



1.冷作结构件的特点
1)冷作结构件的制造过程相对机械加工的机件制造过程来讲,要求的加工精度较低,一般不需要加工,或者是为加工前做准备工作。
2)冷作结构件所用的材料多数是板材和各种不同种类、不同规格的型材。所用材料的材质大多是焊接性较好的低碳钢。
3)冷作结构一般都是不可拆卸的永久性连接,只有特殊的组件、部件之间是螺栓联接的。
4)组成冷作结构的零件数量较多。
5)冷作结构多用于设备、机器的外露表面或使用在自然环境中。因此,这种结构一般都要进行防腐蚀处理。
6)有些冷作结构件的外形尺寸比较大、几何形状比较复杂。因此,制造冷作结构件的工艺较为复杂。
7)冷作结构件的焊接工作量较大。
由于冷作结构有别于其他结构,因此,掌握冷作结构及其图样的特点,是读懂设计图样、顺利进行放样展开和装配工作的基础。
2.冷作结构图的特点
基于冷作结构的各种特点,绘制出的冷作结构图也比较复杂,冷作结构装配图是机械图样中比较复杂的一种。其特点如下:
1)冷作结构装配图的图样幅面较大,图中所表达的组件、部件和零件也比较多,而单件图较少。
2)冷作结构装配图中所表达的零件、部件的形状有时很不规则,视图比较复杂。要从图中找出每一件的几何形状、尺寸大小比较困难。
3)冷作结构图中部分零件、部件不能直接从图中给定的尺寸下料,还需进行放样展开;所以相贯线、截交线较多,也是比较难以绘制和读懂的。
4)由于冷作结构图中组件、部件较多,单单用几个基本视图不能完整地表达清楚零件之间的相互关系。所以,经常有许多辅助视图、局部放大图等。
5)冷作结构图中经常用到一些简便画法和特殊画法,如轴测方式划管路图等。
6)目前,焊接是冷作结构件的主要连接方式,图中焊接符号特别多。
3.识图的方法和步骤
对一份冷作图样进行识读,通常应按以下的方法和步骤进行。
(1)通读
1)通过标题栏了解构件的名称及其用途。
2)通过图样的主要视图了解构件的大致轮廓,形成一个整体概念。
