



1.桁架结构
所谓桁架构件,是指由各种型钢杆件构成的各类承重支架结构,如屋架、管道支架、输电塔架。桁架构件放样,具有以下特点:
1)桁架构件的尺寸通常较大,其图样往往是按比较大的缩小比例绘制的,因而其各部尺寸(尤其是连接节点各部位尺寸)未必十分准确。通过放样,核对图样上的各部尺寸是桁架构件放样的重要任务。
2)由于桁架构件的基本组成零件是型钢杆件,而且在桁架的制造过程中,这些杆件通常不再进行弯曲加工,所以桁架构件放样,一般不含有展开放样的内容。
3)桁架构件的图样一般只给出桁架构件上各杆件轴线的位置关系和结构外形的主要尺寸,而各杆件的长度在图样上往往并不完全标注。因此,准确地求出桁架各杆件的长度是桁架构件放样的主要内容。
4)桁架构件通常采用“地样装配法”进行装配。放样图必须按1∶1的比例绘制,而且要清楚地反映各杆件间的位置关系,同时做出装配所需的一些标记。
2.简单桁架构件放样
(1)放样构件图(见图1-9)。
(2)放样步骤与方法
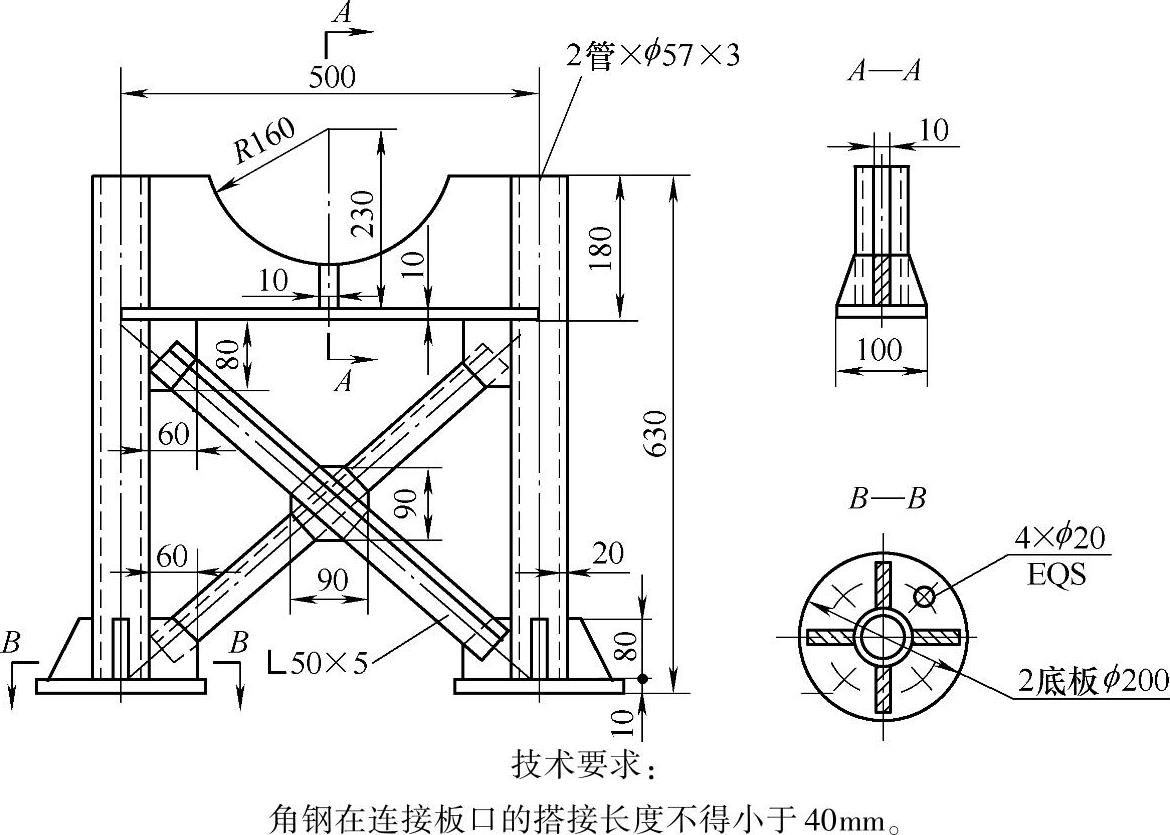
图1-9 简单桁架放样工件
1)准备工作。准备工作主要包括准备放样平台和放样量具、工具。
