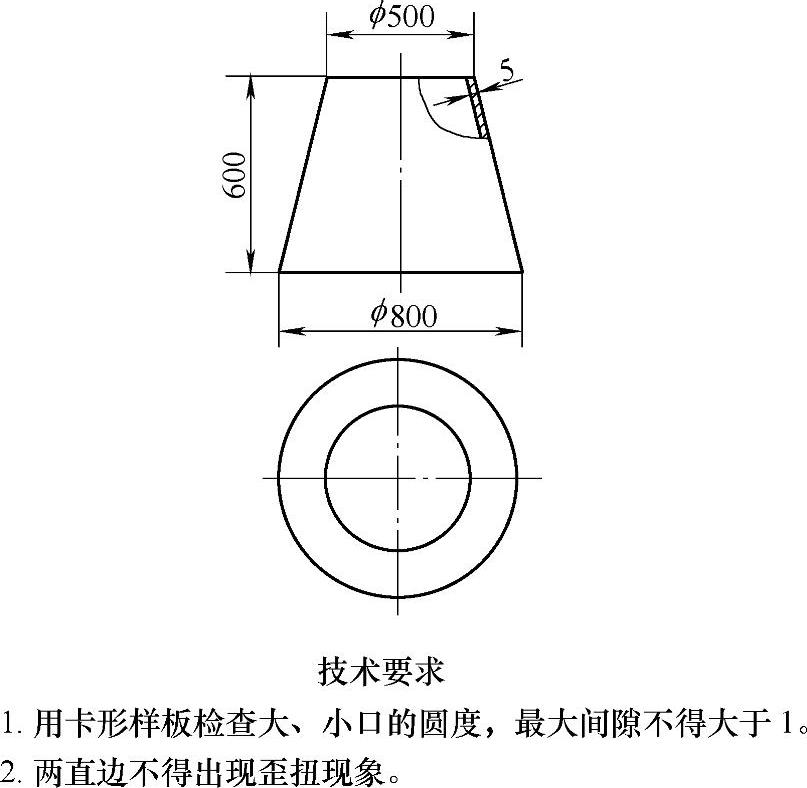
图4-85 锥面滚弯工件图(https://www.xing528.com)
3)采用分段滚弯法进行滚弯如图4-86所示。滚弯前利用锥面素线将板料分为若干小段。滚弯时将上轴辊与小段的中位素线对正压下,在小段范围内来回滚压。滚弯完一段后,随即移动板料,按上述方法再滚压下一段。通过分段挪动板料,补偿锥面两口进给速度差的不足。分段越多,则锥面成形越好。
锥面滚弯,先滚弯板料两端部分,再滚弯中间部分。滚弯过程中要经常用样板检查工件大、小口的曲率,以控制滚弯过程。
4)滚弯质量检查。
①用卡形样板检查工件大、小口的曲率,通常在两小段之间易出现曲率不合格现象,可采用手工弯曲的方法进行修整。
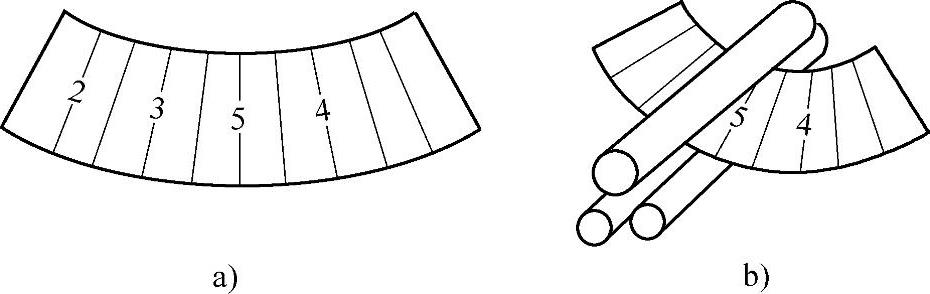
图4-86 锥面的分段滚弯
②检查两直边是否平行,若不能与平台贴合,说明工件出现歪扭现象,按图4-87所示的方法矫正。
5)锥筒装焊。锥筒采用立装法装配(见图4-88)。装配时,将两个半锥筒立放在平台上,使两直边对齐后施以定位焊。定位焊后再检查一下各部尺寸及接口处的曲率,然后进行焊接。
6)清理检查交件。加工完毕检查工号等填写是否标准,清理场地后交件。
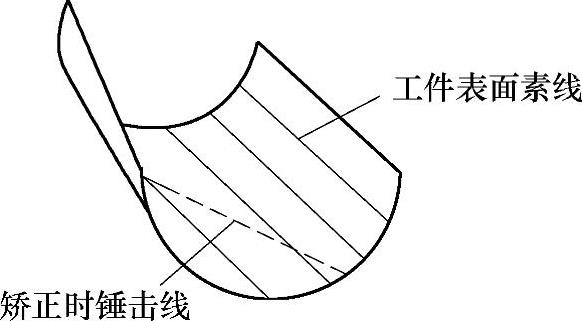
图4-87 歪扭现象的修整方法
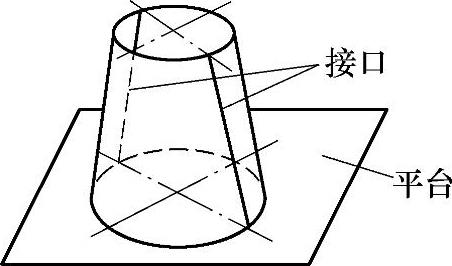
图4-88 锥筒的装配方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。