



一、车十字蜗杆轴
1.考件图样(见图2-40)
2.准备要求
1)考件为45钢,尺寸为ϕ45mm×145mm的棒料。
2)划线工具。
3)相关工、量、刀具准备。
3.考核要求
1)考核内容。各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用锉刀、砂布、磨石修整加工表面。
2)时间定额:240min(不含考前准备时间)。提前完工不加分,超时间定额10min扣5分;超20min扣10分;超过30min则停止考试。
3)使用单动卡盘进行划线、找正装夹。
4)安全文明生产。正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
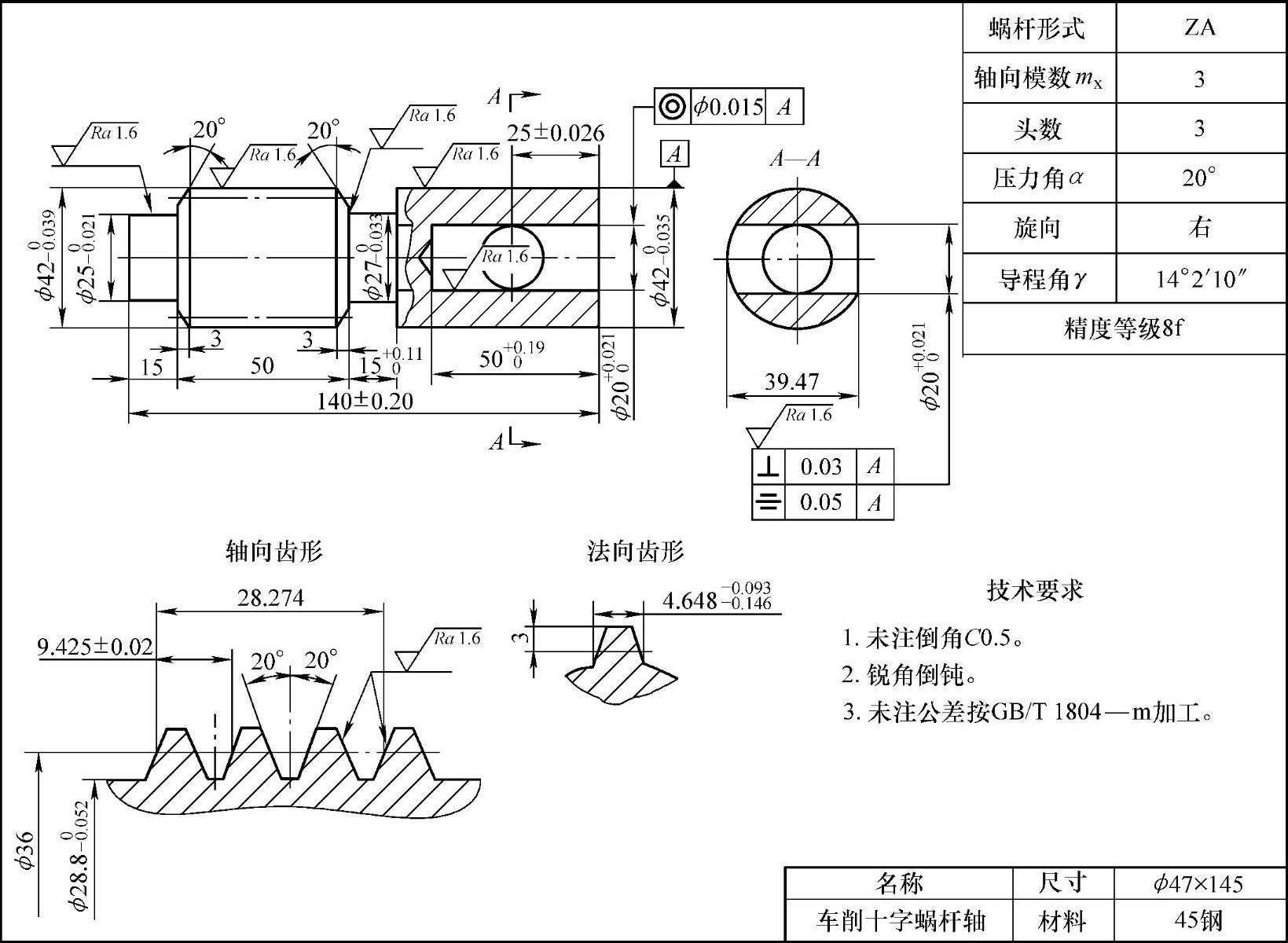
图2-40 十字蜗杆轴
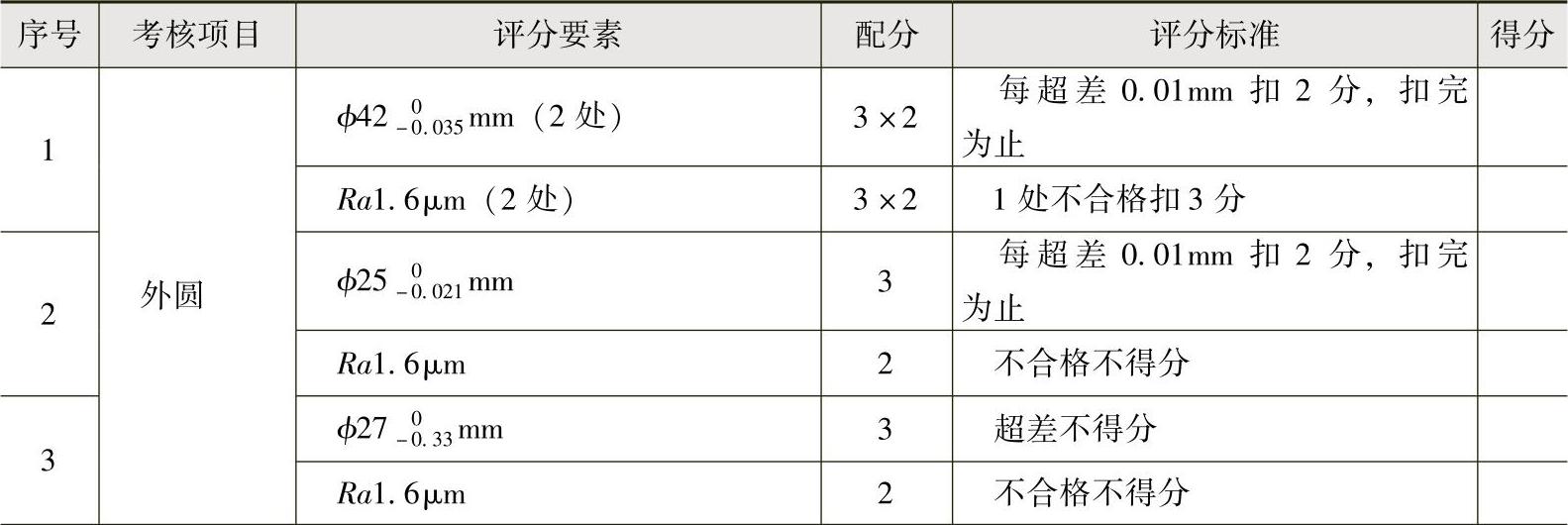
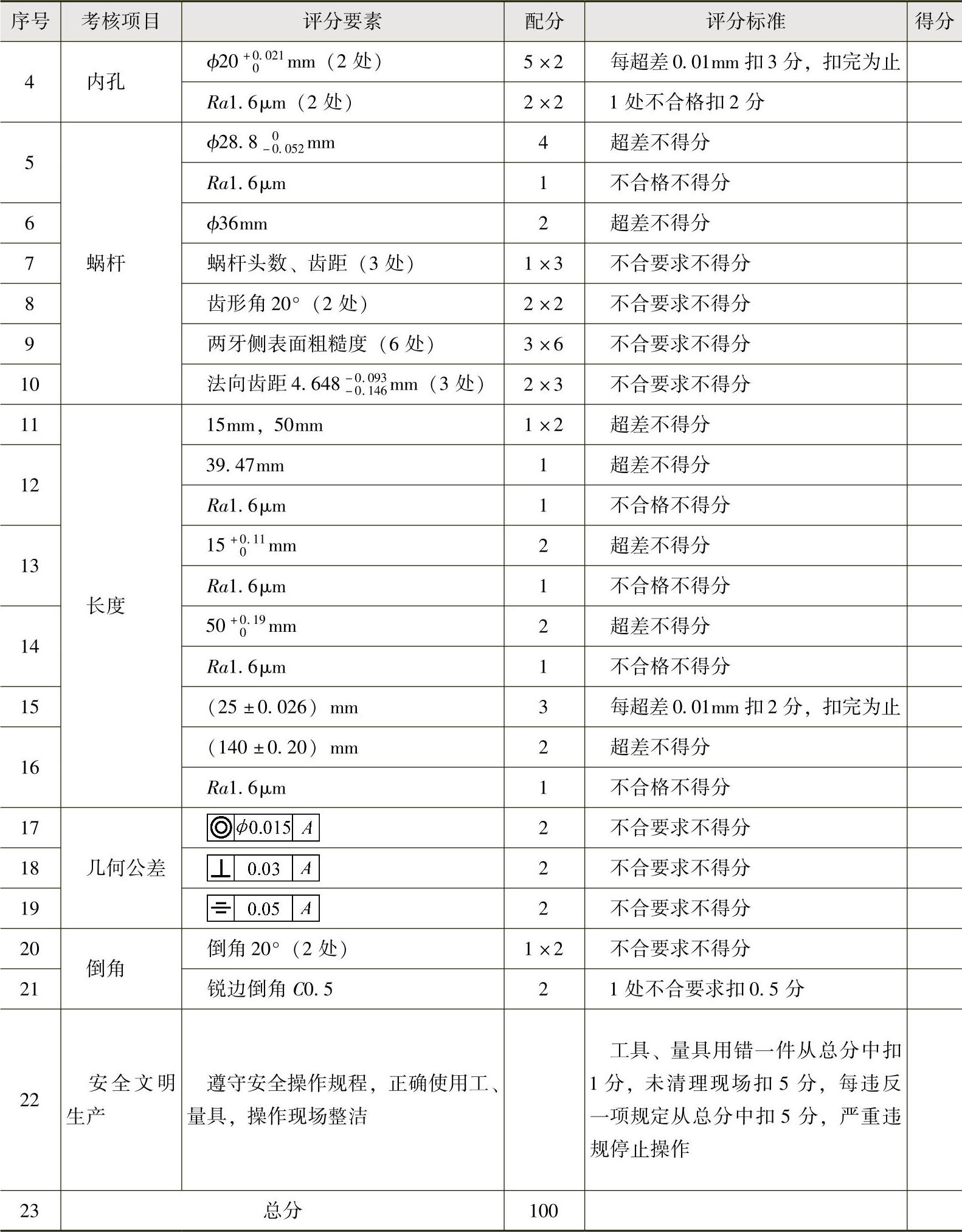
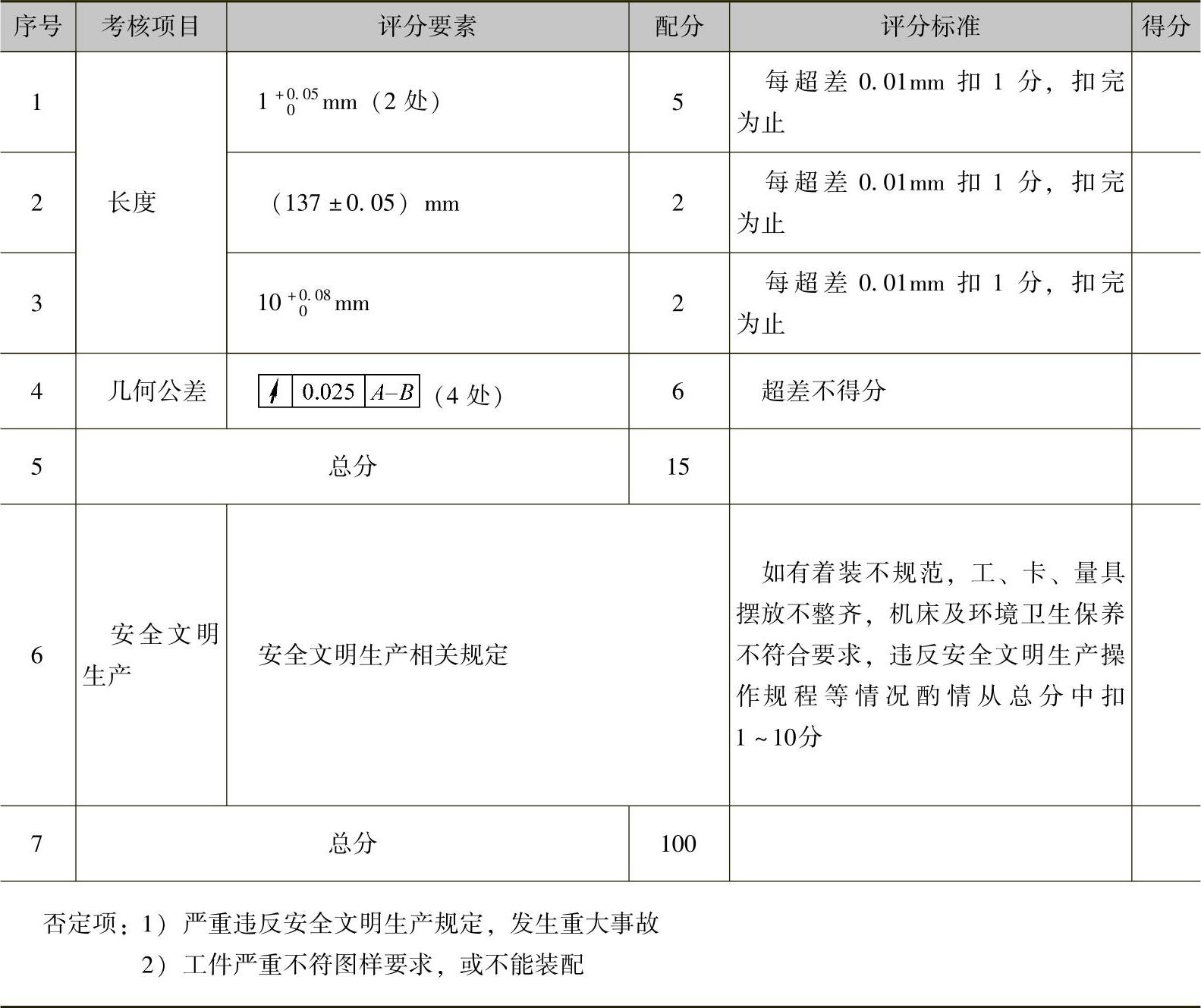
4.评分标准(见表2-36)