放样平台通常由厚度12mm以上的低碳钢板拼制而成。钢板接缝应打平、磨光,板面要平整,板下面须用枕木或型钢垫起,且调平整。放样时,为使线形清晰,常在板面上涂带胶白粉。
2)识读施工图样。在识读图样的过程中,主要解决下列问题:
①了解工件的用途及一般技术要求,以便确定放样划线精度及结构的可变动性。本工件为一个管道支架,放样精度较高。因图样上未给出中间连杆长度,需要在放样中确定。
②了解工件的外形尺寸、质量、材质、加工数量等概况,并根据本厂的加工能力(如矫正设备、起重设备、花工场地等),选定施工方案。本工件为单件生产,外形尺寸小、质量轻,工厂加工能力容易适应。
③弄清楚各杆件之间的位置关系和尺寸要求,并确定可变动与不可变动的杆件。本工件各杆件轴线位置、地脚位置、圆弧托板的弧线位置是不可变动的。其他杆件尺寸,必要时可根据实尺放样情形,做适当改动。
3)线形放样。
①确定放样划线基准。根据本工件要保证的几个主要尺寸要求,选择支架底平面轮廓线和任一主管件轴线为主视图的两个放样基准。
②划出构件基本线形,如图1-10所示。构架结构以各杆件轴线位置为依据,进行设计时的力学计算和分析。各杆轴线的位置对桁架的受力状态、承载能力影响很大。因此,桁架结构中各杆件的轴线即是结构的基本线形,应该首先划出。为保证桁架能有理想的受力状态,在桁架的各节点处,杆件轴线应相交(图样上有特殊要求者除外)。其次,应划出主管、地脚板、上托板这些不可变动件的准确位置和必要的轮廓线。
