



【摘要】:根据分析得出的工艺方案及相关尺寸设计的锥管扩口缩口复合模装配图如图6-7所示。图6-7 锥管扩口缩口复合模装配图为了顺利地放入坯料和取出工件,模具的开模行程至少应达到130mm,同时为了扩口和缩口成形顺利进行,扩口和缩口成形速度不宜太快,一般压力机很难满足要求。生产时,首先将模具安装在液压机上。工作时,首先将3A21防锈铝合金管材插入缩扩口凹模中,随后液压机滑块带动上模下行,扩口凸模穿入铝管上部。
根据分析得出的工艺方案及相关尺寸设计的锥管扩口缩口复合模装配图如图6-7所示。
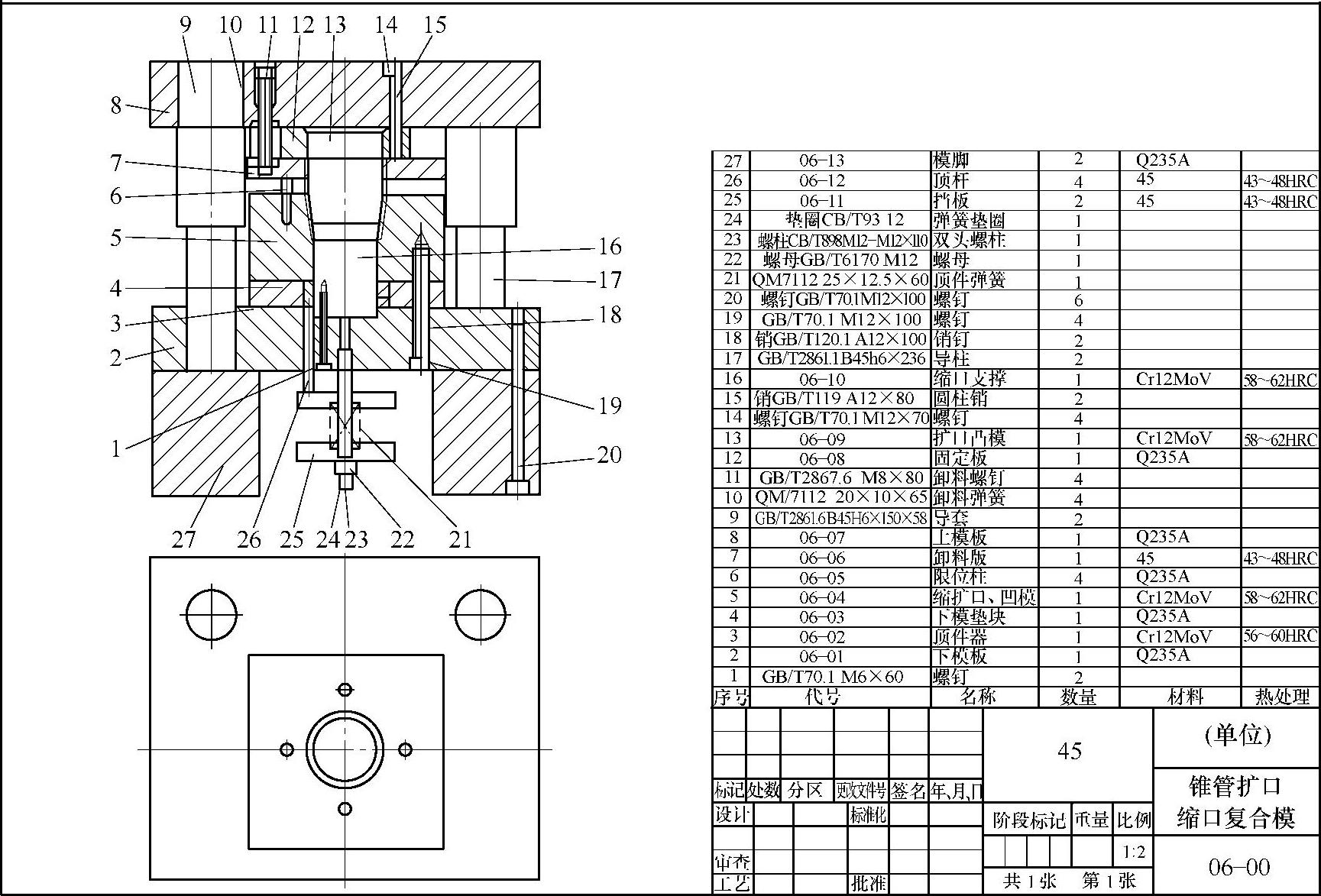
图6-7 锥管扩口缩口复合模装配图(https://www.xing528.com)
为了顺利地放入坯料和取出工件,模具的开模行程至少应达到130mm,同时为了扩口和缩口成形顺利进行,扩口和缩口成形速度不宜太快,一般压力机很难满足要求。因此在选择成形设备时,不宜选择压力机,综合各方面因素,选择Y32—100T四柱式液压机作为成形设备。
生产时,首先将模具安装在液压机上。工作时,首先将3A21防锈铝合金管材插入缩扩口凹模中,随后液压机滑块带动上模下行,扩口凸模穿入铝管上部。当上模下降到一定程度后,卸料板与管坯接触,卸料弹簧受压缩短,卸料板与固定板之间的间隙逐渐减小;当卸料弹簧压缩到一定程度后,卸料板与固定板接触,将液压机施加的压力传递到管坯上。因为缩口力远小于扩口力,所以随着液压机滑块的继续下降,管坯下端先发生缩口变形,直到缩口完成后,扩口凸模对管坯上端施加从内往外的胀形力,管坯上端产生扩口变形,到卸料板与固定在凹模上的限位柱接触,完成整个扩口、缩口过程。最后滑块上升,在卸料弹簧和顶件弹簧的作用下,利用顶件器将工件从缩口凹模中顶出,利用卸料板将工件从扩口凸模上卸下,完成整个零件的成形。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。