



【摘要】:手工打拱由于对操作者的技术要求高,且费时费力,在工业生产中已很少应用,而大都改为采用模压成形。图4-32 拱曲件厚度变化图4-33 拱曲用工具3.拱曲的操作过程以球面零件为例,说明拱曲的操作过程。4)最后将拱曲成形的工件放在圆顶杆上,用平头锤修光。
1.拱曲的含义
拱曲又称为打拱,是将板料打凹,加工成凹凸曲面的成形操作。手工打拱由于对操作者的技术要求高,且费时费力,在工业生产中已很少应用,而大都改为采用模压成形。但是,手工打拱在金属艺术造型等行业中,还颇有市场。
拱曲的原理是:使材料周边起皱向里收缩、使中间展放向外拉,逐渐成为凸凹曲面的零件。拱曲零件因边缘收缩变厚,底部因受拉变薄,如图4-32所示。
2.拱曲用工具
手工拱曲用工具有木锤、砧座、顶杆和模具等,如图4-33所示。
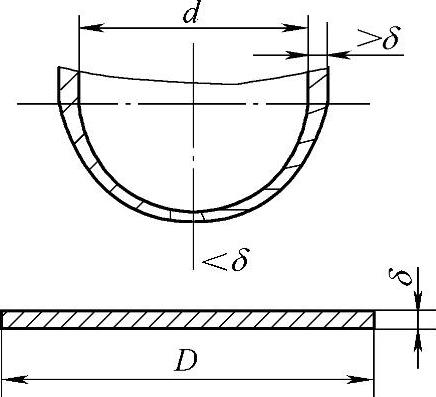
图4-32 拱曲件厚度变化
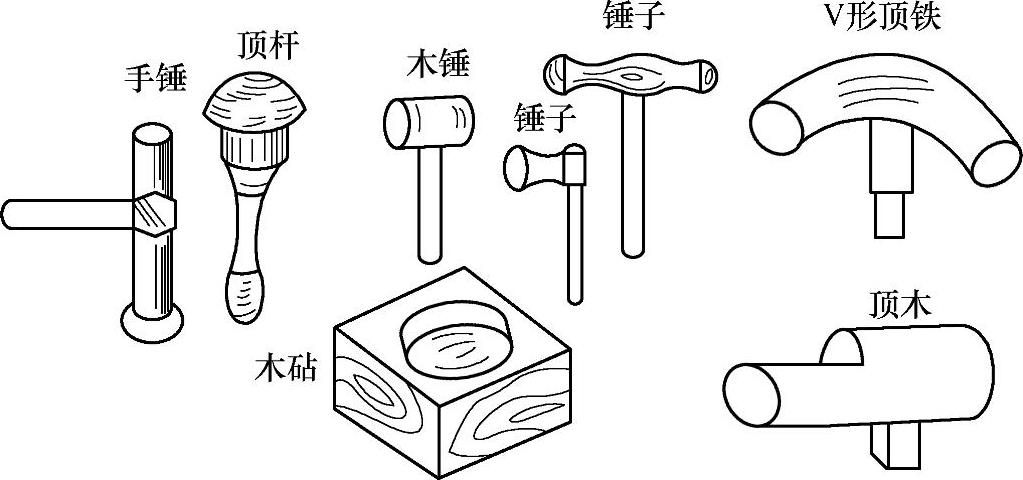
图4-33 拱曲用工具
3.拱曲的操作过程
以球面零件为例,说明拱曲的操作过程。
球面是多向弯曲,周边承力,板材变形是以拉伸为主的(即敲击时,使金属变薄而延伸),因此,应在凹模上打拱。其加工方法如下:(https://www.xing528.com)
1)将坯料放在凹模上,用锤子从边缘处逐渐向中心部位敲击。敲击时,应用力轻并均匀,如图4-34所示。
2)随着敲击,坯料中部金属因变薄而延伸,坯料边缘处,将出现皱褶,此时,应停止敲击中部,将边部皱褶敲平,如图4-35所示。
3)皱褶敲平后,再继续对坯料中部进行敲击,出现皱褶后又敲平,如此反复多次,直至完全成形,如图4-36所示。
4)最后将拱曲成形的工件放在圆顶杆上,用平头锤修光。
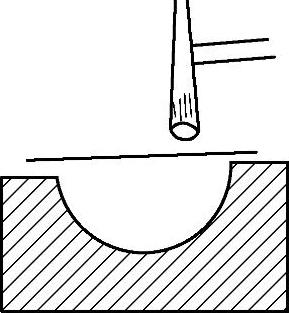
图4-34 从边缘向 中心敲击
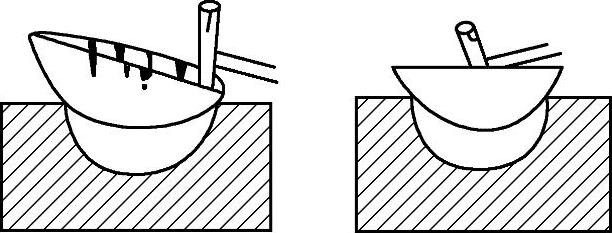
图4-35 敲平边部皱褶
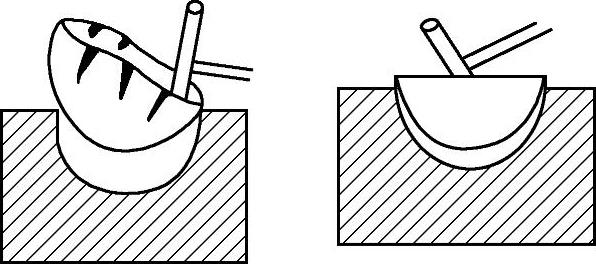
图4-36 完全成形
注意:敲击时不能集中敲击一处,否则会使该处材料因延伸过多而凸起;凸起部位不能再敲击,否则会越敲越凸。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。