3)通过明细表结合图样,了解构件的主要组部件或主要零件的概况。
4)结合技术要求了解构件的制造要求和制造特点。
(2)详读
1)通过多方位的视图,结合明细表和技术要求,对主要组部件或主要零件进行进一步的详细研读,包括其形状、尺寸、结构特点、相互间的连接关系等。
2)如果有部件图,应对部件图进行详细阅读;如果有装配工艺等指导性文件,应结合图样和技术文件进行详细的分析。通常,在经过详读后,对图样了解后便可以进行下一步工作。
(3)细读 结合明细表顺序对每一零件进行图-表对应的研读。要清楚每一件的形状、大小、材料、位置以及相互间的连接关系等。
需要指出的是:识读图样是冷作工必须掌握的基本技能,必须读懂图样、明确要求,才能开始进行放样展开或装配工作。切忌在未读懂图样前就盲目地动手操作,以免使工作无法顺利进行。
总之,由于冷作结构的复杂性,决定了冷作结构图的复杂程度。要想熟练、准确地读懂冷作结构图,除了要掌握机械制图的基本知识外,还需要大量实践,不断地增强三维空间概念,积累经验,逐步提高识图水平。
4.识图应用
下面结合两个冷作结构的图样来进一步说明识图的方法和步骤。
图2-11为一支撑座结构图图样,用上面介绍的识图方法和步骤进行识读。
(1)通读
1)首先明确这是一张部件图,通过总图(未画出)和部件图的标题栏,了解到构件的名称为支撑座,处于设备的下部,其用途为支撑主轴。
2)通过图样的主要视图了解到构件的轮廓:由两件槽钢立放在底板上,是这一部件的主体,两块侧板和四块肋板构成对其支撑。(https://www.xing528.com)
3)通过明细表结合图样,了解到构件的主要零件是两件槽钢和底板。
4)技术要求中提到该部件焊后要进行消除应力处理,这是由于其支撑主轴要求其在使用中保持稳定。
(2)详读和细读 由于该部件比较简单,将详读和细读放在一起进行。