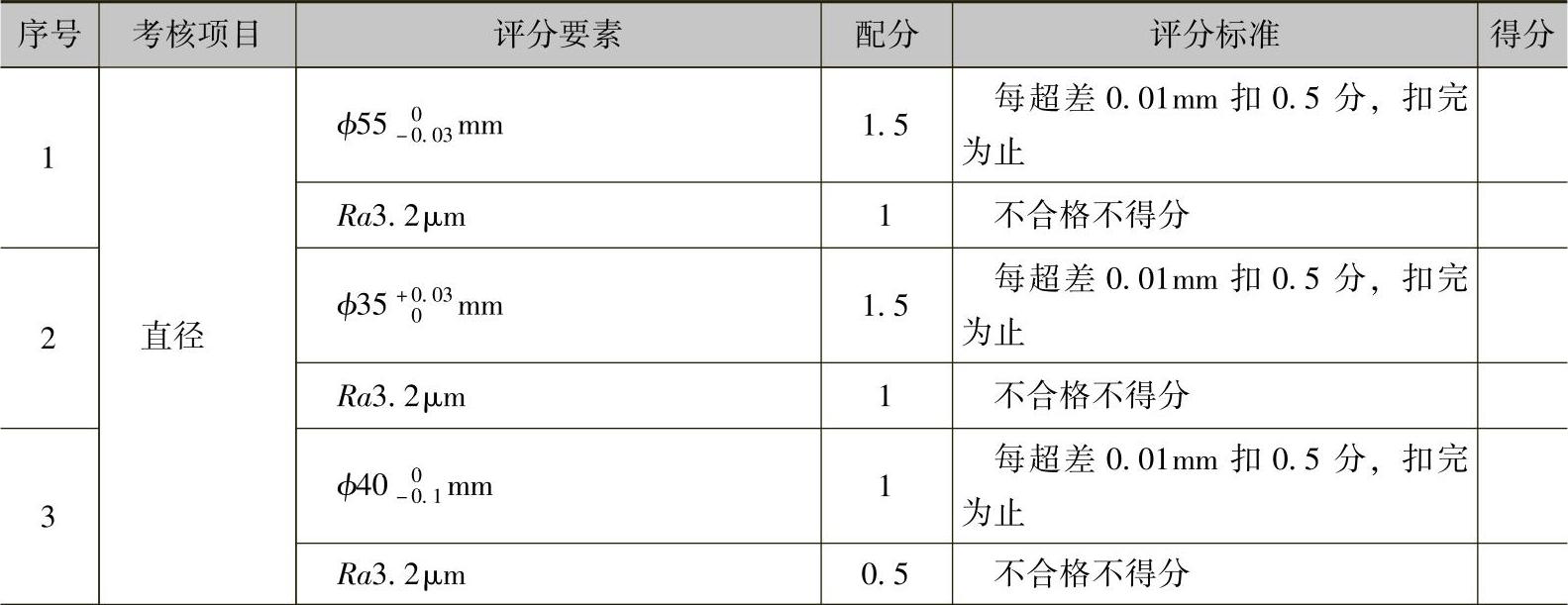
表2-36 十字蜗杆轴评分表
(续)
二、车双头大模数蜗杆
1.考件图样(见图2-41)
2.准备要求
1)考件为45钢,尺寸为ϕ95mm×265mm的棒料。
2)相关工、量、刀具准备。
3.考核要求
(1)考核内容 各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用锉刀、砂布、磨石修整加工表面。
(2)时间定额 240min(不含考前准备时间)。提前完工不加分,超时间定额10min扣5分;超20min扣10分;超过30min则停止考试。
(3)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
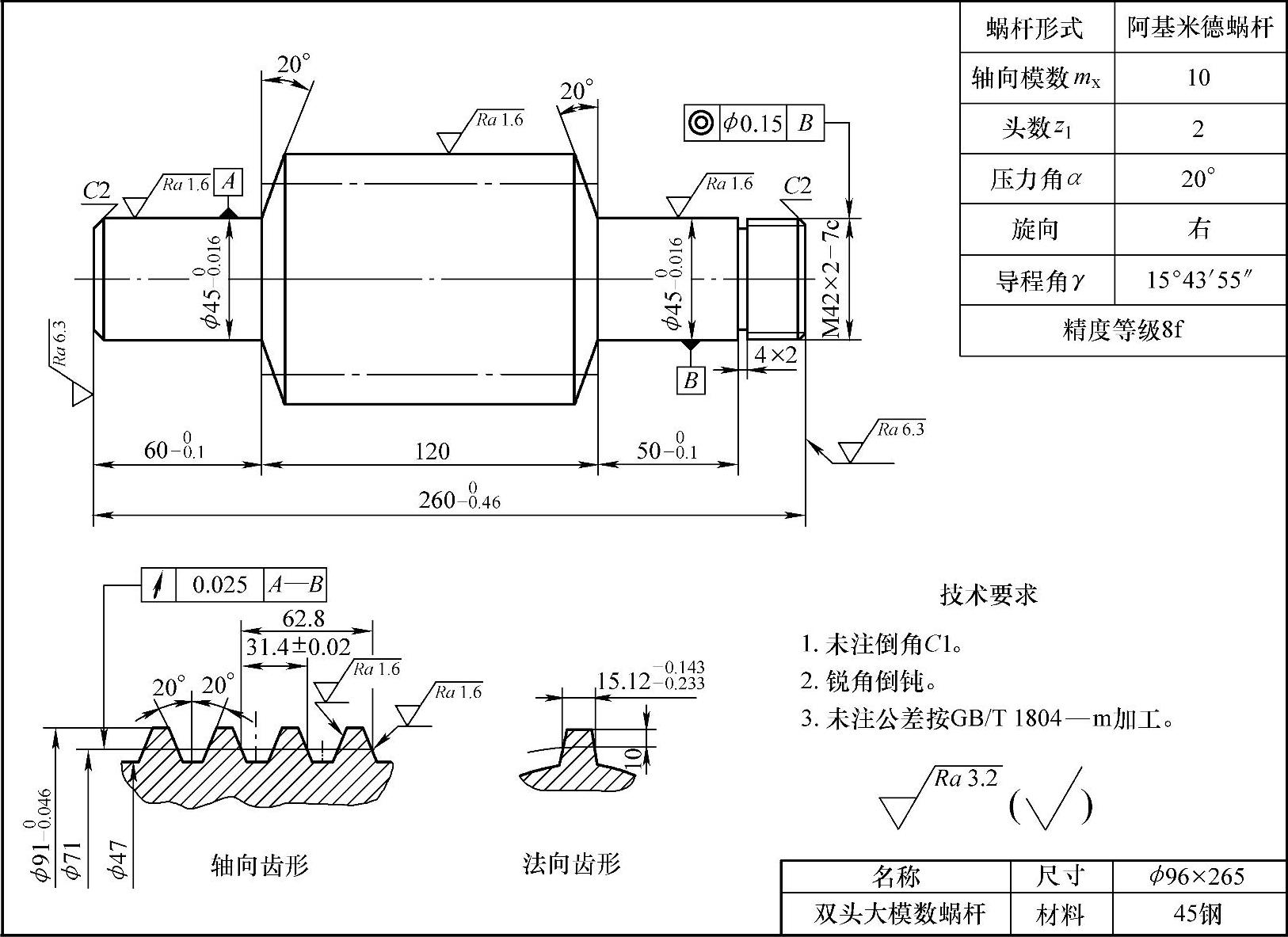
图2-41 双头大模数蜗杆
4.评分标准(见表2-37)
表2-37 双头大模数蜗杆评分标准

(续)

三、车相贯孔锥体
1.考件图样(见图2-42)
2.准备要求
1)考件为45钢,尺寸为105mm×105mm的锻件。
2)划线工具。