4)结构放样。
①在基本线形图上划出连接板和未定杆件,如图1-11所示。这时,应注意图样上所划出的杆件轴线是型钢的重心线,而不是型钢宽度的中心线。为提高工效,当杆件较长时,可以仅划出节点部位杆件线形图,而杆件的中间部分省去不划。
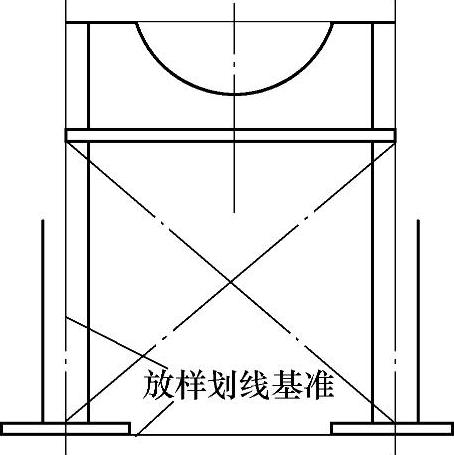
图1-10 支架线形放样
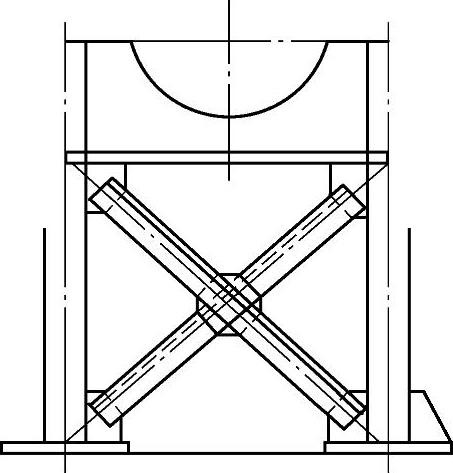
图1-11 支架结构放样
②图样划好后,在样图上确定中间杆尺寸,并量取、记录。确定中间杆长度时,要保证杆件与连接板搭接焊缝长度足以满足强度要求。当图样上出现杆件重叠或杆件在连接板上搭接过短时,应修正图样所给的尺寸,如图1-12所示。修正结构尺寸时,应注意结构主体杆件及各轴线尺寸不得改动。
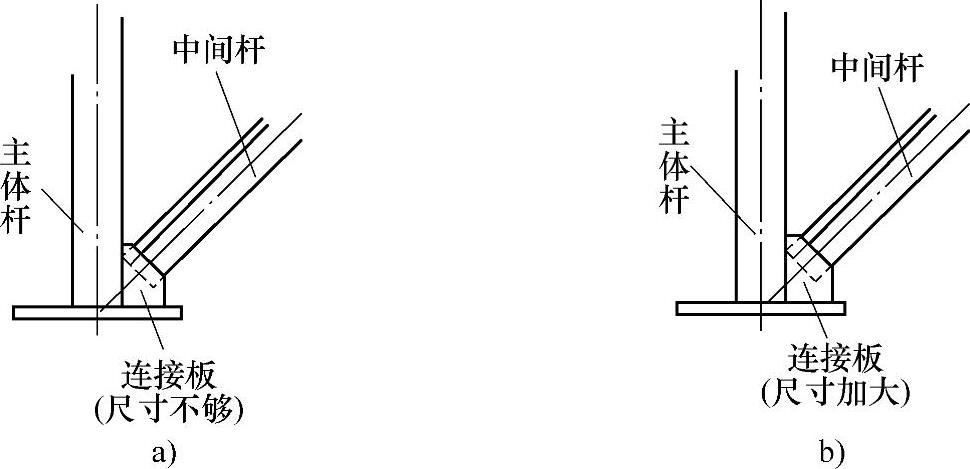
图1-12 修正结构尺寸
a)改动前连接板尺寸不够 b)改动后加大连接板尺寸
