



切断模在冲压过程中受到侧向力的作用,故应选取较大直径的圆柱销。切断时有较大的垂直方向的作用力,为了避免因压强过大或因压强不均匀而将上模座的表面压溃,故应适当增加切断模与上模座的接触面积,并加厚切断模的根部。切断模外形的两个圆角是为了防止其与导套发生干涉。切断模如图2-10所示,压料板如图2-11所示。
凹模组件由两个非标零件组成,在装配图中表达比较困难,因此需单独绘制图样来表达。由于切断工艺较弯曲工艺更容易使模具磨损,因此采用镶块的方法,将切断刃口与弯曲刃口分开做成两个零件,当镶块磨损后,可以单独更换镶块,如果凹模磨损了就要更换凹模。镶块没有采用销钉与凹模联接,主要考虑是镶块较小,如用销钉将会影响凹模的强度,若采用较大的镶块将会使模具的整体尺寸较大。凹模组件如图2-12所示。

图2-9 Z形弯曲件冲压模具装配图
凹模之上还要固定定位板和切断用的镶块,凹模与模座用螺钉、销钉固定,凹模有承上启下的作用,要反映的尺寸及公差较多,容易遗漏。同时凹模本身又有刃口,加工时工件的定位、切断、弯曲精度主要由凹模的制造精度保证,这样便于模具制造时的修配。从冲压过程中模具受力的情况分析,凹模应做成整体,这样有利于提高凹模的强度。凹模如图2-13所示。
镶块及凹模均采用配合加工法加工,就可以不标注镶块外形尺寸的公差(见图2-14),只需要在技术要求中写上“配作”及要保证的尺寸精度。在实际生产中,也经常采用配合加工法进行制造。具体采用何种加工方式,根据企业的实际加工能力及加工水平来确定。本例中,考虑镶块及凹模采用分开加工法,有利于凹模制造时的修配。镶块通过两个螺钉与凹模固定,可以保证镶块的稳定。镶块如图2-14所示。
弯曲凸模是在凹模内工作,其外形与凹模内腔有配合关系,因此有公差要求。弯曲凸模如图2-15所示。
定位板用于在冲压加工时定位工件的位置,其用于定位的表面公差及表面粗糙度等级要求相对较高。另外模具的表面一般要求平整,螺钉大多采用沉头螺钉,所以定位板采用沉头螺钉固定。定位板如图2-16所示。活动凸模如图2-17所示。