3)相关工、量、刀具准备。
3.考核要求
(1)考核内容 各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用锉刀、砂布、磨石修整加工表面。
(2)时间定额 240min(不含考前准备时间)。提前完工不加分,超时间定额10min扣5分;超20min扣10分;超过30min则停止考试。
(3)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
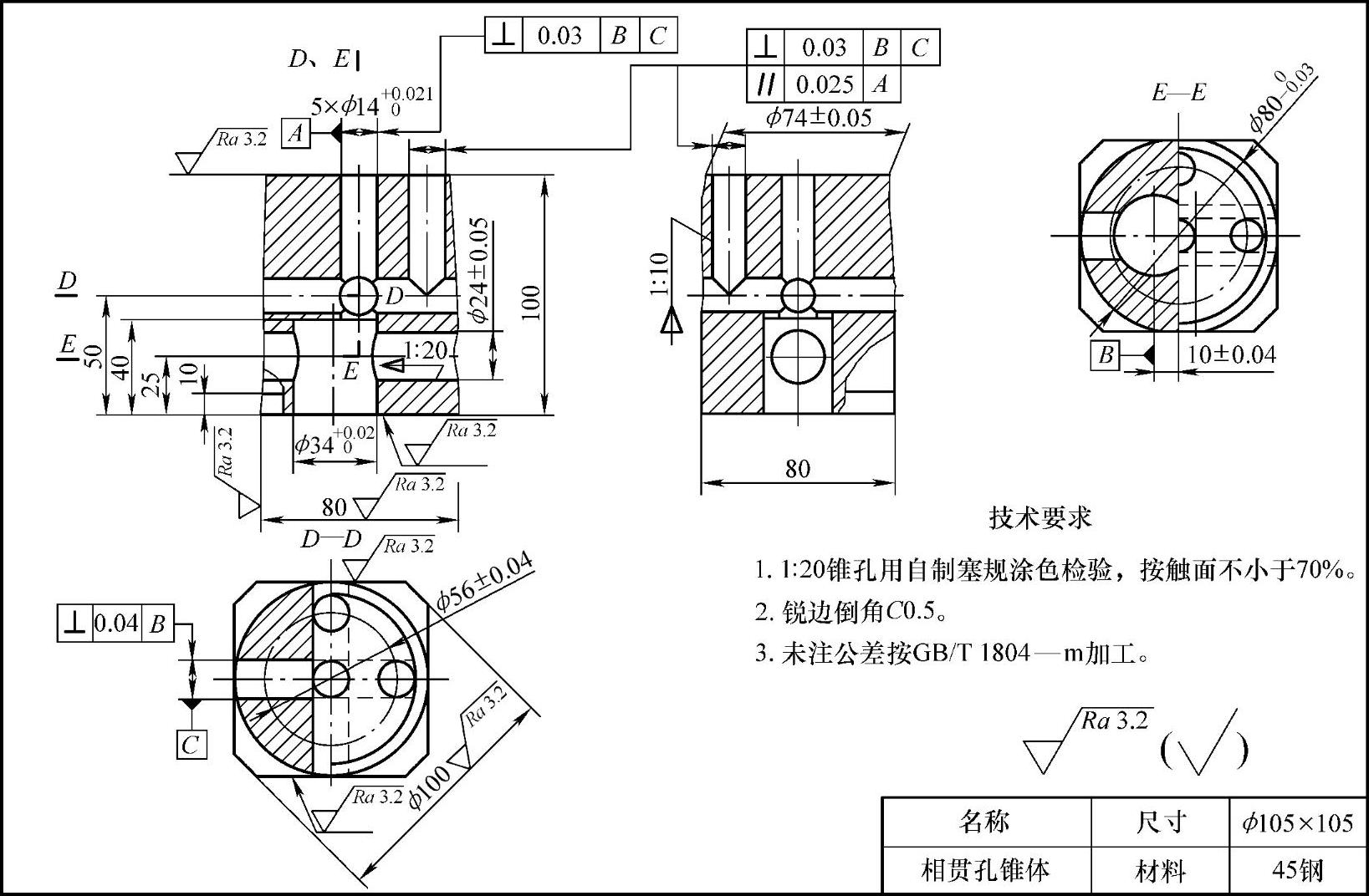
图2-42 相贯孔锥体
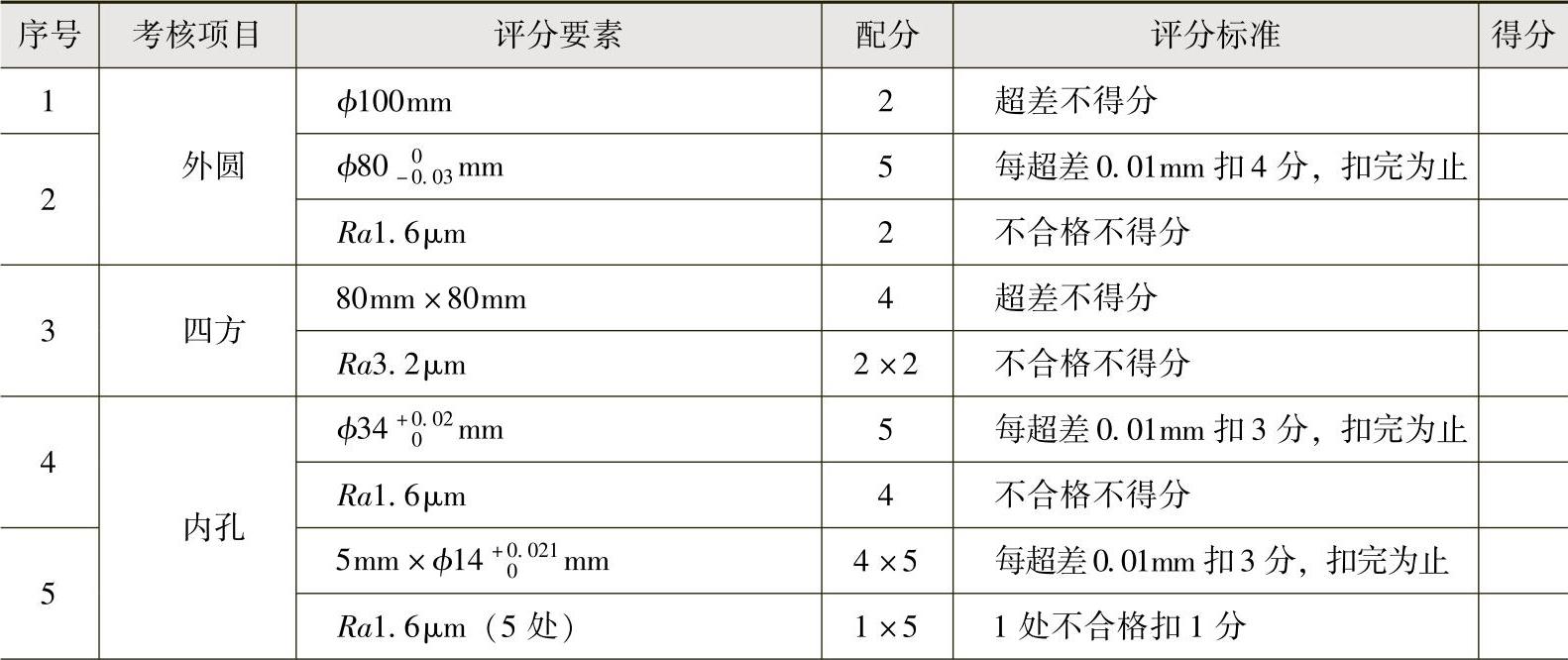
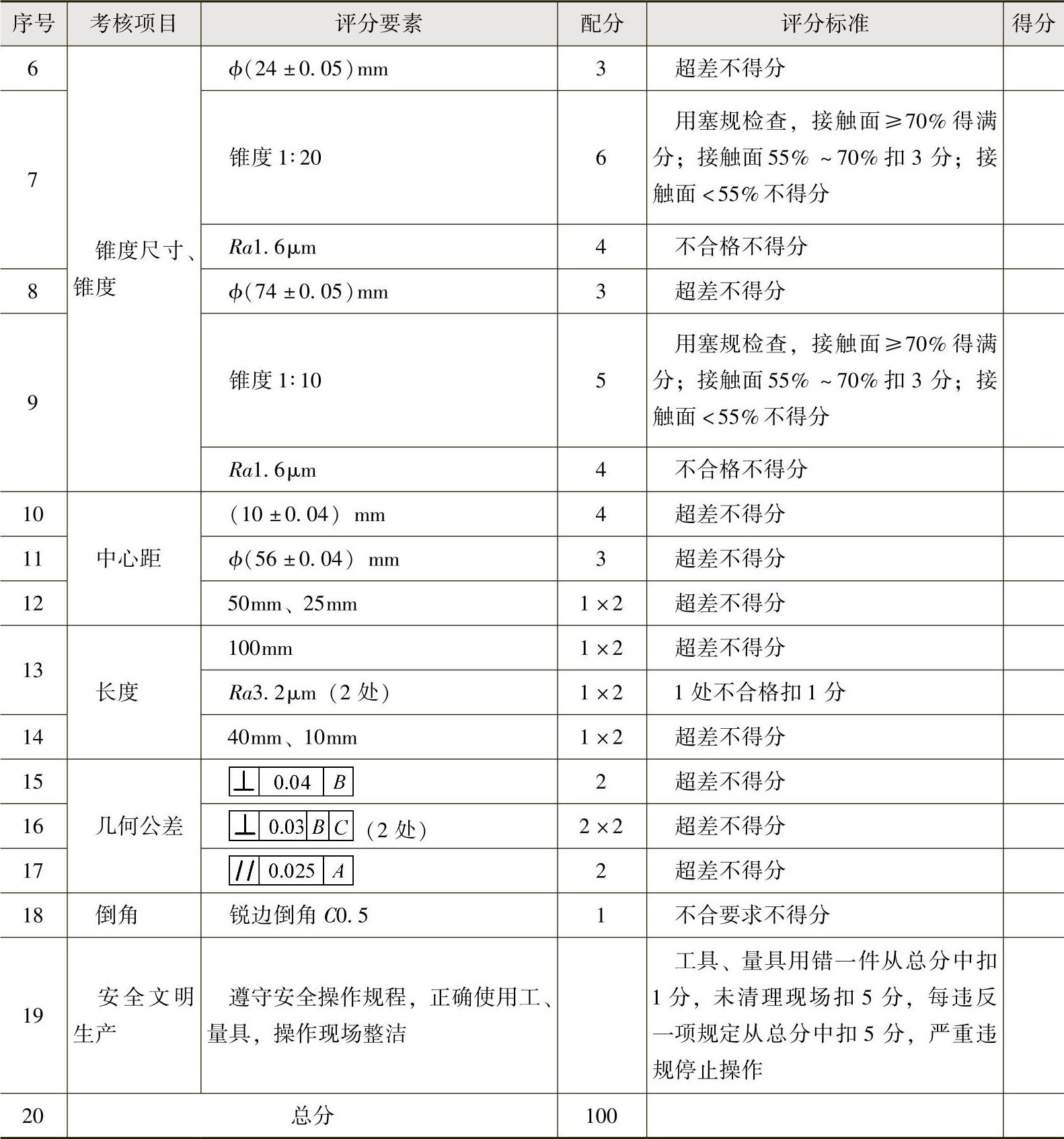
4.评分标准(见表2-38)
表2-38 相贯孔锥体评分标准
(续)
四、车三孔偏心薄壁套
1.考件图样(见图2-43)
2.准备要求
1)考件为45钢,尺寸为ϕ70mm×95mm的棒料。
2)相关工、量、刀具准备。
3.考核要求