③本工件需要制作的全部样板如图1-13所示。制作样板时,可分不同情况,采用直接划样法(如地脚板)或过渡划样法(如连接板)划出。各长度样杆,则可在样图上直接量取杆件长度制作。
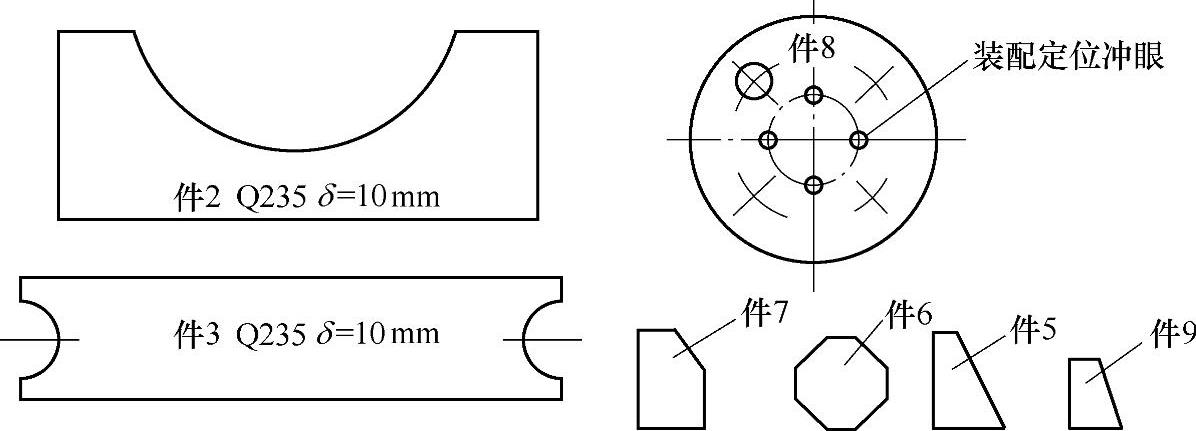
图1-13 支架各样板
样板、样杆上应注明杆件的件号(或名称)、数量、材质、规格及其他必要的说明(如表示上、下、左、右的方位、焊缝长度等)。
④若桁架采用地样装配法,样图上的重要位置线应打出样冲眼,并用白铅油做出标记。
3.箱型结构
箱型结构对于大型钢结构件来说,是承载负荷大、位置重要的特殊结构,多采用大跨距、大高度的箱型梁(柱)结构形式,箱形梁具有较好的强度和刚度,稳定性较好,受力均匀,承载能力优于其他结构,并且箱型结构便于布置各种大型设备,如龙门吊主梁上可以布置上下小车行走机构轨道。
箱体结构也是某些机床产品上的重要部件,主要起到支承作用,它的垂直度、水平度及平面度要求较高。在生产中,工件一旦出现变形超差,矫正的工作量比焊接工作量还大,而且矫正后也难以完全达到产品图样要求。为了保证质量,在产品的技术准备中,需要根据产品的结构特点,结合焊接变形,制定合理而科学的加工装配工艺,以保证产品质量。
