



如图4-77所示为扁钢弯曲工件图。
1.操作前准备
(1)工具 大锤、平锤、扒弧锤、扳弯器、烧火钳、平台、羊角卡、楔桩、垫板、螺栓等。
(2)备料 Q235A钢板,δ=6mm。
(3)设备 气割设备或焦炭炉及焦炭。
2.操作要求:
1)正确计算料长。
2)下料并成形。
3)操作时间为60min。
3.操作工艺
(1)准备工作
1)准备气割设备或焦炭炉及焦炭。
2)制作胎具。扁钢热弯曲的胎具多用钢板制成,其厚度等于或略大于工件厚度。胎具圆弧直径可取工件的内径,热弯扁钢圈胎具不可做成整圆,而应为整圆的2/3左右,以利于弯曲过程中取放工件。胎具上装夹固定用孔的位置和大小,需待胎具在平台上的位置确定后,依据平台孔的位置和大小而定(见图4-78)。胎具制成后,紧固在平台的合适位置上。
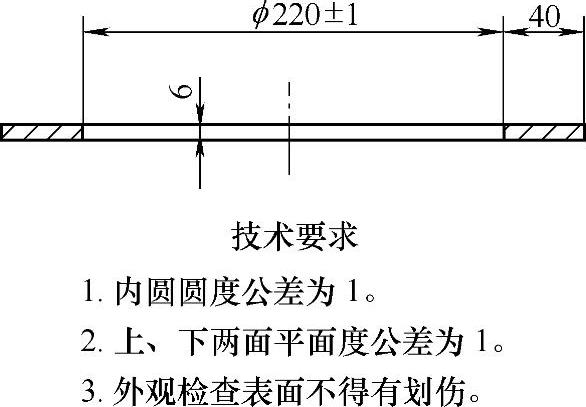
图4-77 扁钢弯曲工件图
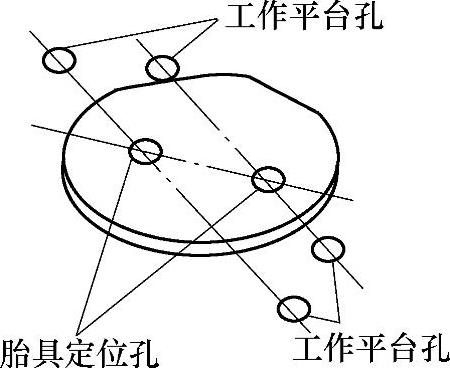
图4-78 扁钢热弯胎具
(2)扁钢加热 扁钢材质为Q235A,加热温度选定为1000℃左右(加热至橘黄色)。温度达到后,保温一段时间,以求扁钢内、外温度均匀。(https://www.xing528.com)
(3)弯曲 将加热至选定温度的扁钢迅速将一端靠在胎具上,用圆锥楔桩、垫板及羊角卡夹紧,然后选择适当的位置插上扳弯器进行弯曲(见图4-79)。用扳弯器扳弯扁钢时,不可用力过猛,应平稳施力,使扁钢逐步均匀弯曲,与胎具贴合。若扁钢扳弯后尚有局部未靠胎,应垫扒弧锤,再以大锤击打,使扁钢已弯曲部分完全与胎具靠紧(见图4-80)。这时扳弯器不能松开,否则将导致扁钢已弯曲部分的曲率发生变化。
弯曲过程须在规定的温度范围内迅速完成,弯曲结束时,扁钢温度应不低于700℃(颜色为暗樱红色)。由于弯曲受扁钢温度时限制,因此整个扁钢圈往往不能一次弯成,须分段进行加热、弯曲。
扁钢每弯曲完一段后,应马上进行矫平。矫平时,将平锤垫在扁钢上,沿扁钢已弯曲部分内、外侧,以大锤击打平锤矫平一遍(见图4-81)。这时应使锤击力内重外轻,以求扁钢内、外侧厚度大致相等。矫平过程中,扳弯器也不能松开。
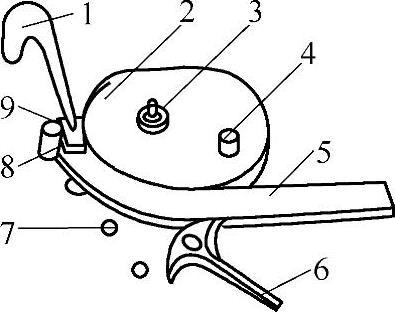
图4-79 扁钢热弯
1—羊角卡 2—胎具
3—卡固螺栓 4—固胎楔桩
5—扁钢料 6—扳弯器
7—平台孔 8—靠紧楔桩
9—垫板
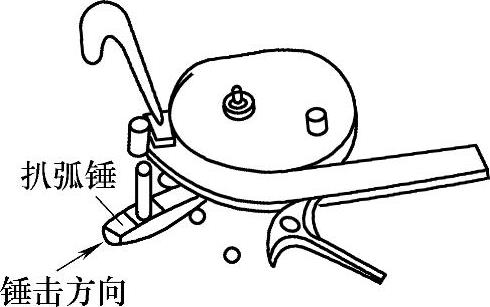
图4-80 扁钢圈的曲率 局部修正
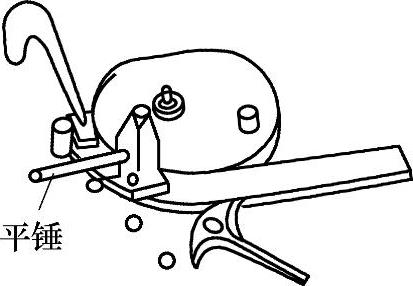
图4-81 扁钢弯曲中矫正
工件经矫平后从胎具上卸下,避免摔、撞,以免引起工件变形。
(4)弯曲质量检验与修整 整个扁钢弯曲冷却后,要对其曲率、内外径、平面度等进行检查,并对局部不合格处进行修整。
(5)清理检查交件 加工完毕检查工号等填写是否标准,清理场地后交件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。