(1)考核内容 各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用锉刀、砂布、磨石修整加工表面。
(2)时间定额 240min(不含考前准备时间)。提前完工不加分,超时间定额10min扣5分;超20min扣10分;超过30min则停止考试。
(3)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
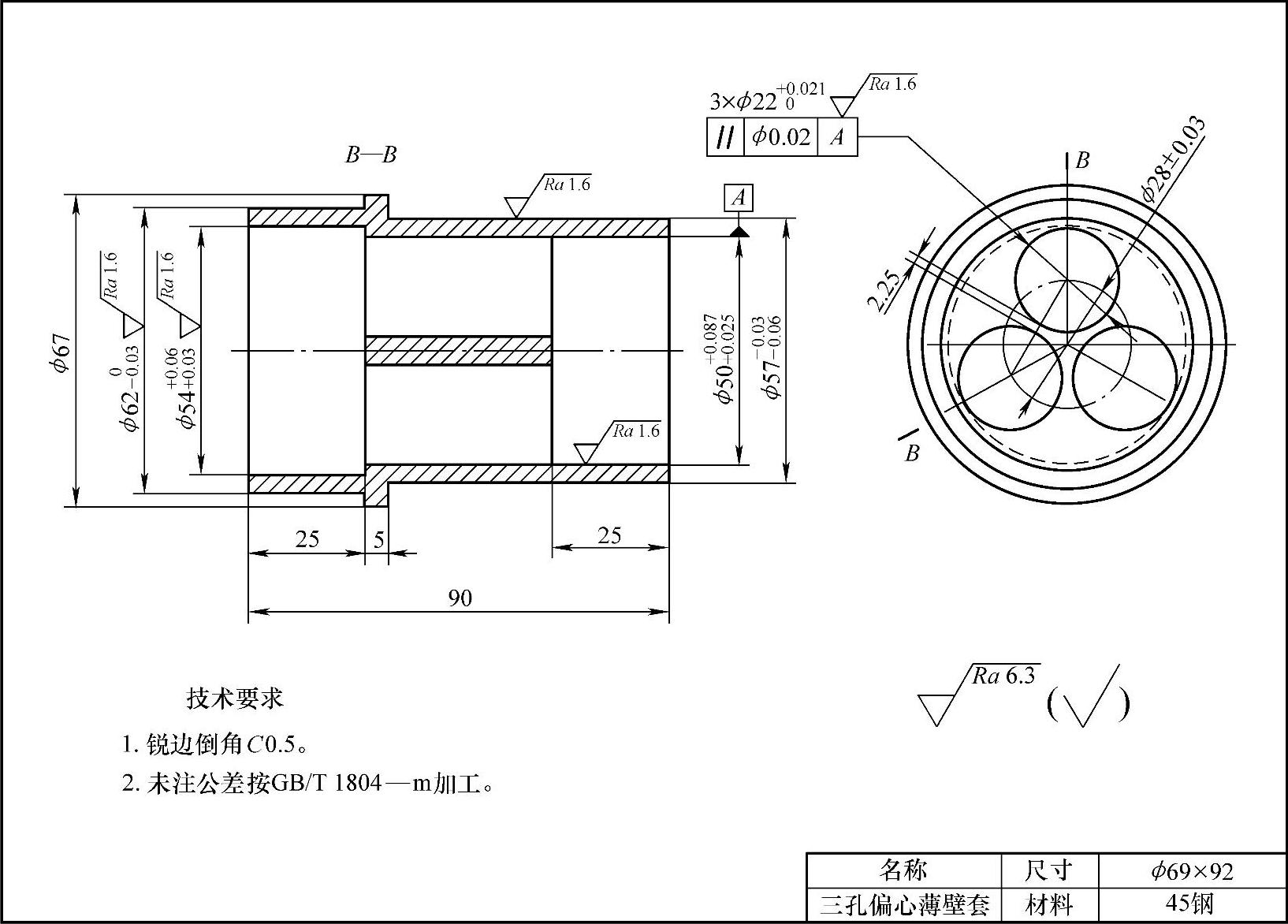
图2-43 三孔偏心薄壁套
4.评分标准(见表2-39)
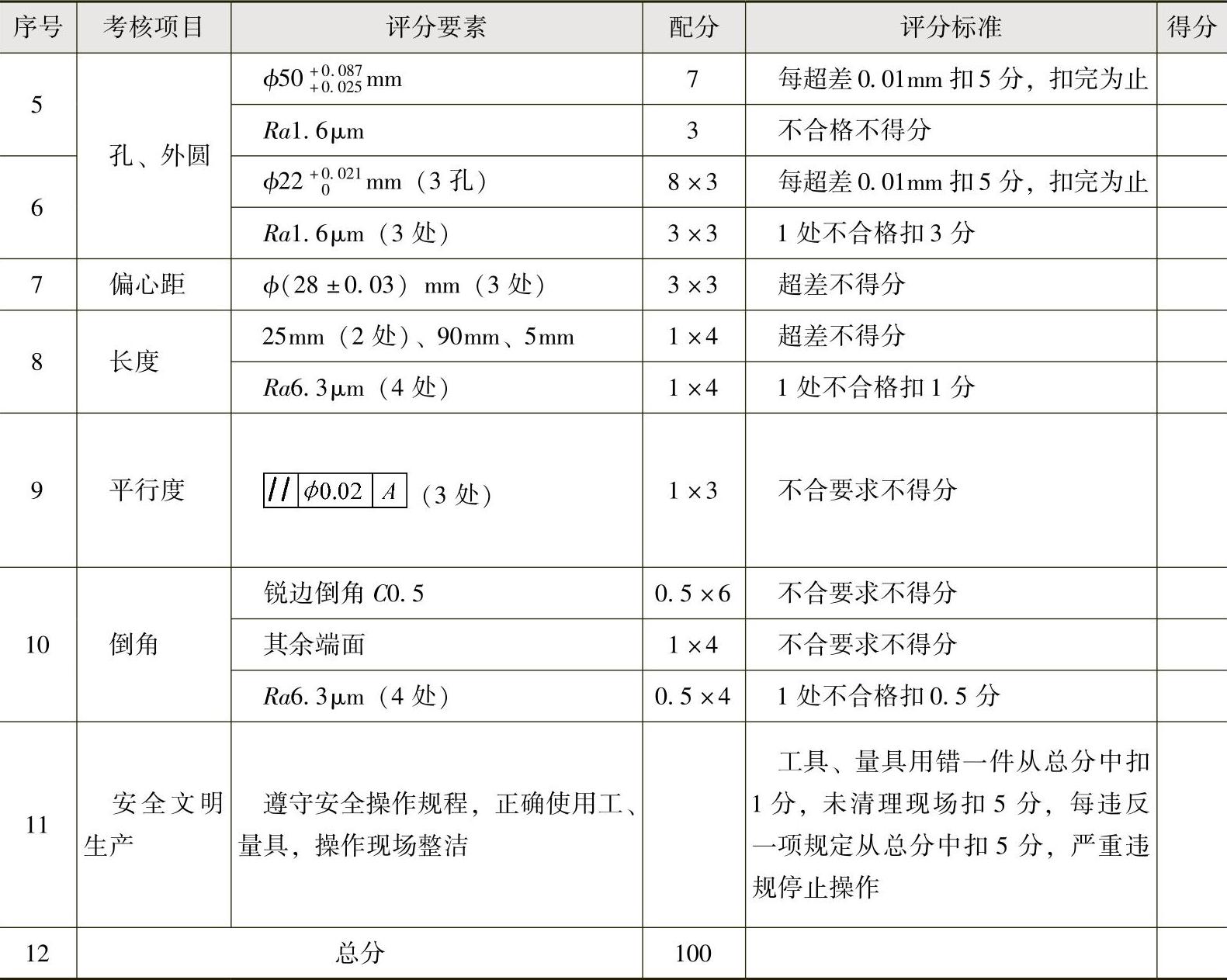
表2-39 三孔偏心薄壁套评分标准
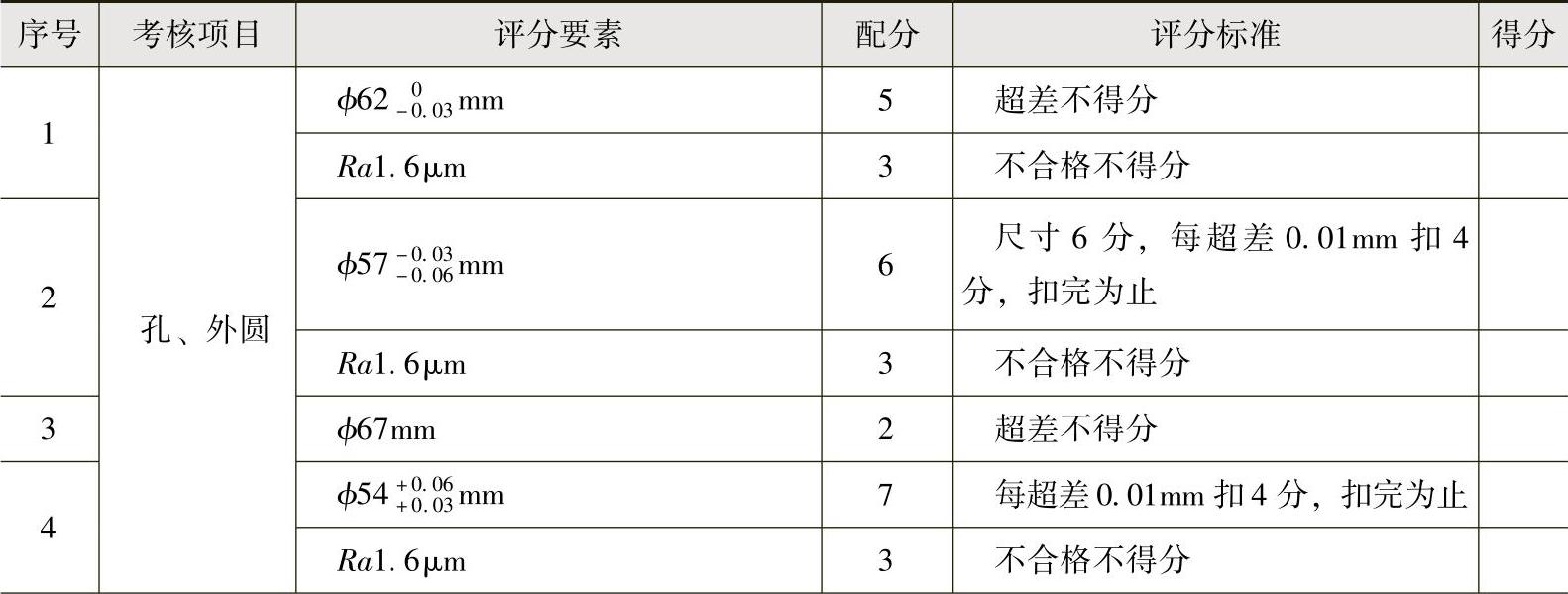
(续)
五、车变深螺纹轴
1.考件图样(见图2-44)
2.准备要求
1)考件为45钢,尺寸为ϕ70mm×165mm的棒料。
2)检验锥度用的显示剂。
3)相关工、量、刀具准备。
3.考核要求
(1)考核内容 各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用锉刀、砂布、磨石修整加工表面。