箱型结构制作中的最大难点就是变形控制,变形控制要采用逐步控制,避免累积。箱形结构质量控制过程中关键点是:划线下料精度和余量的控制,对接组对装配变形控制,焊接变形的预防、控制和矫正。从过程控制中关键点着手,力求把箱型结构变形降到最低。
例 电动机机座的制造
图1-14所示为电动机的机座。它由底板10,立板5、7、11,肋板3、8和面板2、4等组成。在底座的A平面安装电动机,B平面安装减速箱,C平面安装在基础上。
1)机座零件的放样尺寸及加工工艺。机座零件的放样尺寸及加工工艺见表1-4。
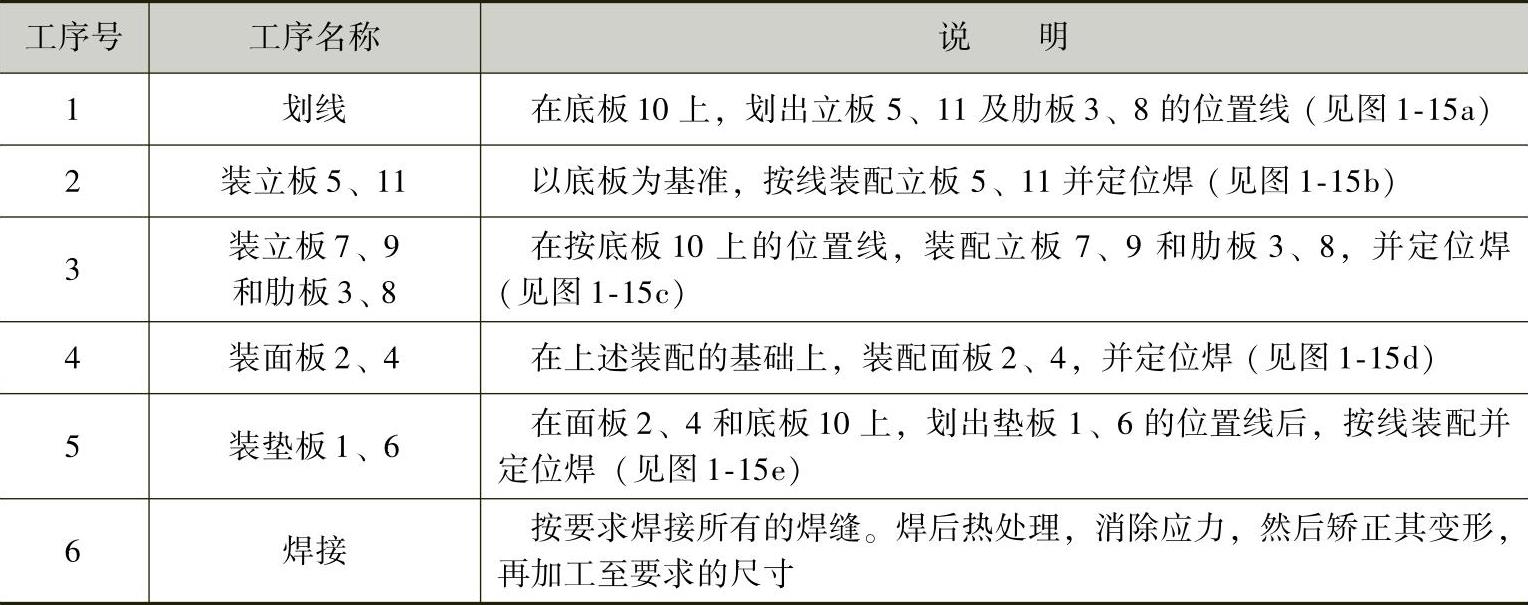
2)机座的装焊工艺过程。机座的装焊工艺过程见表1-5。
3)工艺要点分析,如图1-14和图1-15所示。
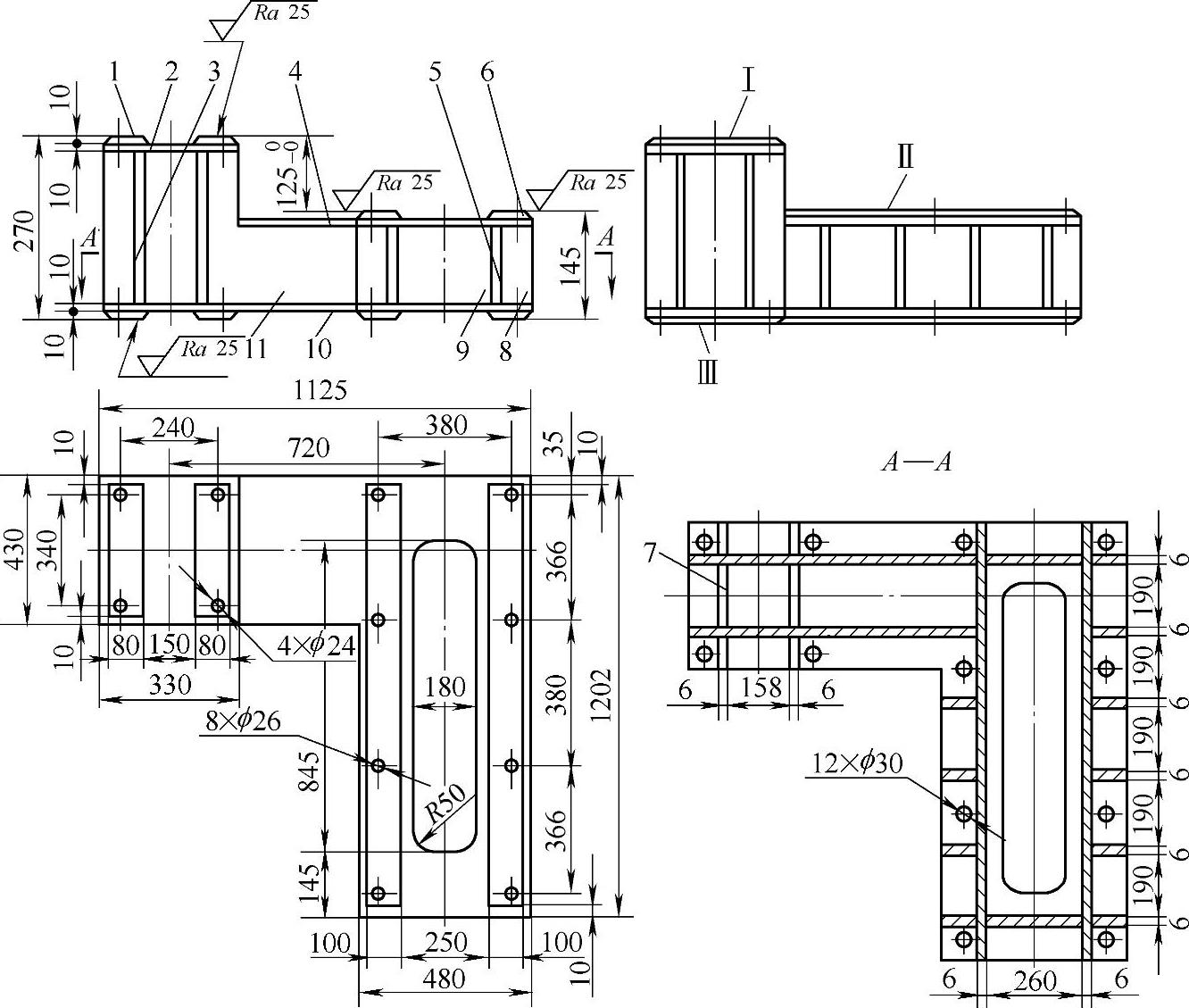
图1-14 电动机机座
表1-4 机座零件的放样尺寸及加工工艺

表1-5 机座的装焊工艺过程
 (https://www.xing528.com)
(https://www.xing528.com)
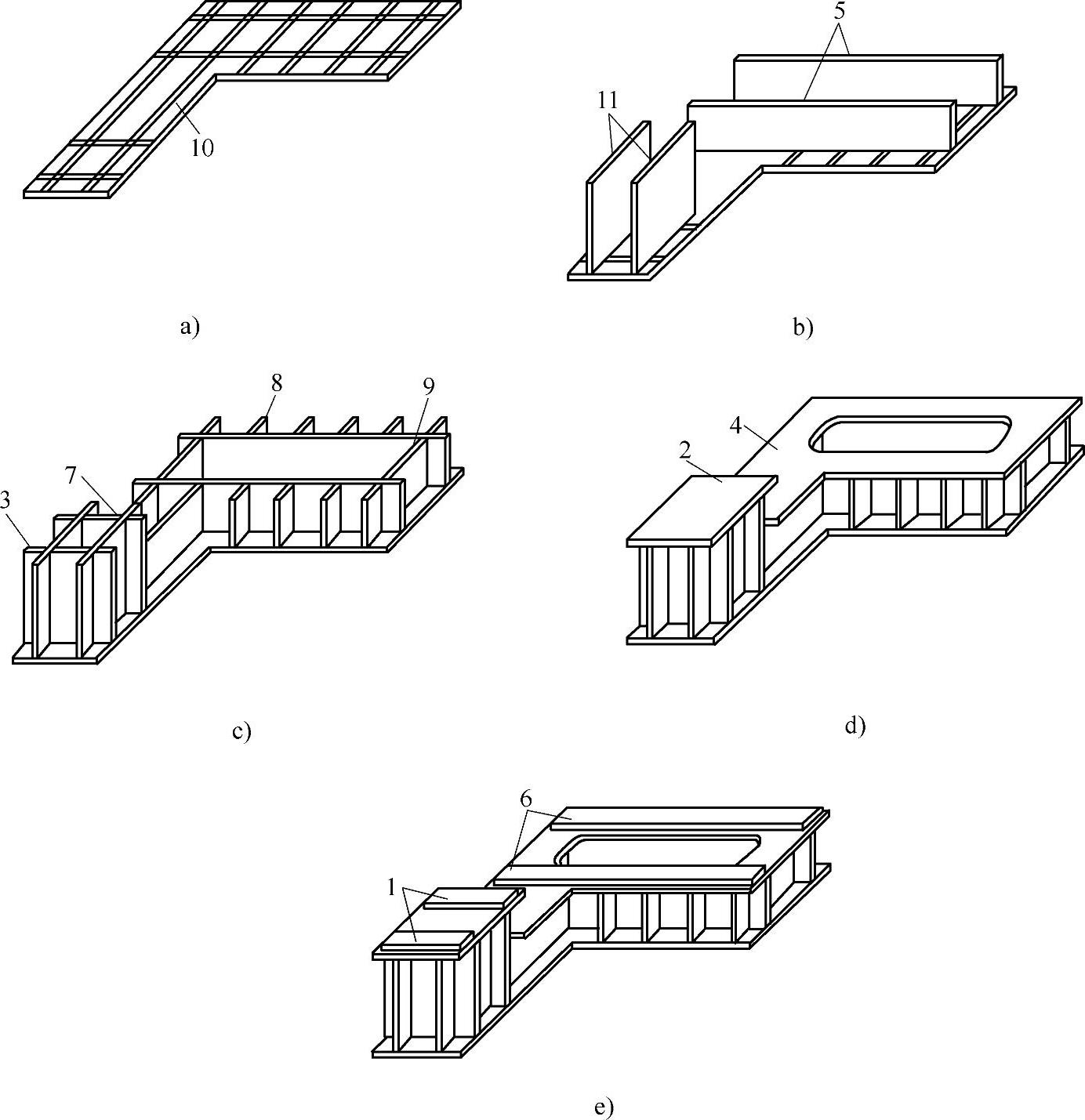
图1-15 电动机机座的装配