1)底板1尺寸为10mm×400mm×900mm,上面开有地脚孔,用以通过地脚螺栓固定在地基上,其他备件均装焊在底板上。
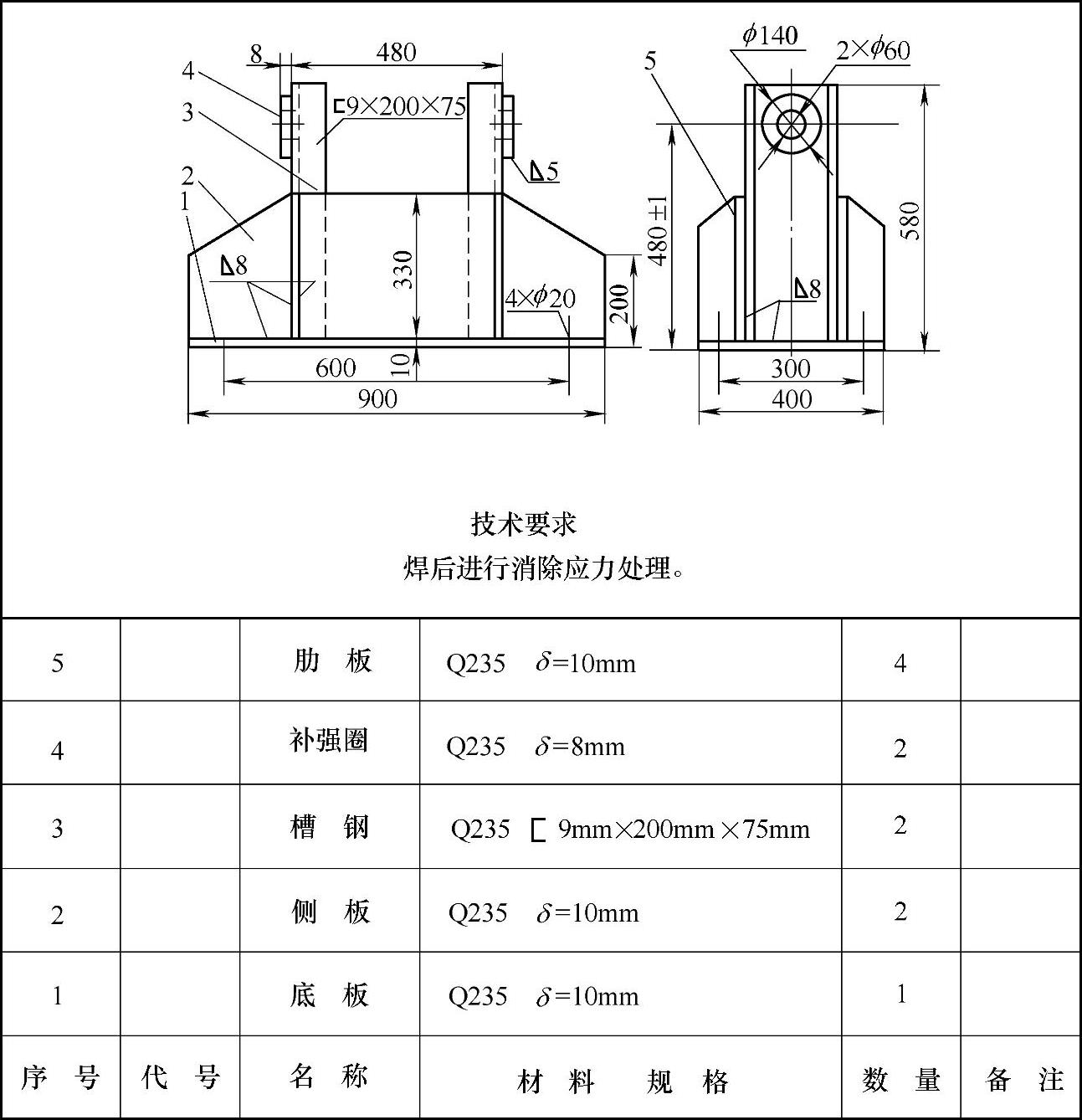
图2-11 支撑座结构图
2)槽钢3长度=580mm-10mm=570mm,立放,凹侧相对装焊于底板中心线上。以槽钢背部确定装配尺寸,两槽钢相距为480mm。
3)从左视图纵向看去,侧板2两件夹着槽钢立装焊于底板上,侧板的长度与底板相同,高度为300mm,两角割去130mm×210mm的斜角。
4)四块肋板5装焊于侧板外侧与底板的交角处,装焊位置如主视图所示。
5)补强圈4,装焊在槽钢下部开孔处。
从该构件的作用和特点来看,应注意以下几点:
1)槽钢3与底板1之间的垂直度很重要,两槽钢直边的间距也很重要,装配时应特别加以注意。
2)所有焊缝均为连续焊,为保证支承座牢固,焊脚尺寸应符合图样要求。
3)2×ϕ60mm孔及其位置高度因牵扯到安装主轴,其位置精度很重要,但由于要采取进一步的机械加工,冷作装配时,只要保证有足够的加工余量即可。
4)技术要求中,要求支承座在焊后进行消除应力处理。因此,支承座在装配、焊接后要进行矫正,矫正的重点是底板和侧板的焊后变形。同时,也要检查槽钢间距是否发生变化。
矫正后转下道工序进行消除应力处理和机械加工。
图2-12为一储油罐的结构图样,是一张比较典型的冷作结构图样。现仍以前面介绍的方法和步骤进行识读。
(1)通读 通过标题栏和图样及技术要求看到,这是一个储存油品的储油罐,属于压力容器。
该结构是两端连接有椭圆封头的圆柱形容器,罐体上部开有各种用途的管口,下部配有用于安装的鞍式支座,罐体一端有用于安装液位显示器的接管。
(2)详读 对照零件编号和零件明细表,可以看出罐体主要由以下几类零件构成:
1)筒体12由多节圆筒对接而成。筒体两端与椭圆封头对接,下部焊有鞍式支座,上部开有一系列的孔,焊有各种不同用途的接管。筒体有部件图。