图2-10 切断模
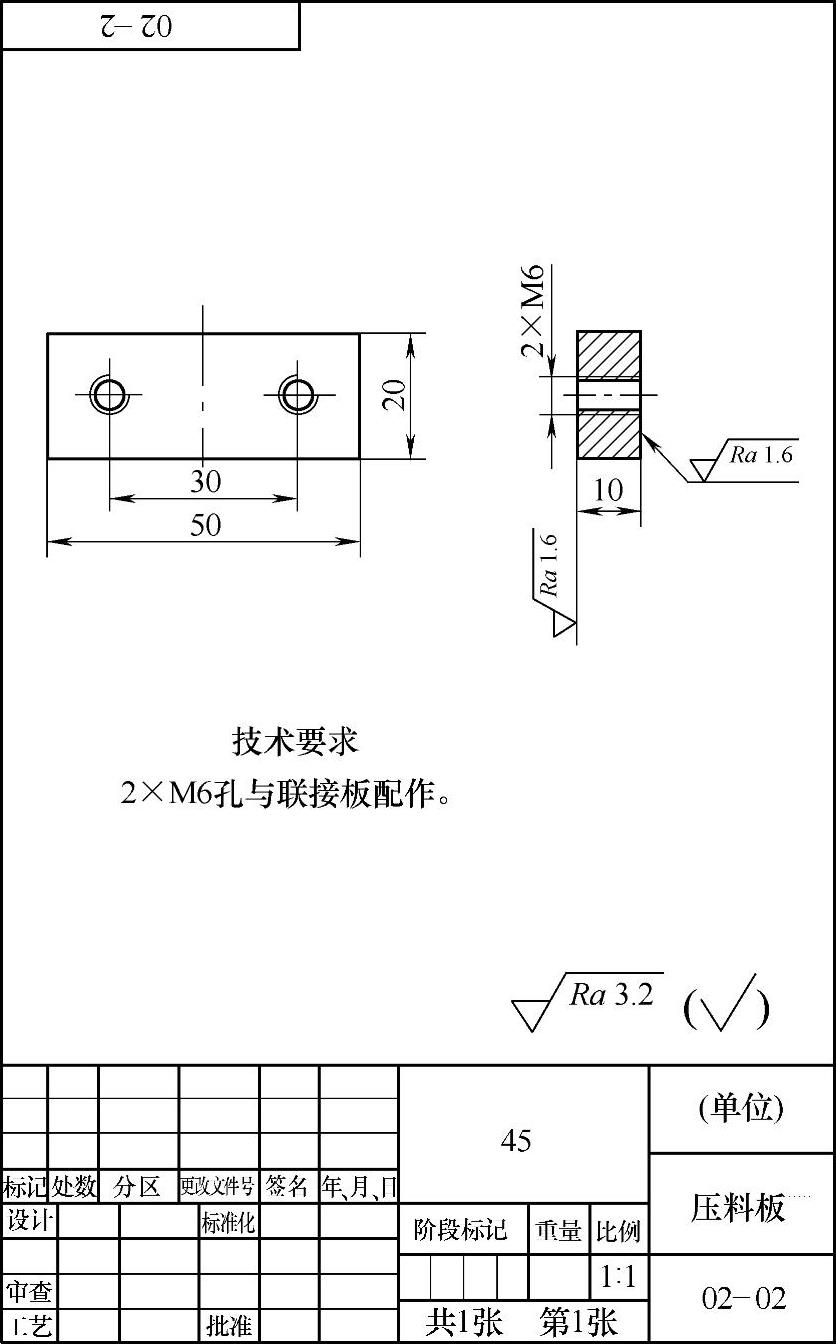
图2-11 压料板

图2-12 凹模组件

图2-13 凹模(https://www.xing528.com)

