



1.等离子和等离子弧的产生及特点
(1)等离子和等离子弧的产生 原子运动速度加快,使带负电荷的电子脱离带正电荷的原子核,成为自由电子,而原子本身就成了带正电的离子,这种现象就叫电离。若使气体完全电离,得到全是由带正电的正离子和带负电的电子所组成的电离气体,称为等离子体或等离子。
等离子体是物质固态、液态和气态以外的第四态。由于等离子体全部由离子和电子组成,所以等离子体具有极好的导电能力,可以承受很大的电流密度,并能受电场和磁场的作用。等离子体还具有极高的温度和极好的导热性,能量又高度集中,这有利于熔化一些难熔的金属或非金属。普通的焊接电弧,由于能量不够集中,气体电离得不够充分,因此它实际上只能称为不完全的等离子体。
通过对电弧进行强迫压缩,使弧柱截面收缩,弧柱中的气体几乎达到全部离子体状态的电弧,称为等离子弧。
等离子弧实际上就是一种高度压缩了的电弧。由于电弧经过压缩,能量密度大,温度高(10000~30000℃或更高),弧柱中心部分附近的气体都电离成离子及电子。而普通的电弧没有经过压缩,这就是二者质的区别。
等离子弧既可用来进行焊接,也可用来进行切割。
(2)等离子弧的特点
1)由于等离子弧有很高的导电性,能承受很大的电流密度,因而可以通过极大的电流,故具有极高的温度。又因其截面很小,则能量高度集中。用于切割的等离子弧,在喷嘴附近温度最高可达30000℃。
2)等离子弧的截面很小,从温度最高的弧柱中心到温度最低的弧柱边缘,温差非常大。
3)由于各种强迫压缩作用,以及电离程度极高和放电过程稳定,所以,圆柱形的等离子弧挺度好。
4)喷嘴中通入的压缩气体在高温作用下膨胀,又在喷嘴的阻碍作用下压缩力增加,从喷嘴喷出时速度很高(可超过声速)。所以等离子弧有很强的机械冲击力。这一点特别有利于切割,可使切口窄而且平齐。
5)由于等离子弧中正离子和电子所带的正、负电荷数量相等,故等离子弧呈中性。
2.等离子弧切割的原理和特点
(1)等离子弧的切割原理 等离子弧切割是利用高温、高冲击力的等离子弧为热源,将被切割的材料局部迅速熔化,同时,利用压缩产生的高速气流的机械冲刷力,将已熔化的材料吹走,从而形成狭窄切口的切割方法。它是属于热切割性质,这与氧乙炔焰切割在本质上是不同的。它是随着割炬向前移动而完成工件切割,其切割过程不是依靠氧化反应,而是靠熔化来切割材料。
(2)等离子弧切割的特点
1)应用面很广。由于等离子弧的温度高、能量集中,所以能切割各种高熔点金属及其他切割方法不能切割的金属,如不锈钢、耐热钢、钛、钨、铸铁、铜、铝及其合金等。在使用非移动等离子弧时,由于割件不接电,所以在这种情况下还能切割各种非导电材料,如耐火砖、混凝土、花岗石、碳化硅等。
2)切割速度快,生产效率高。它是日前采用的切割方法中切割速度最快的。
3)切口质量好。等离子弧切割时,能得到比较狭窄、光洁、整齐、无熔渣、接近于垂直的切口。由于温度高,加热、切割的过程快,所以此法产生的热影响区和变形都比较小。特别是切割不锈钢时能很快通过敏化温度区间,故不会降低切口处金属的耐蚀性;切割淬火倾向较大的钢材时,虽然切口处金属的硬度也会升高,甚至会出现裂纹,但由于淬硬层的深度非常小,通过焊接过程可以消除,所以切割边可直接用于装配焊接。
4)成本较低。特别是采用氮气等廉价气体时,成本更为低廉。
3.等离子弧的发生装置
图3-37所示为产生等离子弧的装置。(https://www.xing528.com)