①底座的Ⅰ、Ⅱ两顶面不在同一平面上,而底面Ⅲ为平面,所以应以底板10为装配基准。
②在底板10上装配立板与肋板时,应先装立板,后装肋板,才能保证装配的精度。
③垫板1、6表面需加工,所以坯料需留5~6mm的加工余量。
④Ⅰ、Ⅱ两平面间的高度尺寸125+-005mm,由切削加工保证;Ⅰ、Ⅲ两平面间高度尺寸270mm,由肋板3,立板7、11与立板的高度尺寸保证;Ⅱ、Ⅲ两面间高度尺寸145mm,由立板5、9与肋板8的高度尺寸保证。
4.容器结构
(1)容器构件放样工艺特点
1)容器构件的主体是由板材制成各种形状的壳体组合而成。为得到容器构件用料的实际形状和尺寸,需将组成容器构件的各壳体展开。因此,展开放样是容器构件放样的主要内容之一。
2)板厚处理是展开理论与实际展开放样之间的过渡环节。板厚处理正确与否,直接影响构件形状、尺寸的准确性,是容器构件放样成败的重要影响因素。
3)容器构件无论外部形状还是内部结构,往往都比较复杂。因此,其制造工序多,工艺难度大,需要在放样中制作多种类型的样板,有时还要绘制一些草图。
(2)例简单容器构件放样
1)放样工件图。放样工件图如图1-16所示。
2)放样步骤与方法。
①准备工作与桁架构件放样相同。
②识读分析工件图样。
a.本工件为简单容器构件,但尺寸精度要求较高。
