



【摘要】:图3-2 工艺分析图3-3 工艺分析3)此外,齐边时工件的圆角与边缘之间的距离只有0.25倍的料厚,这样小的距离对工件的质量及模具寿命都会有较大的影响。
1.零件的使用要求
该零件用于钢制汽油桶,零件下端与桶身焊接,零件上端(图3-1中的A面)与装在桶盖中的橡胶部件相连,当桶盖盖紧后能密封汽油桶内的汽油。为了保证良好的密封性,零件的A面有平面度要求,并要求去毛刺。要使桶盖能够盖上,该零件的几何形状的误差不能太大。
2.零件形状与成形
底部是空心的工件,可以采用平板冲孔-翻孔成形,或者采用拉深-冲孔-翻孔成形。采用多次翻孔,容易使工件过薄,且零件要焊接,故不宜采用这种方法。零件A面的9°倾斜角,用拉深成形获得。
零件上部从B向看(见图3-1)形状近似椭圆,而零件下部是圆形。这是由椭圆形工件在其上部挤压、整形,而下部不进行挤压而造成的。
3.零件的工艺性
该零件可以采用冲压工艺加工,基本工序是:下料、落料、拉深、冲底孔、翻孔、成形侧平面及凸缘平面、齐边。从产量和精度来看,也适合采用冲压工艺加工。
但该工件在冲压加工中还应该注意以下几个问题:
1)定位是值得重视的问题。制件的9°倾斜角、两侧平面及凸缘部分之间有相对的几何位置关系,在加工成形中位置不变。(https://www.xing528.com)
2)要求A面没有毛刺。齐边工序中最好将凹模放在A面(见图3-2),但这样凸模的壁厚只有2.25mm(理论值),过于单薄,作为年产量在50万件的模具,要考虑其使用寿命。
如果齐边工序将凸模放在A面(见图3-3),这样在A面就会有较大的毛刺,就要考虑去毛刺的方法。
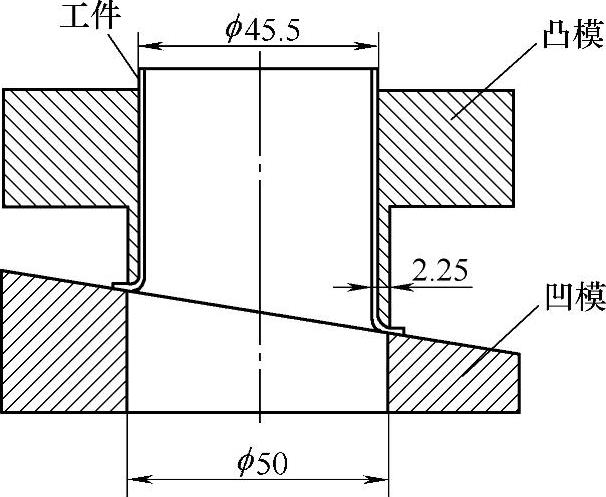
图3-2 工艺分析
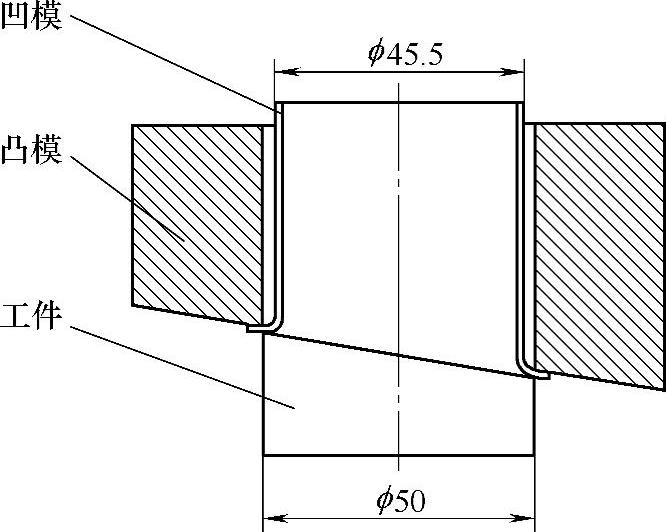
图3-3 工艺分析
3)此外,齐边时工件的圆角与边缘之间的距离只有0.25倍的料厚,这样小的距离对工件的质量及模具寿命都会有较大的影响。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。