(2)不允许使用分度盘等工艺装备对多线内螺纹分线车削。
(3)时间定额 360min(不含考前准备时间)。提前完工不加分,超时间定额10min扣5分;超20min扣10分;超过30min则停止考试。
(4)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
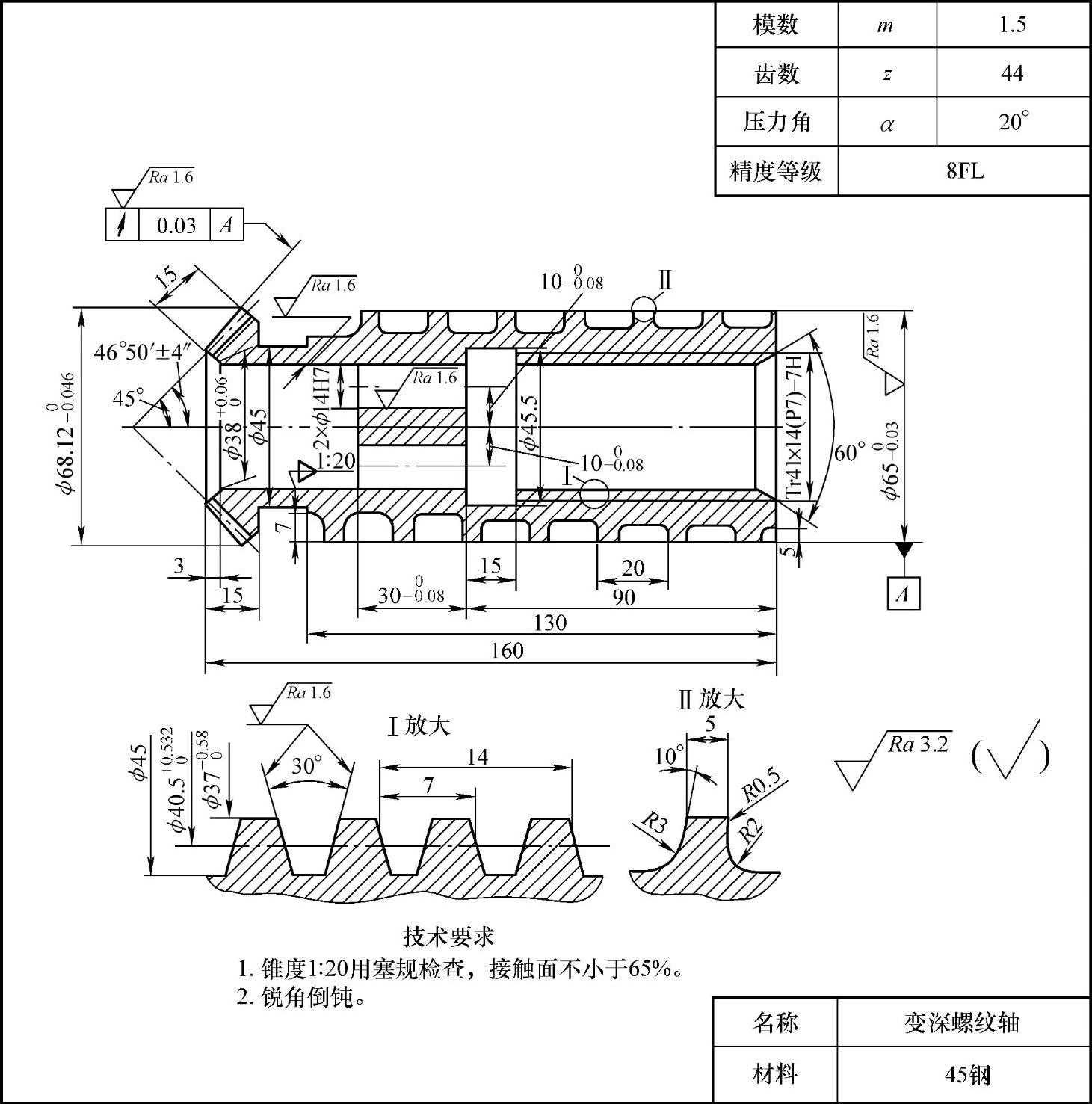
图2-44 变深螺纹轴
4.评分标准(见表2-40)
表2-40 变深螺纹轴评分标准
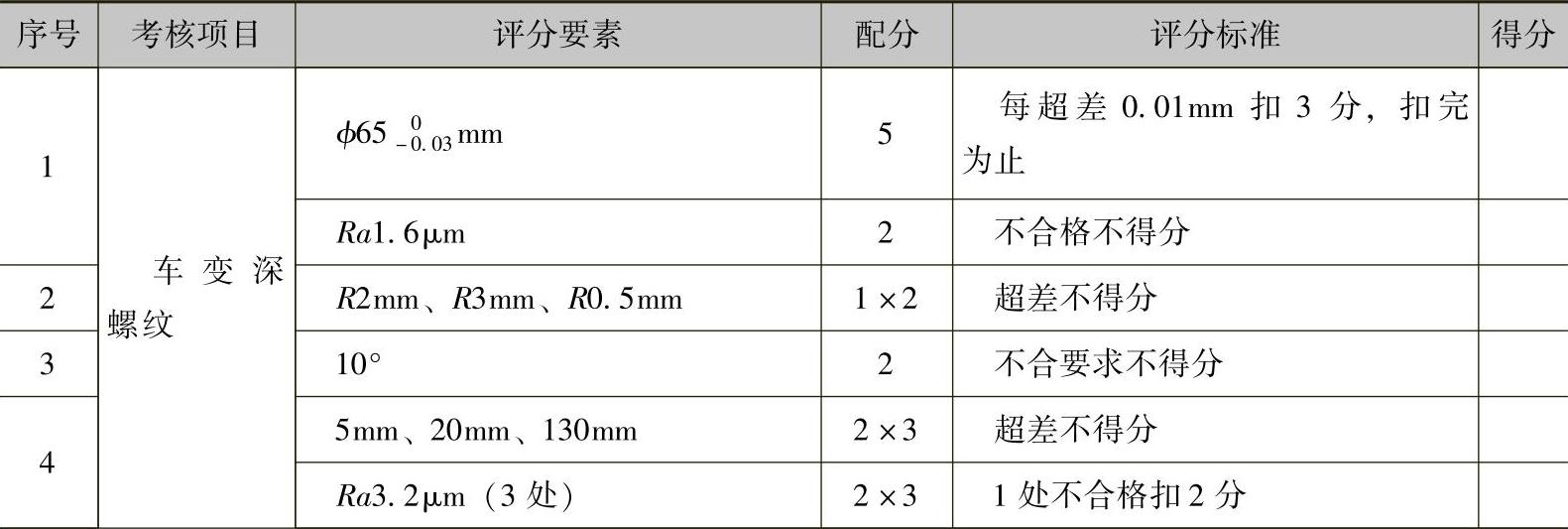
(续)
六、车模板
1.考件图样(见图2-45)
2.准备要求
1)考件为45钢,尺寸为ϕ122mm×45mm的棒料。
2)检验锥度用显示剂。
3)相关工、量、刀具准备。
3.考核要求
1)考核内容。各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用锉刀、砂布、磨石修整加工表面。
2)各偏心孔可以在花盘、角铁上使用辅助工具进行加工。
3)1∶5锥度、偏心孔的加工不允许使用专用工装及装置装夹。
