



如图2-71所示将锥管与柱管分块展开下料并成形,最后总装。
1.操作前准备
(1)工具 锤子、錾子、划针、划规、样冲、钢卷尺、锉刀、砂轮机、振动剪等。
(2)备料 Q235A钢板,δ=2mm;油毛毡。
(3)设备 焊机、型台。
2.操作要求
1)手工下料,手工成形,成形后只允许锉刀手工修磨。
2)锥管结合线在最左素线。支管分两块下料成形。接合缝只允许定位焊。
3)操作时间为300min。
3.操作工艺
(1)熟悉图样、工艺、认真阅读技术要求及考核要求 通过审读图样、技术要求明确构件材质为2mm厚的普通低碳钢,工艺性好;工件为相贯件,尺寸精度要求较高,单件需手工完成。手工成形难度较大,装配精度较高;锥柱相贯夹角须在视图中求取;柱管前后对称,一次成形难度较大,需分为前后两块成形组配后与锥管装配。
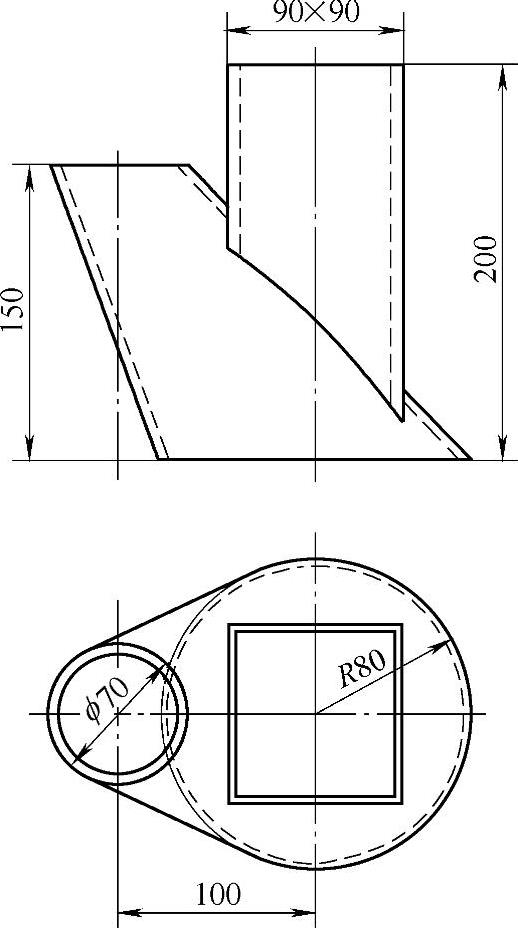
图2-71 工件图
(2)样板制作(油毛毡)
1)线形放样。
①确定线形放样基准,以俯视图中中心线为长度、宽度基准。(https://www.xing528.com)
②按几何尺寸做出构件基本轮廓线形。构件形状前后对称,为节省工时可只画出工件一半线形。
2)结构放样。
①素线法求取工件相贯线并以相贯线为界划分为锥、柱管,锥管件结合线在最左素线、柱管结合线以宽度中心线将柱管等分为前后对称两部分。
②制作管口卡形样板并注明内径尺寸;量取主要素线(锥管最前、后、左、右素线;柱管四条棱线)长度并记录(锥管相对弯曲半径r内/δ很大,板厚可以忽略不计;柱管以内皮长度作板厚处理及确定展开料长)。
3)展开放样。
①柱管件用平行线展开法展开、锥管放射线法展开。
②展开得到锥管和柱管号料样板,用手剪仔细剪除多余边料,线性尺寸测量锥管上下口展开弧长、主要素线长度及柱管棱线高度、展开长度是否标准。
(3)号料与下料 根据得到的样板在2mm厚的钢板上号出三块坯料,注意各特殊点要用样冲打出标记。手工錾切下料,锉削至符合尺寸要求。
(4)成形装配 在型台上将锥管成形,使每条素线与型台轴线平行,用木锤敲击伸出部位,锤击顺序是先槽头,后弯曲中间,弯形过程中随时用卡形样板检查弧度以免过卷或欠卷;台虎钳上折弯柱管,注意前后两半折弯方向应该相反。成形后在结合线处定位焊后用卡形样板检查锥管管口圆度并修形至符合标准;检查柱管边长、直线度及对角线尺寸;后修整各管口平面度,在不改变主要素线长度的前提下将各管口修平。按几何尺寸要求将两管件装配完成后用卡形样板检查上下口圆度、角度、平面度等,整形至符合标准。
(5)清理检查交件 加工完毕检查工号等填写是否标准,清理场地后交件。
(6)注意事项
1)放样时合理安排图形位置。
2)号料时要注意划线方法,避免误差出现。錾切下料应根据个人操作水平留出适当加工余量。
3)成形过程中应注意表面素线应与型台轴线平行,避免错口、错边等缺陷产生,成形后外表面应平整光滑无明显锤痕。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。