



【摘要】:如图3-38所示为气割工件图。2)独立安装调试气割设备并完成气割。内孔的气割割件的质量检查1)测量割件的各部尺寸是否符合图样要求。2)检查气割切口表面是否平整干净,割纹是否均匀一致。5)气割工作结束后,应及时整理工具,清理现场,做到文明生产。
如图3-38所示为气割工件图。
1.操作前准备
(1)工具 锤子、錾子、划针、划规、样冲、锉刀、石笔等。
(2)备料 Q235A钢板,δ=12mm;油毛毡。
(3)设备 气割设备。
2.操作要求
1)正确绘制零件图形。
2)独立安装调试气割设备并完成气割。
3)操作时间为30min。
3.操作工艺
(1)气割顺序 气割工件因局部受高温影响,割后将产生较大变形,若对气割顺序作合理选择,则可减小割件的这种变形。本工件的气割顺序如图3-39所示。
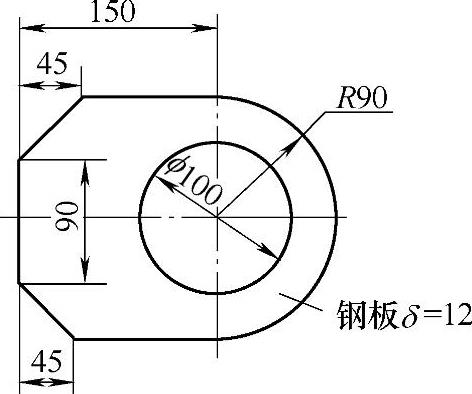
图3-38 气割工件图
技术要求
1.各尺寸公差为+2mm。
2.切割面凸凹不平处不大于2mm。
(2)外轮廓线的气割 切割外轮廓线时,应使气割线下部悬空,无搁置物阻挡,工件可按图3-40所示的方法摆放。
(3)内孔的气割
(4)割件的质量检查(https://www.xing528.com)
1)测量割件的各部尺寸是否符合图样要求。
2)检查气割切口表面是否平整干净,割纹是否均匀一致。
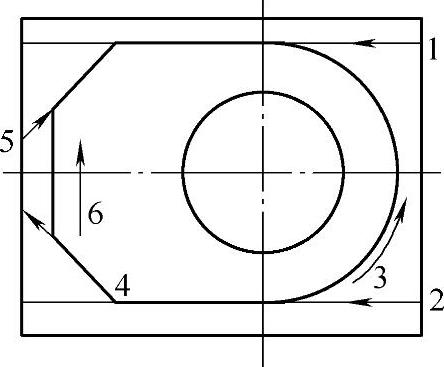
图3-39
3)检查切口边缘是否有熔化现象,氧化物是否易于清除。
4)检查切割直线段的直线度。
5)检查切割曲线段的圆度。
(5)清理检查交件 加工完毕检查工号等填写是否标准,清理场地后交件。
(6)安全与注意事项
1)氧气瓶一般应立放使用;乙炔瓶必须立放使用,并要平稳可靠。
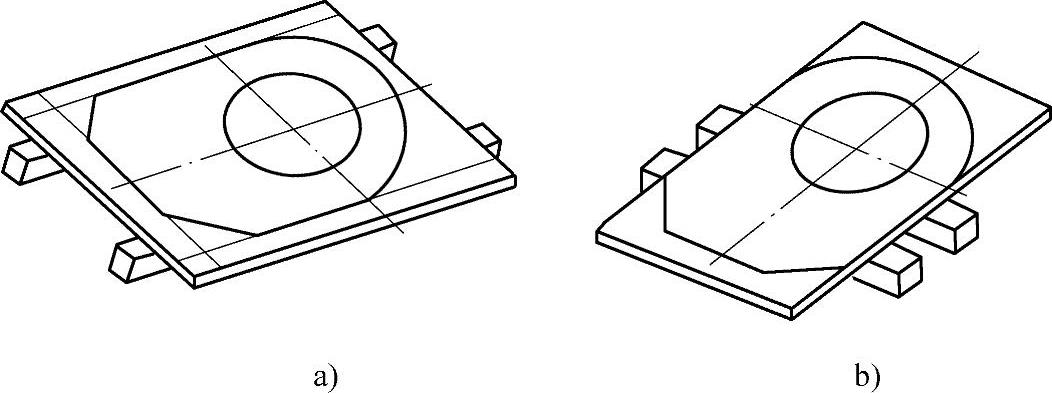
图3-40
a)割两直边时的摆放 B)割外弧及端边时的摆放
2)减压器、氧气瓶阀严禁沾染油污,不得用带有油污的手套安装减压器。
3)氧气瓶、乙炔瓶应距火源8m以外。
4)操作前必须穿戴好劳动保护用品,防止烧伤及烫伤事故的发生。
5)气割工作结束后,应及时整理工具,清理现场,做到文明生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。