4)时间定额。360min(不含考前准备时间)。提前完工不加分,超时间定额10min扣5分;超20min扣10分;超过30min则停止考试。
5)安全文明生产。正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
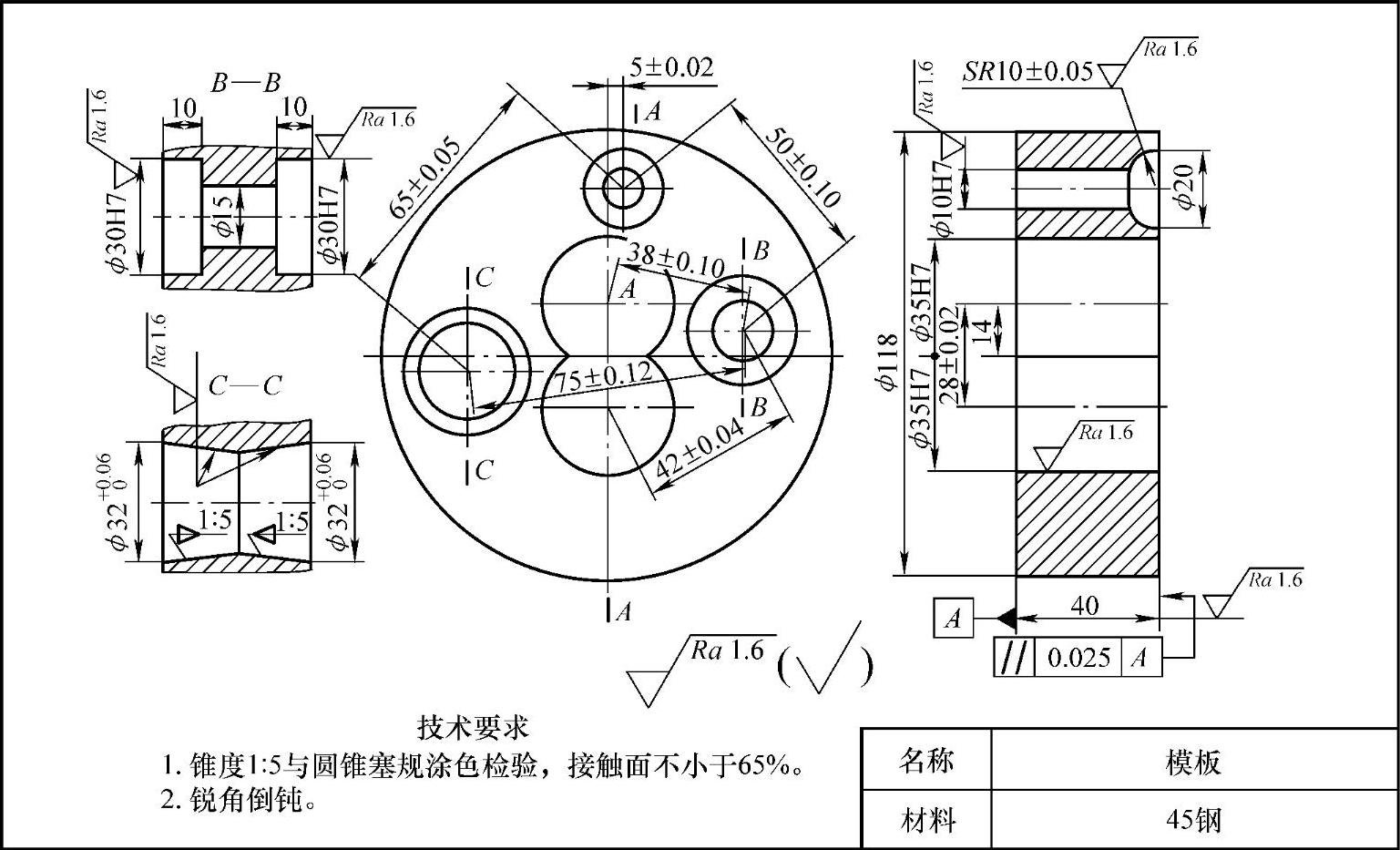
图2-45 模板
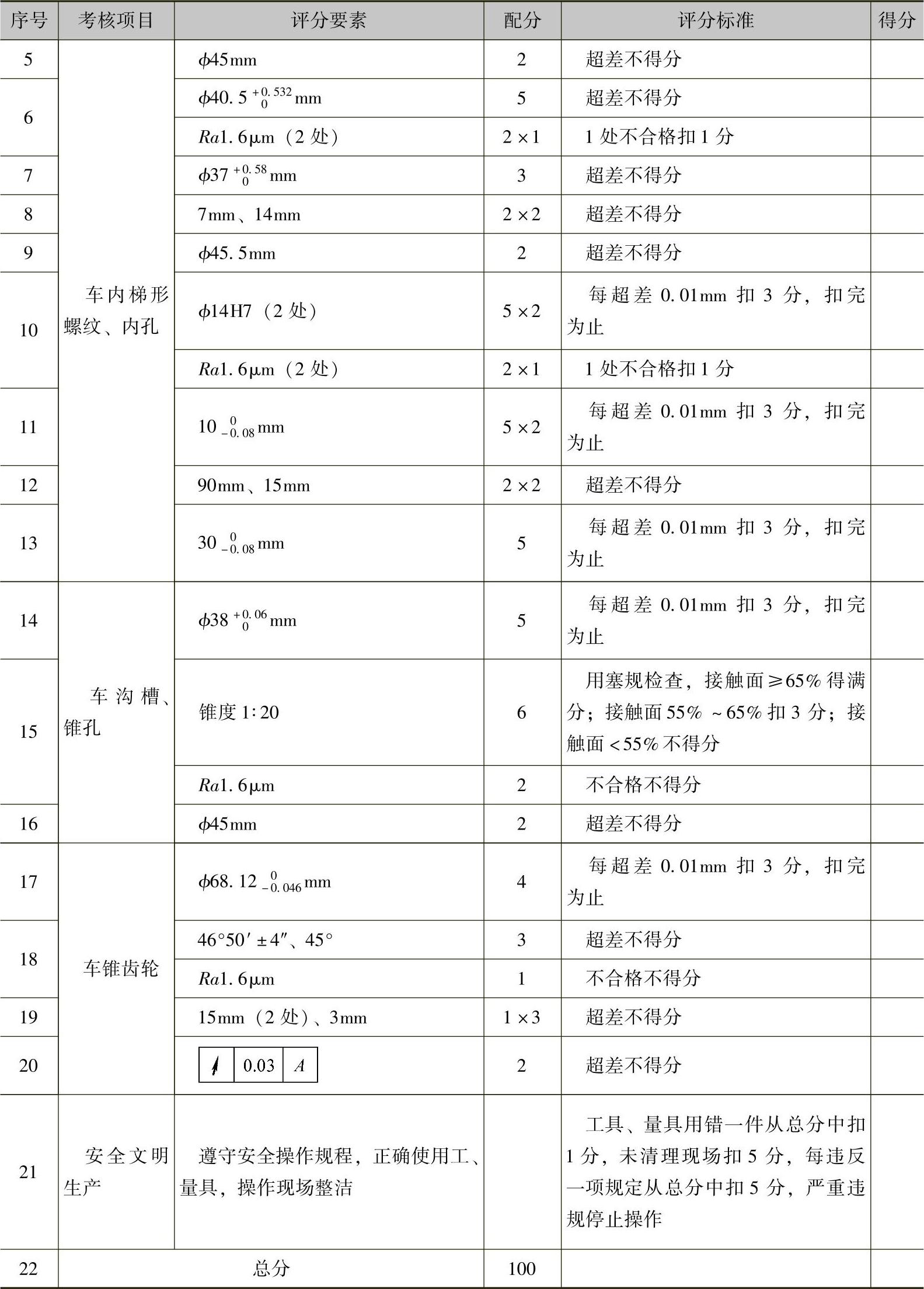
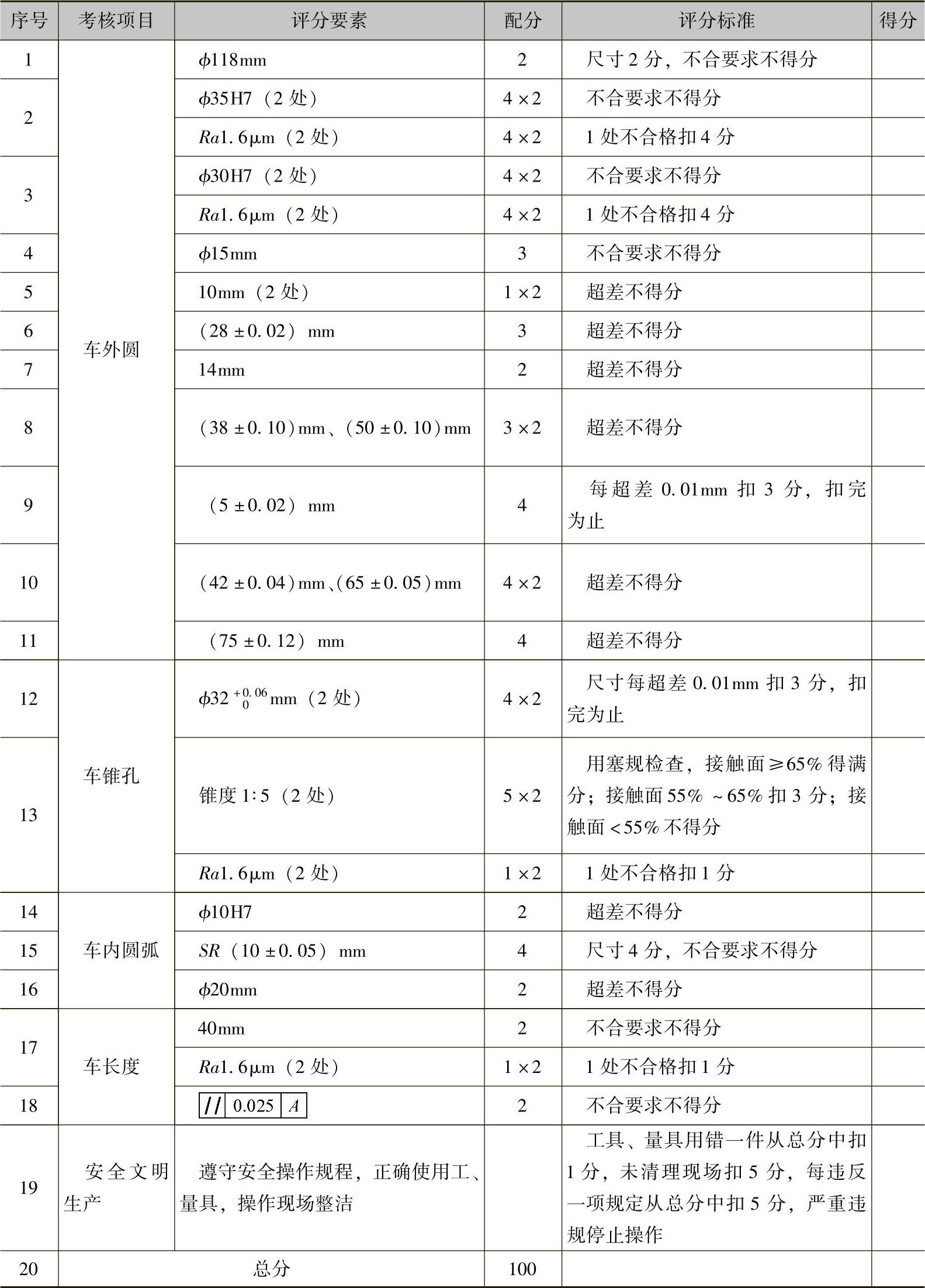
4.评分标准(见表2-41)
表2-41 模板评分标准
七、车偏心四件套组合
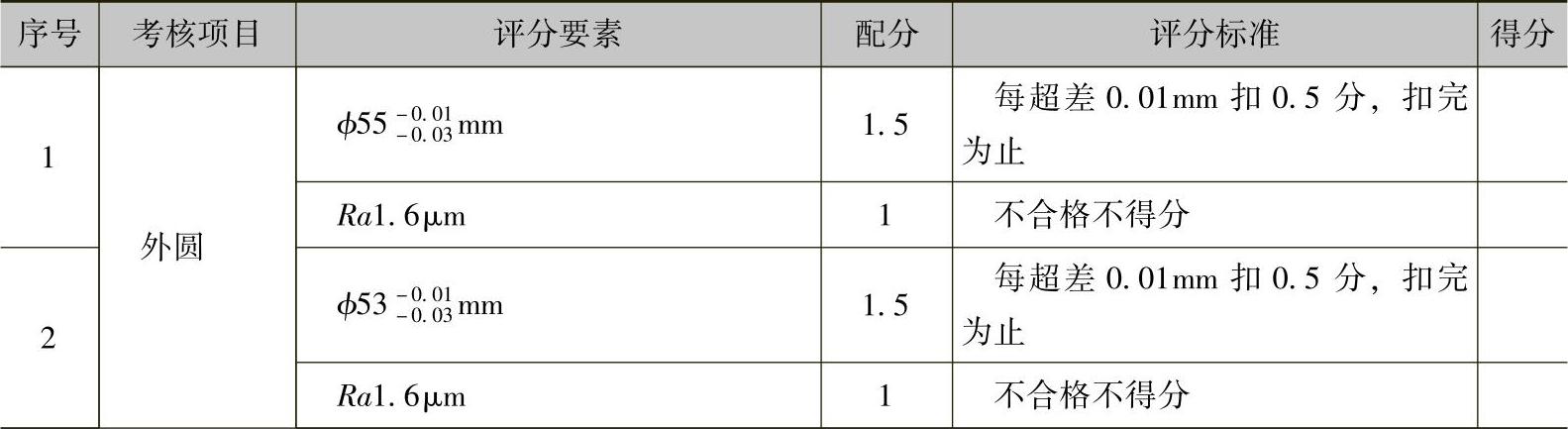
1.考件图样(见图2-46)
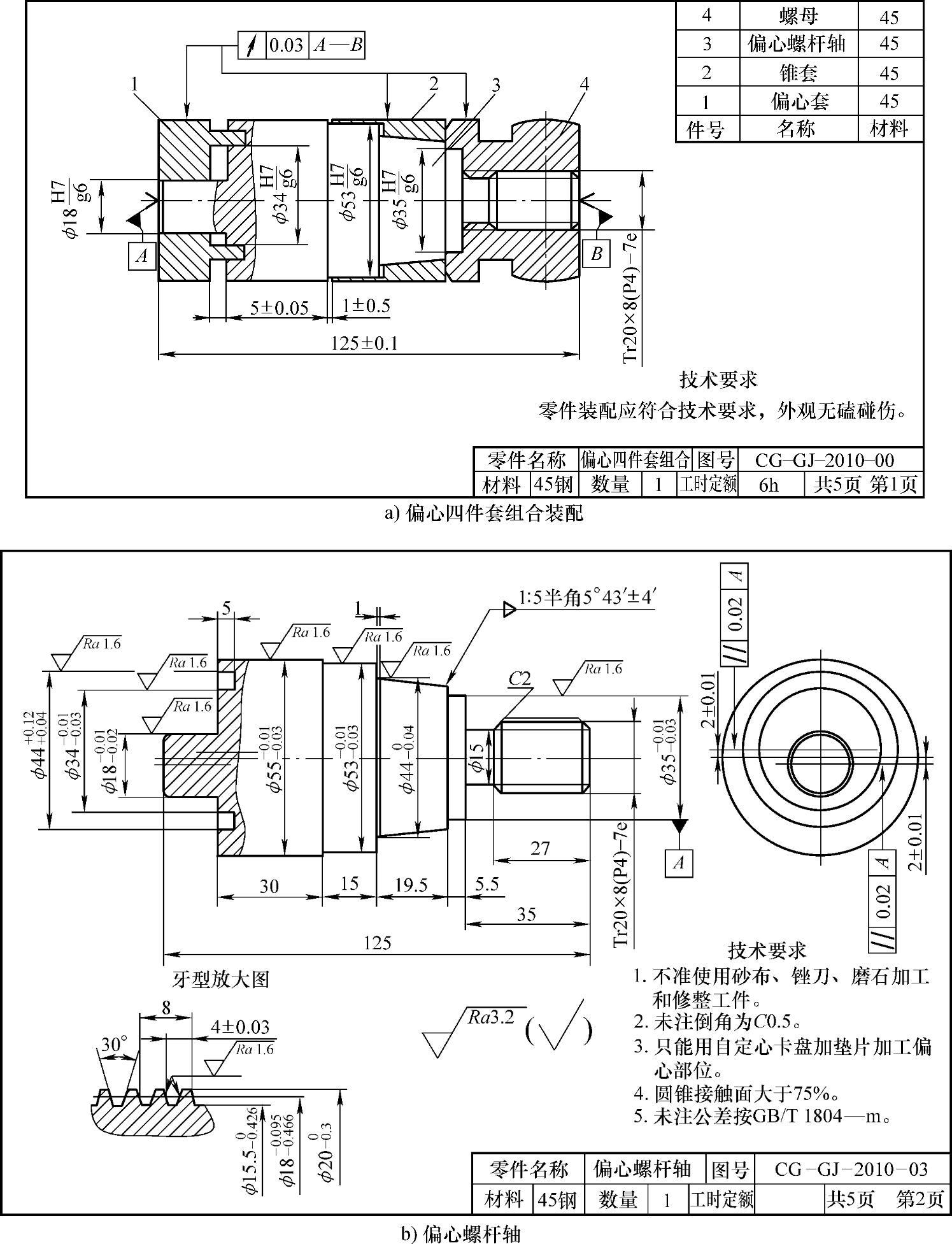
图2-46 偏心四件套组合
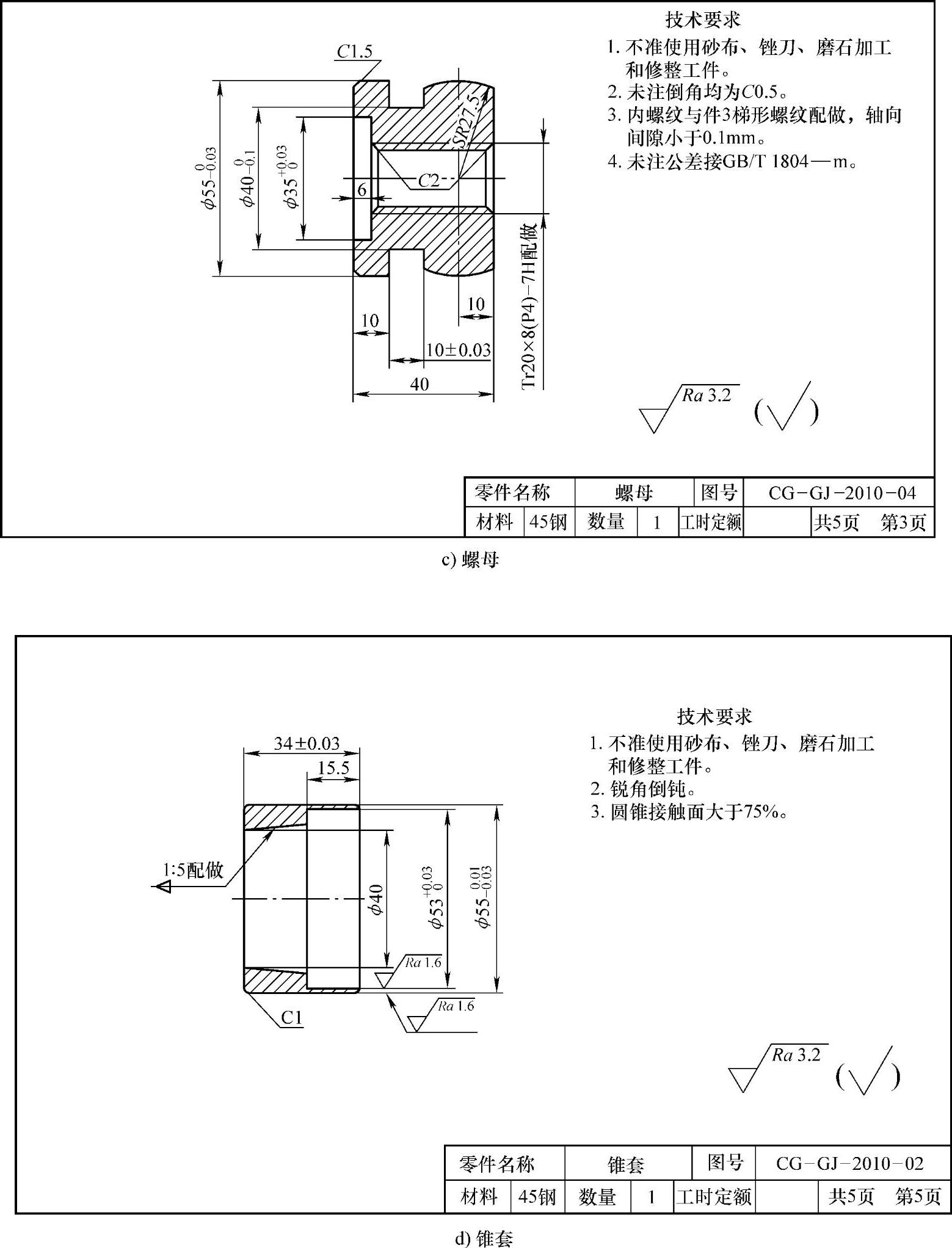
图2-46 偏心四件套组合(续)
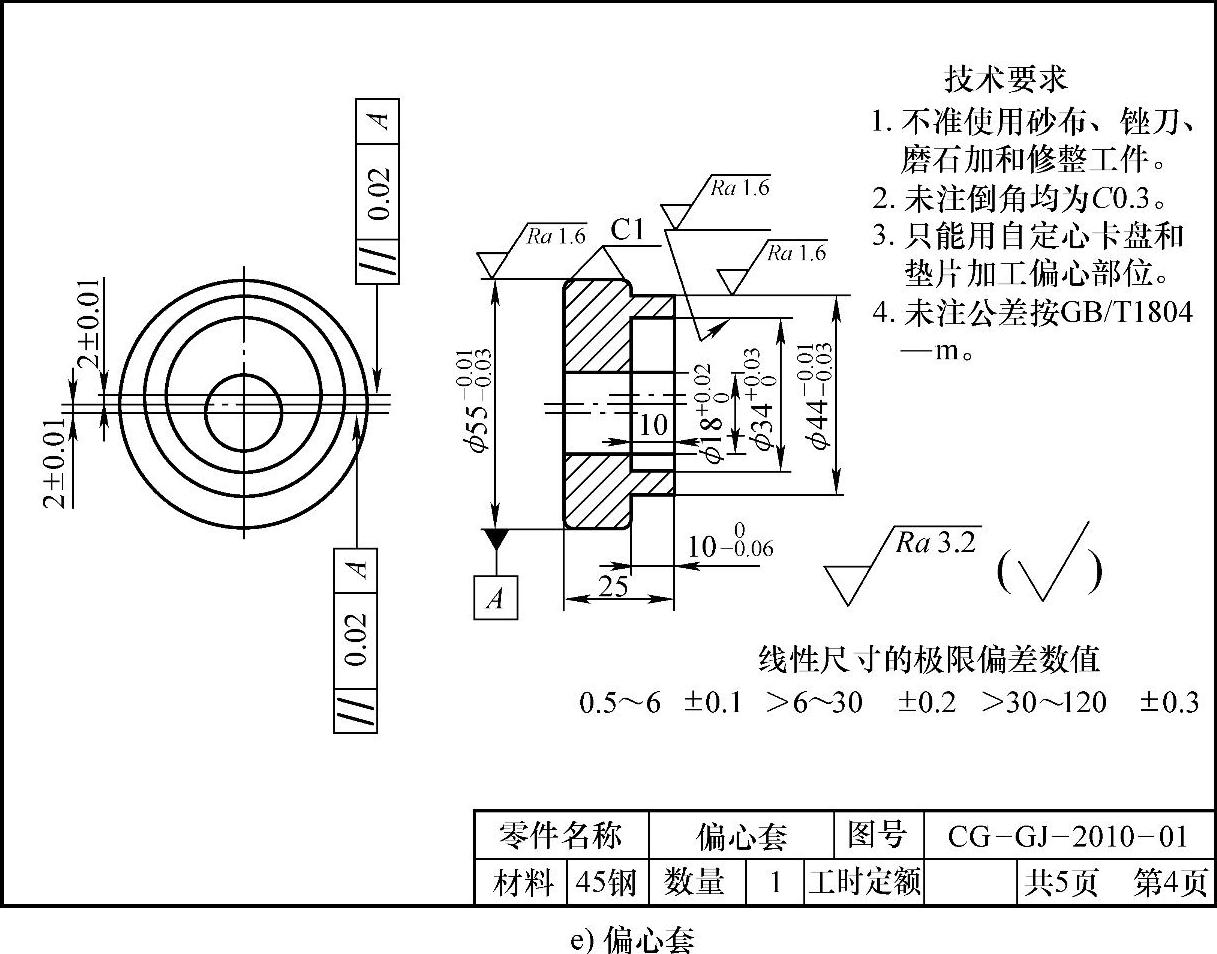