b.本工件较小,不需要很大的作业场地;工件质量轻,加工过程中不需要起重设备;工件仅为一件,只能手工弯曲;放样时要留取工件锥度,以便制作弯曲胎具时参考;工件材料为普通碳素结构钢Q235A,工艺性能好。
c.图样上工件各部分投影关系及尺寸要求清楚无误。
3)线形放样。线形放样如图1-17所示。
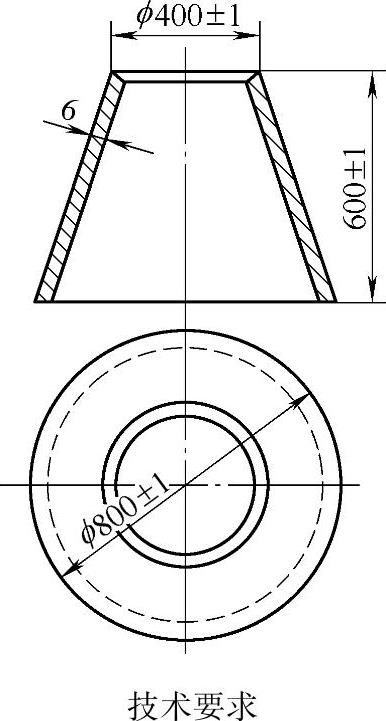
图1-16 圆锥筒工件
1.用卡形样板测量圆度,间隙应小于1mm。
2.上下两口平行度偏差应小于1mm。
①确定放样划线基准。主视图以中心线和锥筒底面轮廓线为放样划线基准;俯视图以两中心线为放样划线基准,如图1-17a所示。
②划出工件基本线形,如图1-17b所示,因为工件为对称形状,所以,可以工件对称轴为界,仅划出一半的基本线形。
4)结构放样。
①确定圆锥筒分两半进行弯曲,然后装配成一体。两部分连接位置定在中心线处;因工件较薄,连接焊缝不必开坡口。
②弯曲加工胎具数据:胎具长度可取为700mm。
粗算胎具锥度:

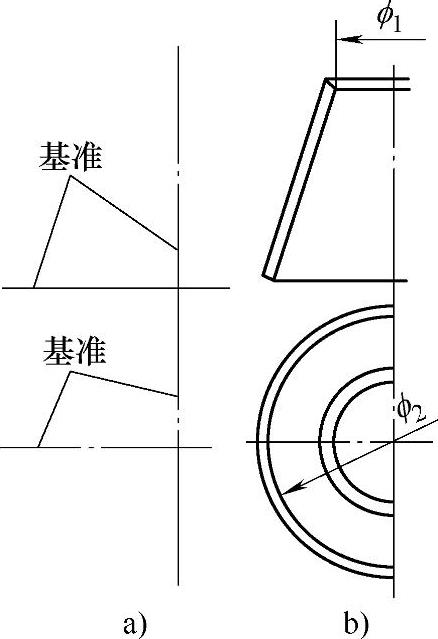
图1-17 锥筒线形放样
a)划基准线 b)划基本线
