



1.在圆柱形工件上钻孔的方法
在轴类或套类等圆柱形工件上,钻出与工件轴线垂直并通过轴线的孔,是钳工经常要遇到的一项工作。
当钻孔轴线与工件轴线的位置度和同轴度要求较高时,可做一个定心工具,如图3-6所示。钻孔前,先找正钻床主轴中心与安装工件的V形块的中心位置,使它们保持较高的位置度要求。其方法是:先用百分表来测量定心工具圆锥部分与钻床主轴的同轴度误差,误差应在0.01~0.02mm之内。然后使圆锥部分与V形块贴合,并用压板把V形块位置固定。在端面上划出所需的中心线,用直角尺找正端面的中心线使其保持垂直,如图3-6b所示。换上钻头并让钻尖对准钻孔中心后,把工件压紧。接着试钻一个浅坑,看中心位置是否正确。若有误差,可借正工件再试钻。如果找正和钻孔工作认真细心,钻孔中心线与工件轴心线的位置度误差可控制在0.1mm以内。
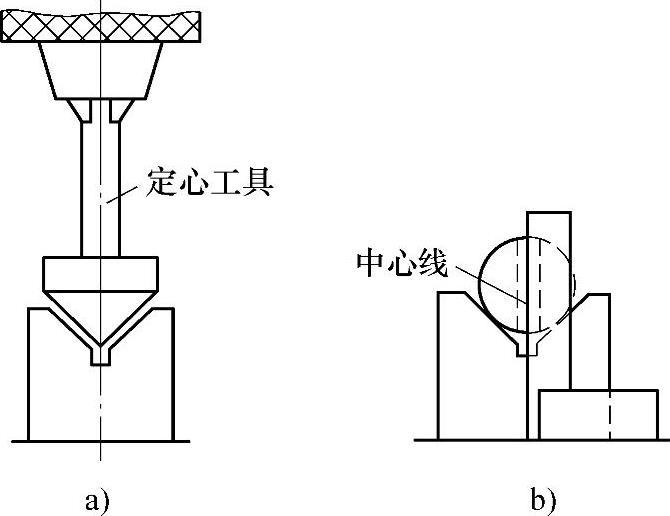
图3-6 在圆柱形工件上钻孔
当位置度要求不太高时,可不用定心工具,而利用钻头的钻尖来找正V形块的中心位置。然后再用直角尺找正工件端面的中心线,并使钻尖对准钻孔中心,进行试钻和钻孔。
2.在斜面上钻孔的方法
用标准钻头在斜面上钻孔,由于钻头在单面径向力的作用下,钻头两切削刃将产生严重的偏切削现象,因此钻头势必会产生偏歪、滑移而钻不进工件,即使有时能勉强钻进,钻出的孔也难于保证其中心的直线度和圆度,甚至造成钻头折断。
为此,可采取以下方法纠偏:
1)先用立铣刀在斜面上铣出一个平面,如图3-7所示,然后再打样冲眼钻孔。
2)用錾子在斜面上錾出一个小平面后,先用中心钻钻出一个较大的锥坑,或先用小钻头钻出一个浅孔,再钻孔时钻头的定心作用加强,就不容易偏歪了。用中心钻的目的是它的刚度好,不易偏歪。用小钻头先钻浅孔时,为了保证钻头有较好的刚度,也要选用较短的钻头,同时使钻头在钻夹头中的伸出部分尽量要短。
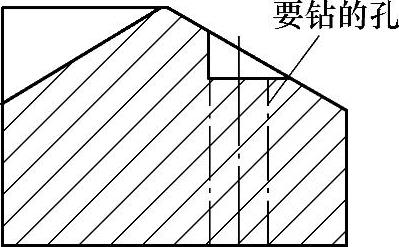
图3-7 先用立铣刀铣出平面
3.钻半圆孔的方法