图2-46 偏心四件套组合(续)
2.准备要求
1)考件为45钢,尺寸为ϕ60mm×130mm、ϕ60mm×120mm的棒料。
2)检验锥度用的显示剂。
3)相关工、量、刀具的准备。
3.考核要求
(1)考核内容 各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用锉刀、砂布、油石修整加工表面。
(2)时间定额 360min(不含考前准备时间)。提前完工不加分,超时间定额10min扣5分;超20min扣10分;超过30min则停止考试。
(3)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
4.评分标准(见表2-42~表2-46)
表2-42 偏心螺杆轴评分标准
(续)
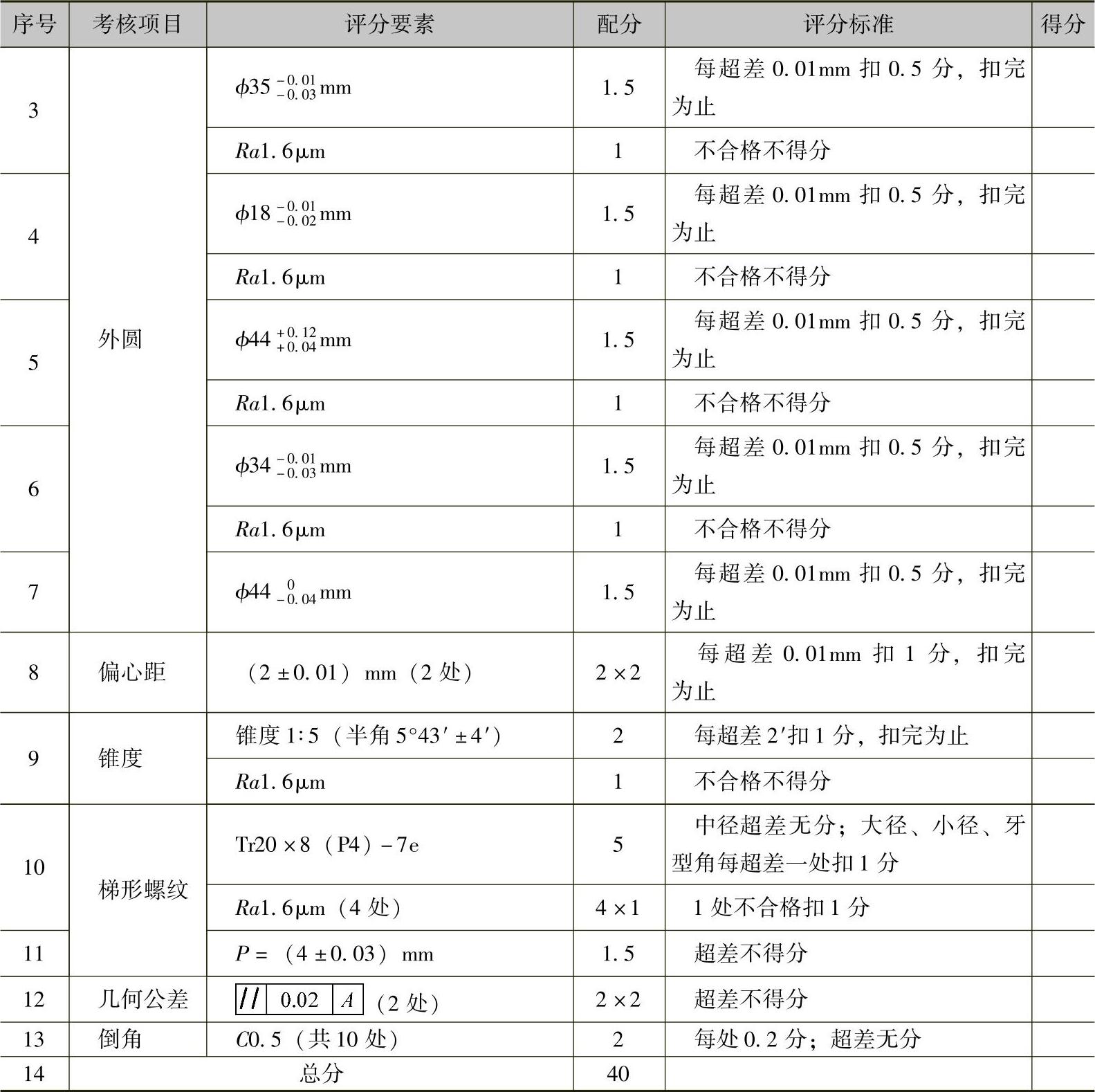
表2-43 螺母评分标准
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
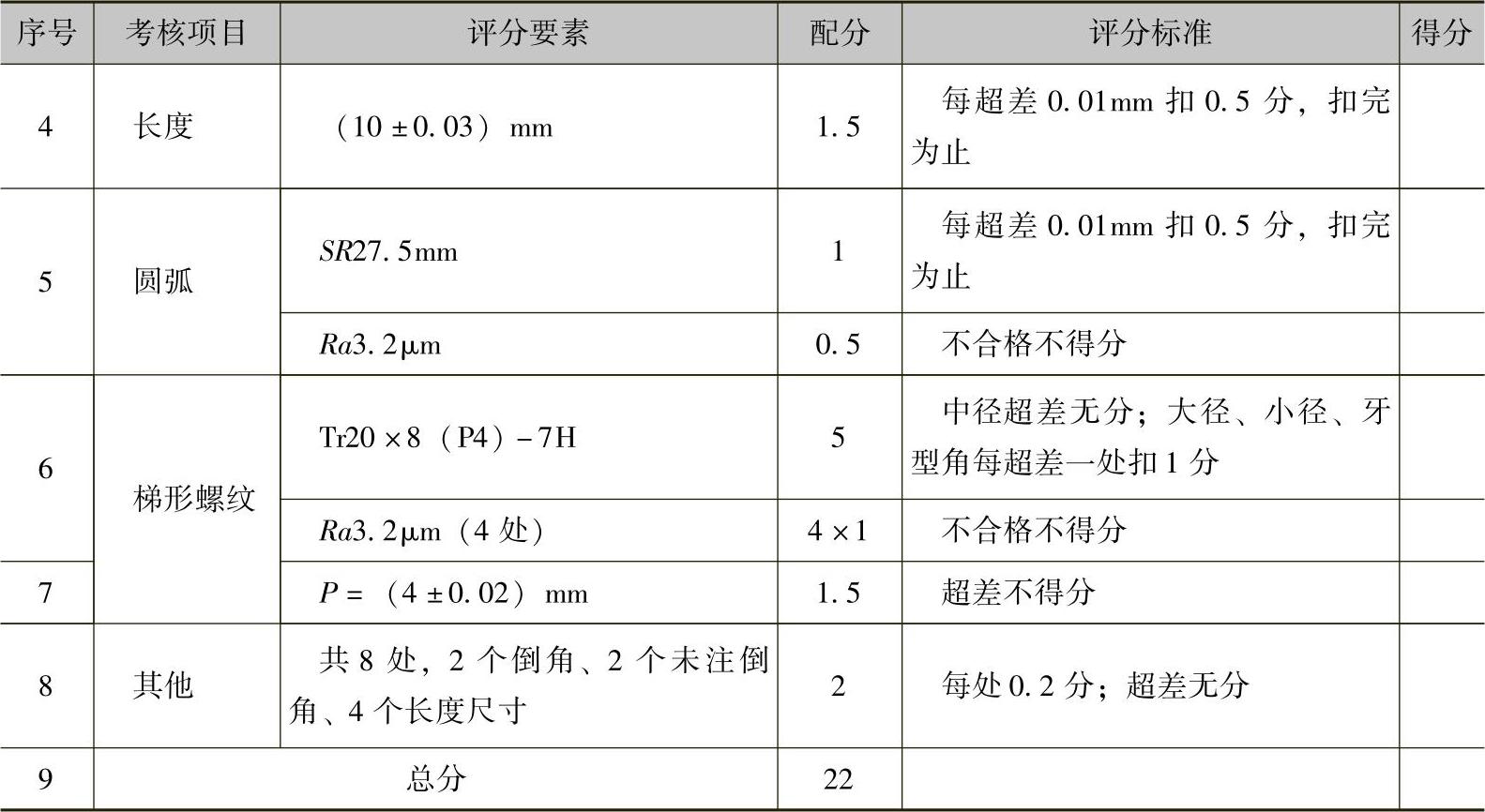
表2-44 锥套评分标准