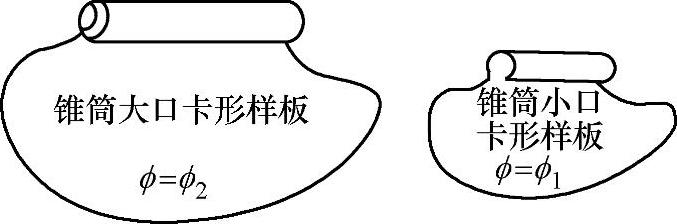
图1-18 锥筒弯曲加工样板
③制作锥筒弯曲加工样板两个如图1-18所示。其中,上口(圆锥筒小口)卡形样板直径为ϕ1,底口(圆锥筒大口)卡形样板直径为ϕ2,均由放样图量取,如图1-17所示。样板上要注明名称及相关尺寸。
5)展开放样。
①进行锥筒展开时,上口展开长度、底口展开长度以及锥筒高度,都以板厚中心层为基准计算(本工件中心层即为弯曲中性层),处理后的放样图如图1-19所示。
②利用板厚处理得到的锥筒单线投影图,画出锥筒展开图如图1-20所示。
③制作锥筒号料样板。制作锥筒号料样板如图1-21所示。
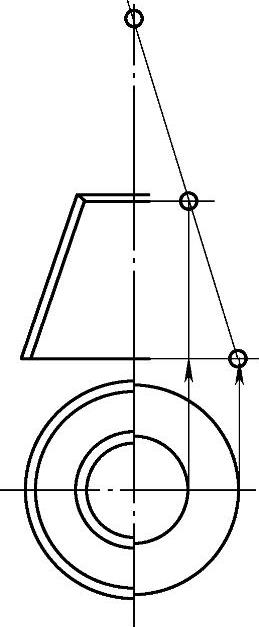
图1-19 锥筒展开板厚处理
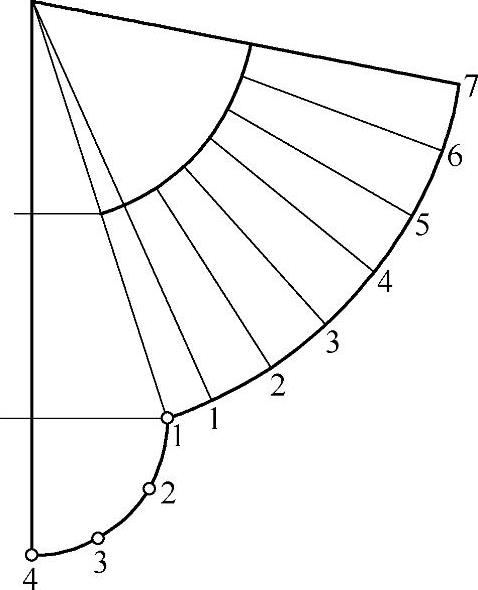
图1-20 锥筒展开过程
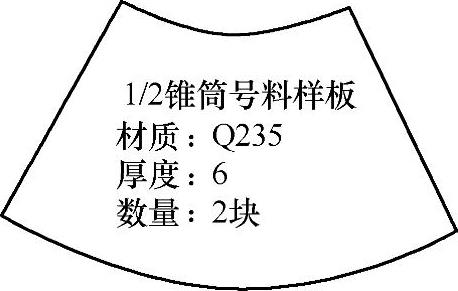
图1-21 锥筒号料样板
6)根据工件图样,详细复核样图尺寸,检验放样过程以及各类样板等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。