钻半圆孔时也会产生偏切削现象,所以也不能采用一般的钻削方法。(https://www.xing528.com)
当所钻的半圆孔在工件的边缘时,可把两个工件结合起来钻;若只需一块时,则可用一块相同的材料与工件合在一起钻孔。
在钻壳体与其相配衬套之间的骑缝螺钉孔时,如图3-8所示。由于两者材料一般都不相同,钻孔时,钻头往往要向软材料一边偏移,影响钻孔质量。所以孔中心的样冲眼要打在略偏于硬材料的一边,以抵消因切削阻力不同而引起的钻头向软材料方向偏移,可使钻孔中心处于两个工件的中间。
在钻骑缝螺钉孔时,应尽量用短的钻头,钻头伸出在钻夹头外面的长度也要尽量短,以增强钻头刚度;钻头的横刃要尽量磨窄,以加强定心作用,减少偏斜现象。
钻半圆孔时,如果采用如图3-9所示的半孔钻,则效果较好。这种钻头是把标准麻花钻的钻心修磨成凹凸形,以凹为主,突出两个外刃尖,使钻孔时切削表面形成凸肋,限制了钻头的偏移,因而可以进行单边切削。钻孔时宜用低速手动进给。
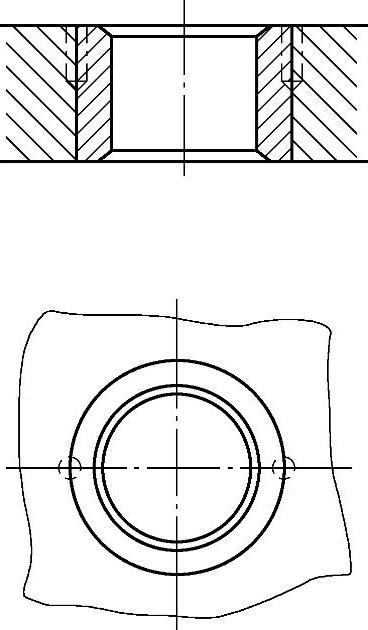
图3-8 钻骑缝螺钉孔
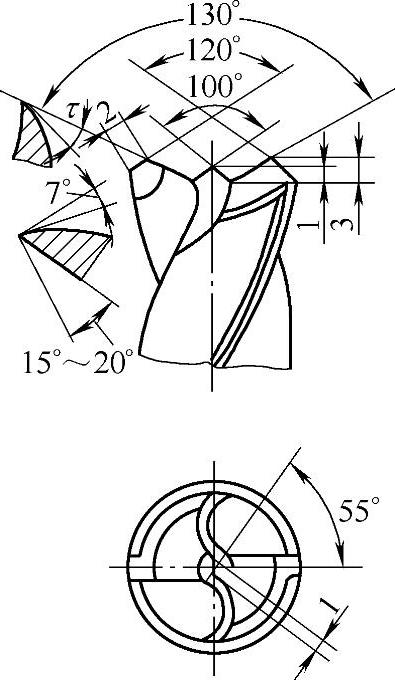
图3-9 半孔钻
4.用电钻进行钻孔的方法
用电钻进行钻孔时,除应遵守电钻使用安全规则外,还必须注意以下几点:
1)电钻在使用前,须开空机运转一分钟,检查传动部分是否运转正常。若有异常,应排除故障后再使用。
2)使用的钻头必须锋利。后角应磨得稍大一些,约8°~10°,顶角2ϕ等于90°~100°。
3)钻孔前,孔中心的样冲眼须冲得大一些。这样,钻头就不易偏离中心。
4)钻孔时,先试钻一浅坑,若与所划的钻孔圆周线不同心,可依靠钻进方向作适当调整,使偏离旋转中心较远处多切去一些,予以借正中心。待试钻达到同心要求后才可继续钻下去,此时,两手用力要均匀,不宜用力过猛,钻进方向必须与孔轴线保持一致。当孔将要钻穿时,应相应减小压力,以防发生事故。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。