电极接直流电源的负极,工件接正极,在电极和工件间加上一较高的电压,经过高频振荡器的激发,使气体电离形成电弧,然后将氩气或氮气在很高的压力与速度下,围绕电弧;吹过电弧放电区域,由于电弧受热压缩、机械压缩和磁压缩的作用,弧柱直径缩小,能量集中,弧柱温度很高,气体电离度很高,这种高度电离的离子流则以极高的速度喷出,形成明亮的等离子焰流。
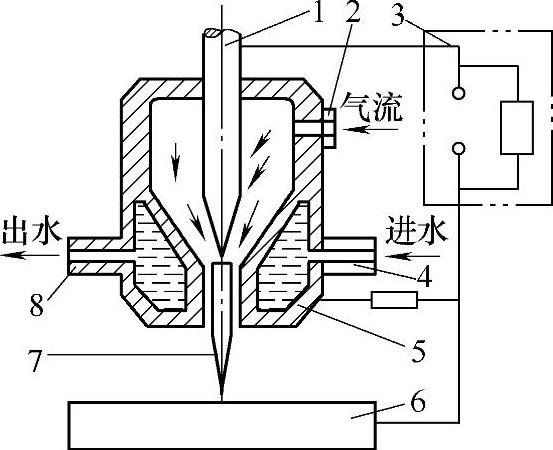
图3-37 产生等离子弧的装置图
1—钨极 2—进气管 3—高频振荡器、电源
4—进水管 5—喷嘴 6—工件
7—等离子弧 8—出水管
所谓热压缩作用是指气体流量及不同性质气体对电弧的压缩作用,气体通过弧柱时,气体要吸收很多热能而后电离成离子弧,当离子弧在通过用水冷却的枪体喷嘴时,贴近喷嘴壁面的气体电离度急速下降,导电能力很差,形成一个圆柱形绝缘绝热层,保护喷嘴内壁。气体流量加大时,已离子化的等离子流被压缩到弧柱的中心部位,弧柱直径显著缩小,电流密度明显增高。
通入不同的气体对电弧的压缩性有不同的影响,氢的压缩作用最大,氮其次之,氩更次之。由于氮气价格低廉,且切割速度及质量比较稳定,故获得广泛应用。
机械压缩作用是指喷嘴的尺寸和形状对弧柱的压缩影响。若喷嘴直径缩小时,弧柱直径相应被压缩而减小。
当离子流在加速电场中运动时,可以看成是无数根导体。而两根平行同向电流的导体,在电磁力作用下会使两根导线互相靠近,导体直径越小,在电流量不变的情况下,电流密度越大,电磁力越大。而在热压缩和机械压缩作用下,弧柱直径缩小,同时又相应产生很大的磁压缩,使电弧变得更细,这种压缩作用通常称为磁压缩作用。
4.等离子弧切割工艺
等离子弧切割的气体一般用氮气或氮氢混合气体,也可用氩气或氩氢、氩氮混合气。氩气由于价格昂贵,使切割成本增加,所以基本不用。而氢气作为单独的切割气体易燃烧和爆炸,所以也未获得应用。但氢气的导热性较好,对电弧有强烈的压缩作用,所以采用加氢的混合气体时,等离子弧的功率增大,电弧高温区加长。如果采用氮氢混合气体,便具有比使用氮气更高的切割速度和厚度。
切割电极采用含钍质量分数为1.5%~2.5%的钍钨棒,这种电极比采用钨棒作电极的烧损要小,并且电弧稳定。因钍钨棒有一定的放射性,而铈钨极几乎没有放射性,等离子弧的切割性能比钍钨棒好,因此也有采用的。
为了利于热发射,使等离子弧稳定燃烧,以及减少电极烧损,等离子弧切割时一般都把钨极接负,工件接正,即所谓正接法。
等离子弧切割内圆或内部轮廓时,应在板材上预先钻出直径约为12~16mm的孔,并由孔开始切割。等离子弧切割时,为了保证安全,应注意下列几个方面:
1)等离子弧切割时的弧光及紫外线,对人的皮肤及眼睛均有伤害作用,应注意加强保护措施(穿工作服、戴面罩等)。
2)等离子弧切割时,产生大量的金属蒸气和气体,吸入人体内常产生不良的反应,所以工作场地必须安装强制抽风设备。
3)电源要接地,割枪的手把绝缘要好。
4)钍钨极是钨与氧化钍经粉末冶金制成。钍具有一定的放射性,但一根钍钨棒的放射剂量很小,对人体影响不大。大量钍钨棒存放或运输时,因剂量增大,应放在铅盒里。在磨削钍钨棒时,产生的尘末若进入人体则是不利的,所以在砂轮机上磨削钍钨棒时,必须装有抽风装置。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。