图2-14 镶块
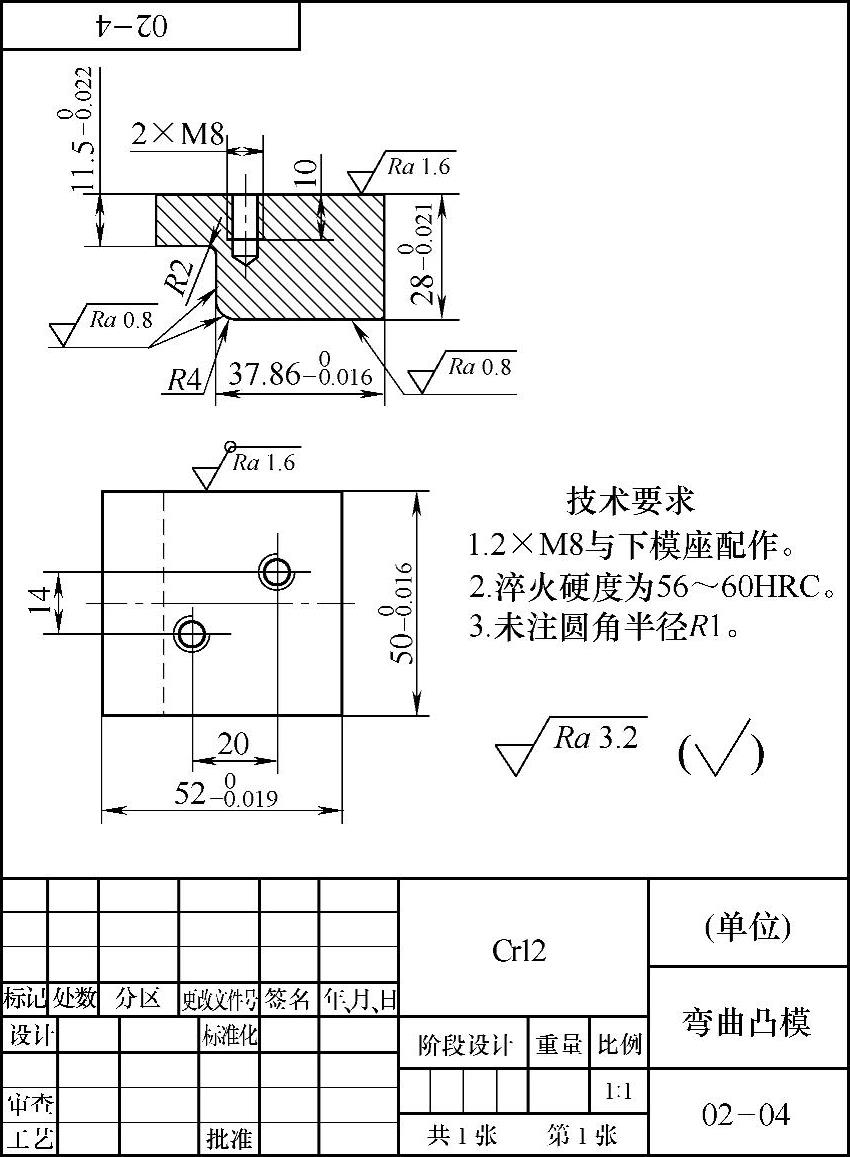
图2-15 弯曲凸模

图2-16 定位板
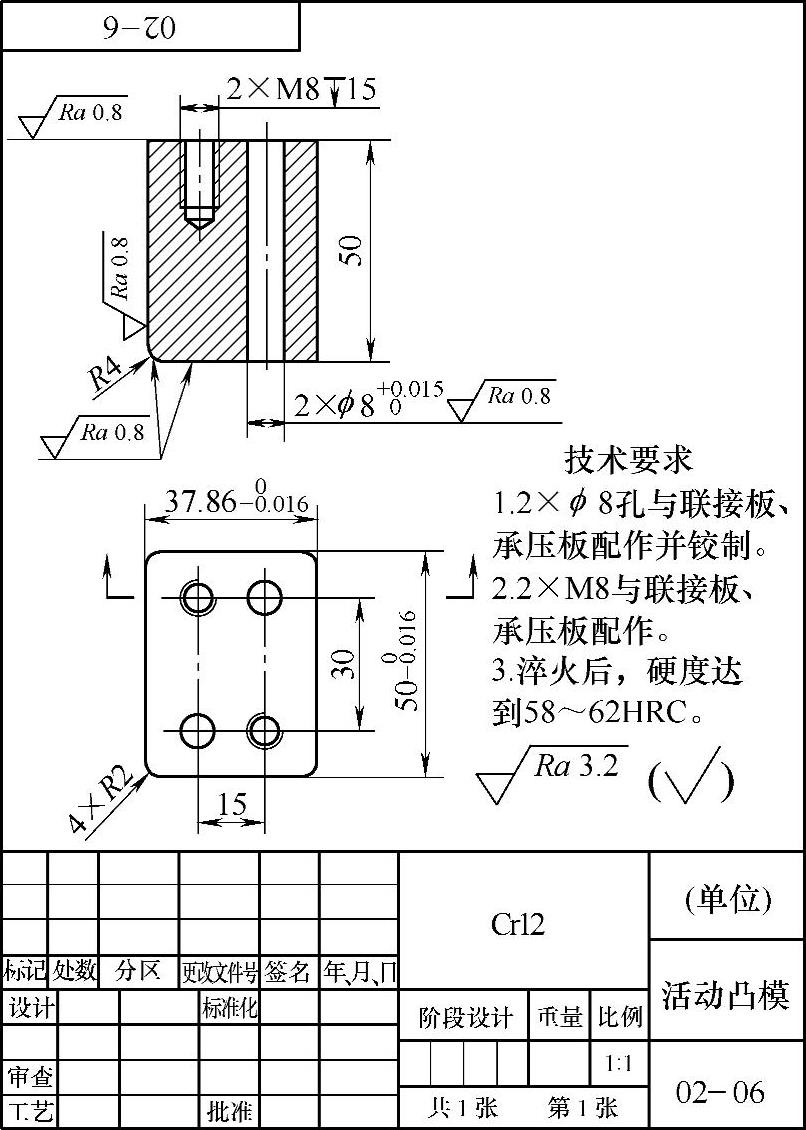
图2-17 活动凸模
考虑冲压加工过程的要求及模具结构,将弯曲凸模设计成活动的。用M8螺钉及销钉固定在联接板上。考虑是工作零件,材料选用Cr12,硬度为58~62HRC。