2)封头13共两件,是标准件。其中左边一件开孔焊有液位计接管。
3)鞍式支座14共两件,作为部件提供。
4)人孔法兰4、5是施工或检修的出入口。装配前,将接管与管口法兰焊好,作为部件提供装配。
5)补强板6则作为单独零件提供给装配。
6)液位计接管1、2的法兰规格相同,管子的规格也相同,只是长度不同,也是预先装配焊好提供的部件。
7)接管7、8、9、10、15法兰相同而管子长度不同,同样需预先装配焊好后,作为部件提供装配。
(3)细读 结合总图、部件图和工艺文件,进一步地查清一些重要的交接关系、装配尺寸等细节。
1)标准中规定:相邻焊缝间隔必须大于50mm。因为筒体12在制造时,由于钢板宽度、长度所限,有时要用多节筒体对接而成,必然存在着筒体对接的纵焊缝和环焊缝。在号料和制作筒体这一大部件时,要考虑将这些焊缝安排到合适的位置,以免和接管孔焊缝、补强圈焊缝、鞍式支座焊缝重叠或相距太近。
2)技术要求中提到的焊接标准要明确,以备零件制作时加工焊接坡口,装配时核查焊接坡口和预留焊缝间隙等。这些内容往往在结构图样中,采用局部放大视图加以表达。例如,图2-12中局部放大视图Ⅰ表达了人孔的接管与管口法兰之间的装配关系和焊接形式;局部放大视图Ⅱ表达了人孔接管与筒体及补强圈的交接关系和焊接形式;局部放大图Ⅲ则表达了其余同规格接管与筒体的交接关系和焊接形式。
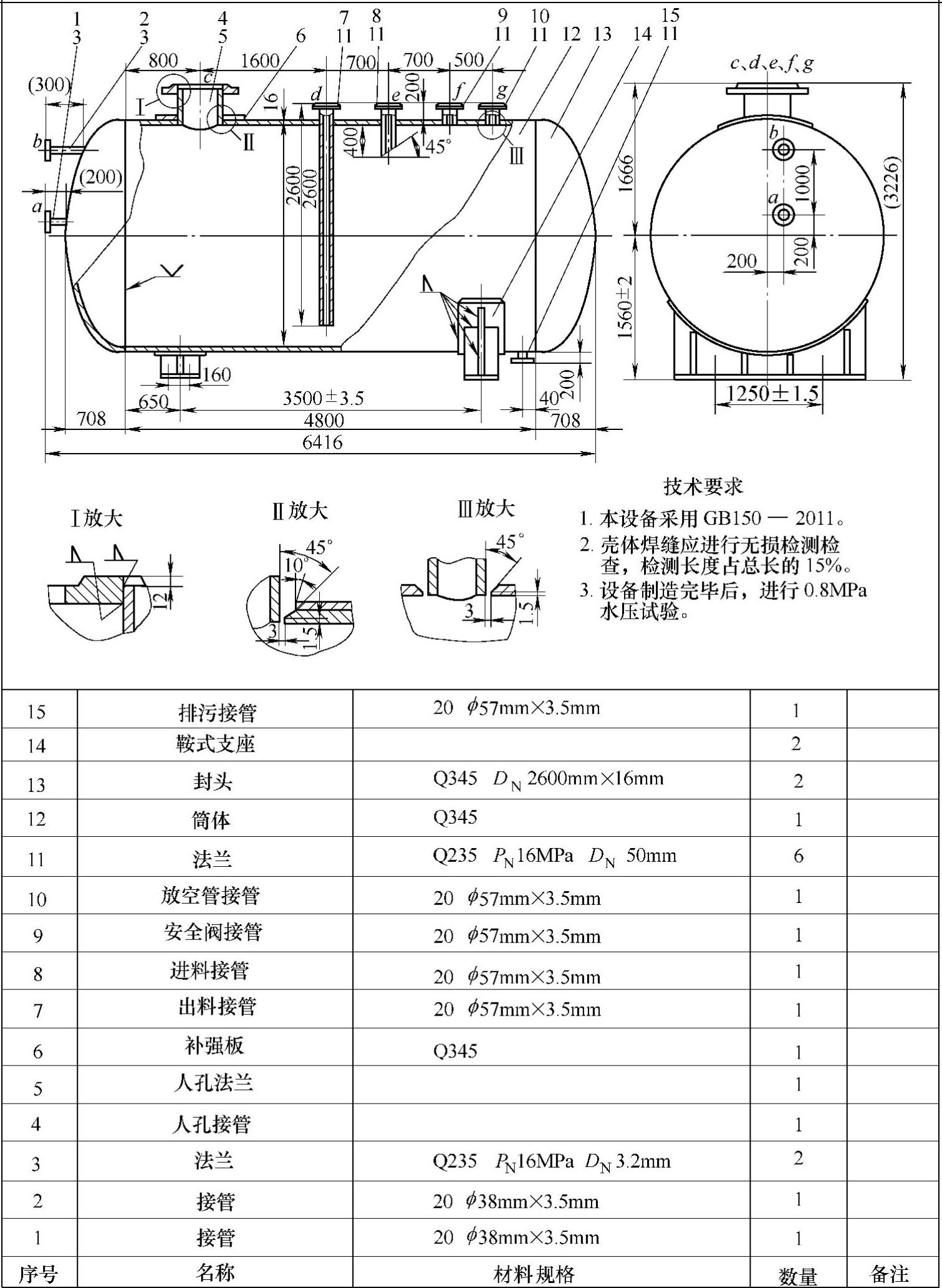
图2-12 储油罐结构图
3)构件的装配尺寸中,标有公差的尺寸是比较重要的尺寸。例如,图中鞍
式支座地脚孔的尺寸和罐体中心高度,因与提供给用户的安装尺寸有关,所以应加以保证。至于其他没有标注公差的尺寸,应按图样展示的尺寸基准进行装配。装配过程中和装配后的检验,可按标准公差IT14级来要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。