联接板如图2-18所示。承压板如图2-19所示。
为了提高模具寿命和工件质量,方便安装调整,便于操作,该复合模采用对角导柱的导向方式。
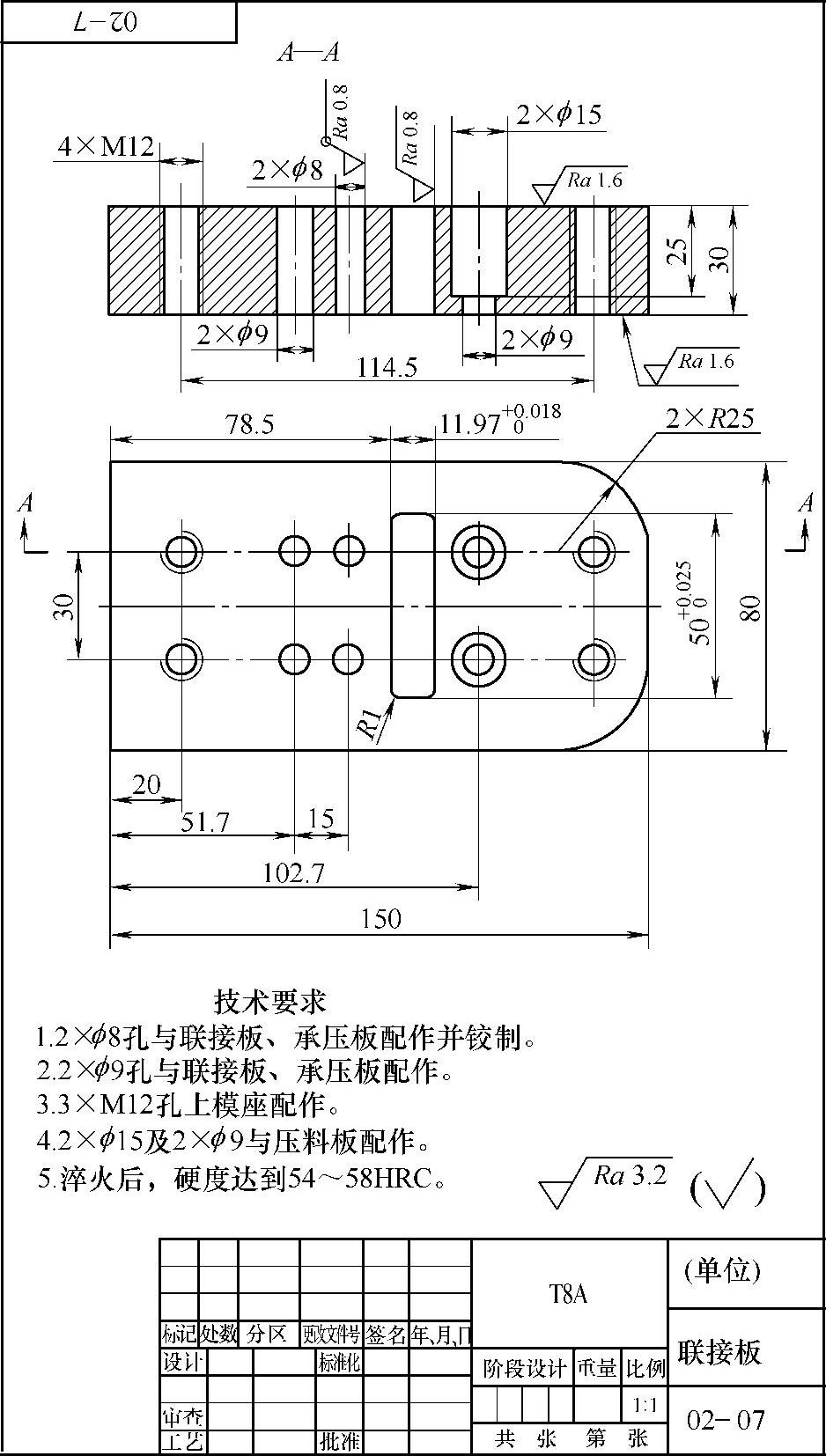
图2-18 联接板

图2-19 承压板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。