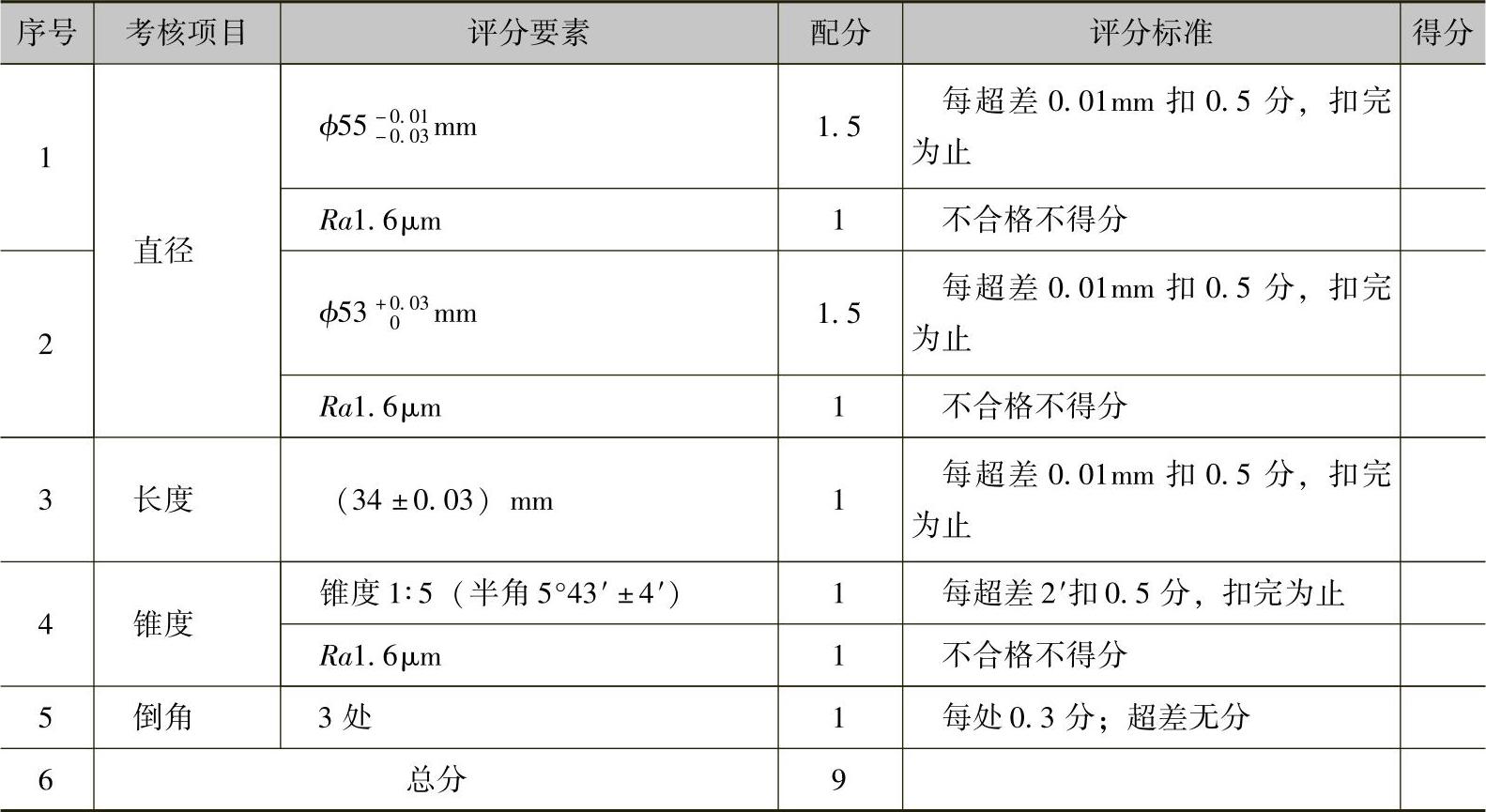
表2-45 偏心套评分标准

(续)
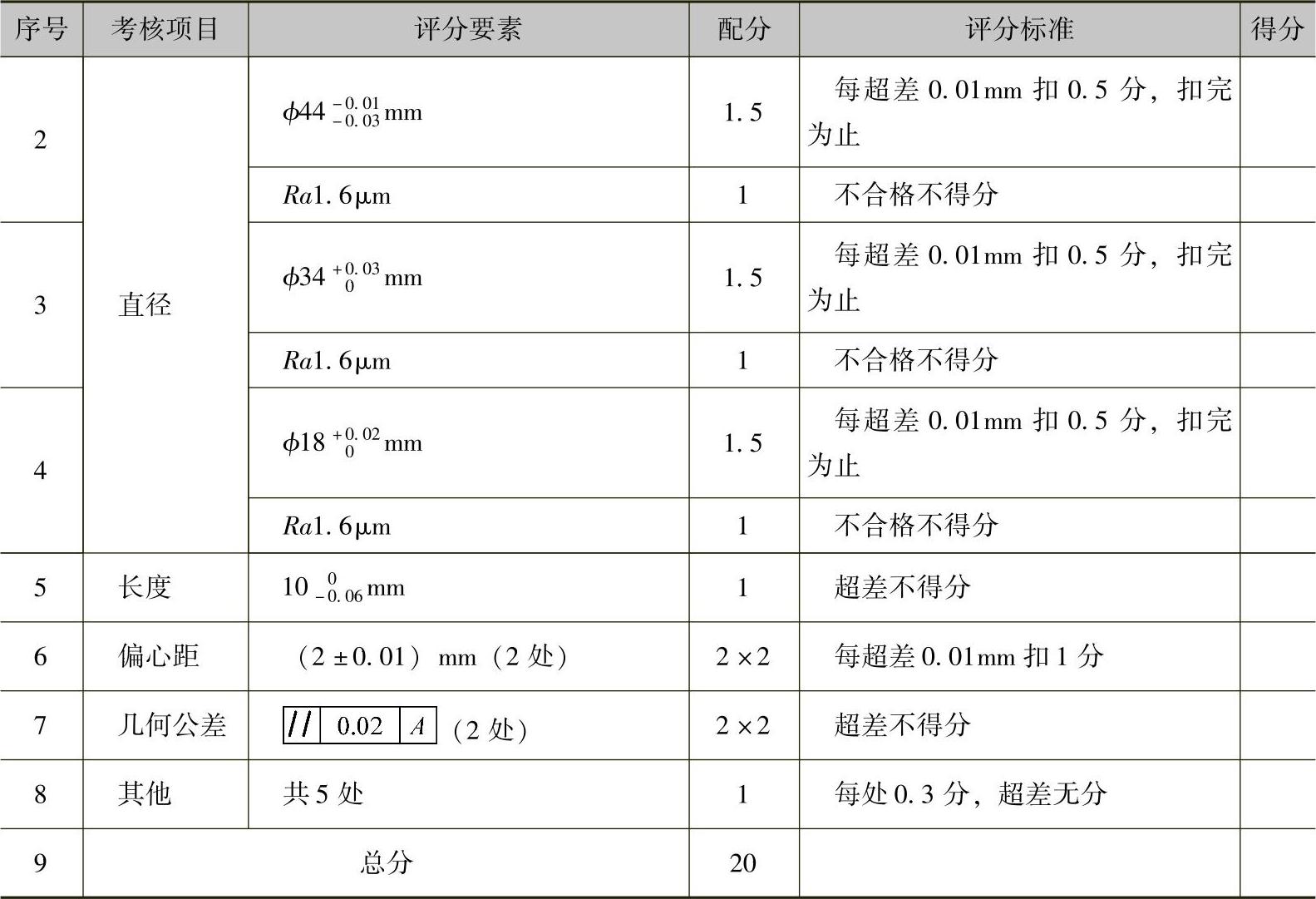
表2-46 装配评分标准
八、车锥度偏心组合件
1.零件图样(图2-47)
2.准备要求
1)考件为45钢,尺寸为ϕ26mm×100mm、ϕ60mm×70mm、ϕ24mm×95mm、ϕ60mm×65mm、ϕ42mm×85mm的棒料。
2)检验锥度用的显示剂。
3)相关工、量、刀具准备。
3.考核要求
(1)考核内容 各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用锉刀、砂布、磨石修整加工表面。
(2)时间定额 400min(不含考前准备时间)。提前完工不加分,超时间定额10min扣5分;超20min扣10分;超过30min则停止考试。
(3)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
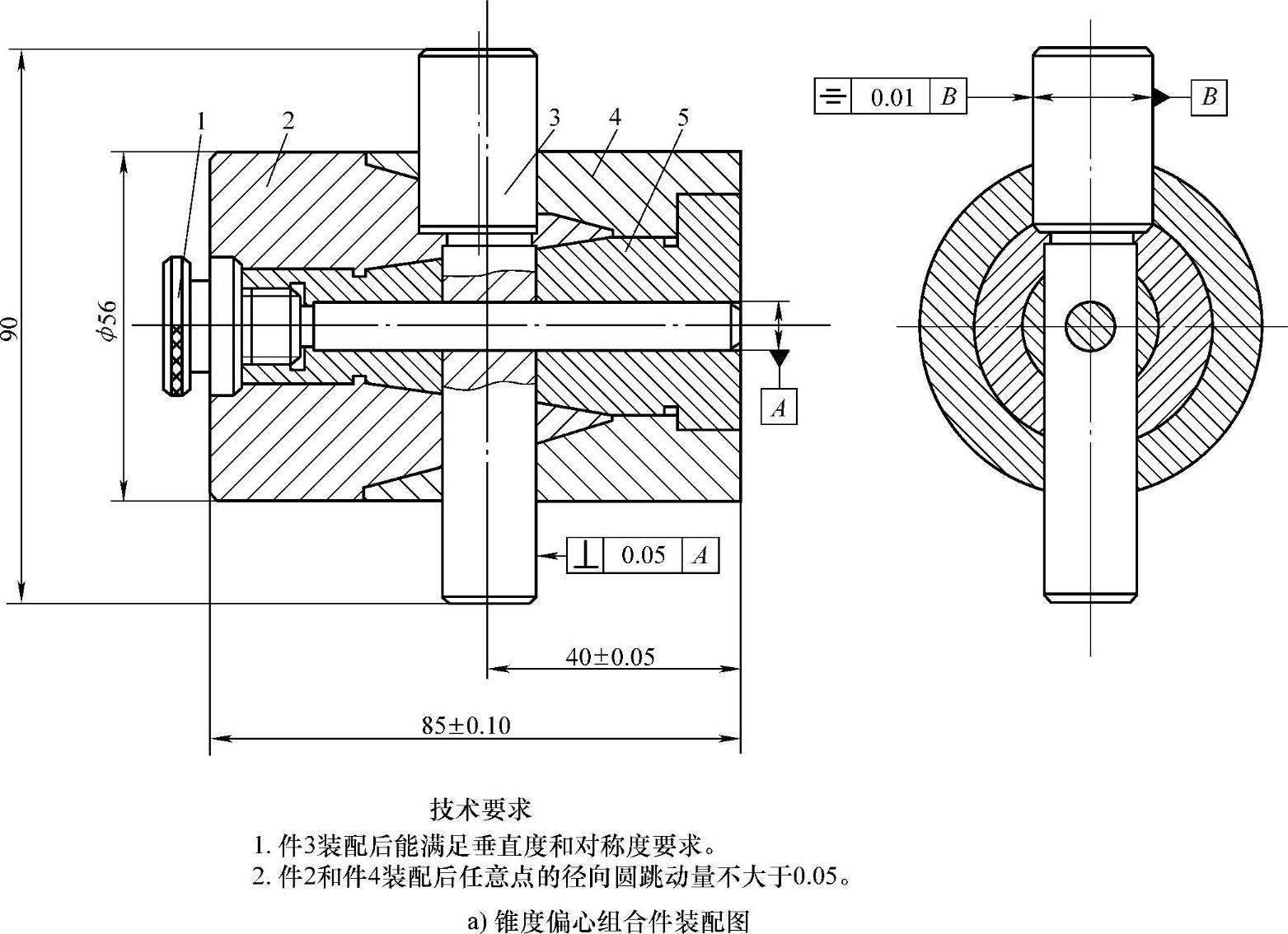
图2-47 锥度偏心组合件
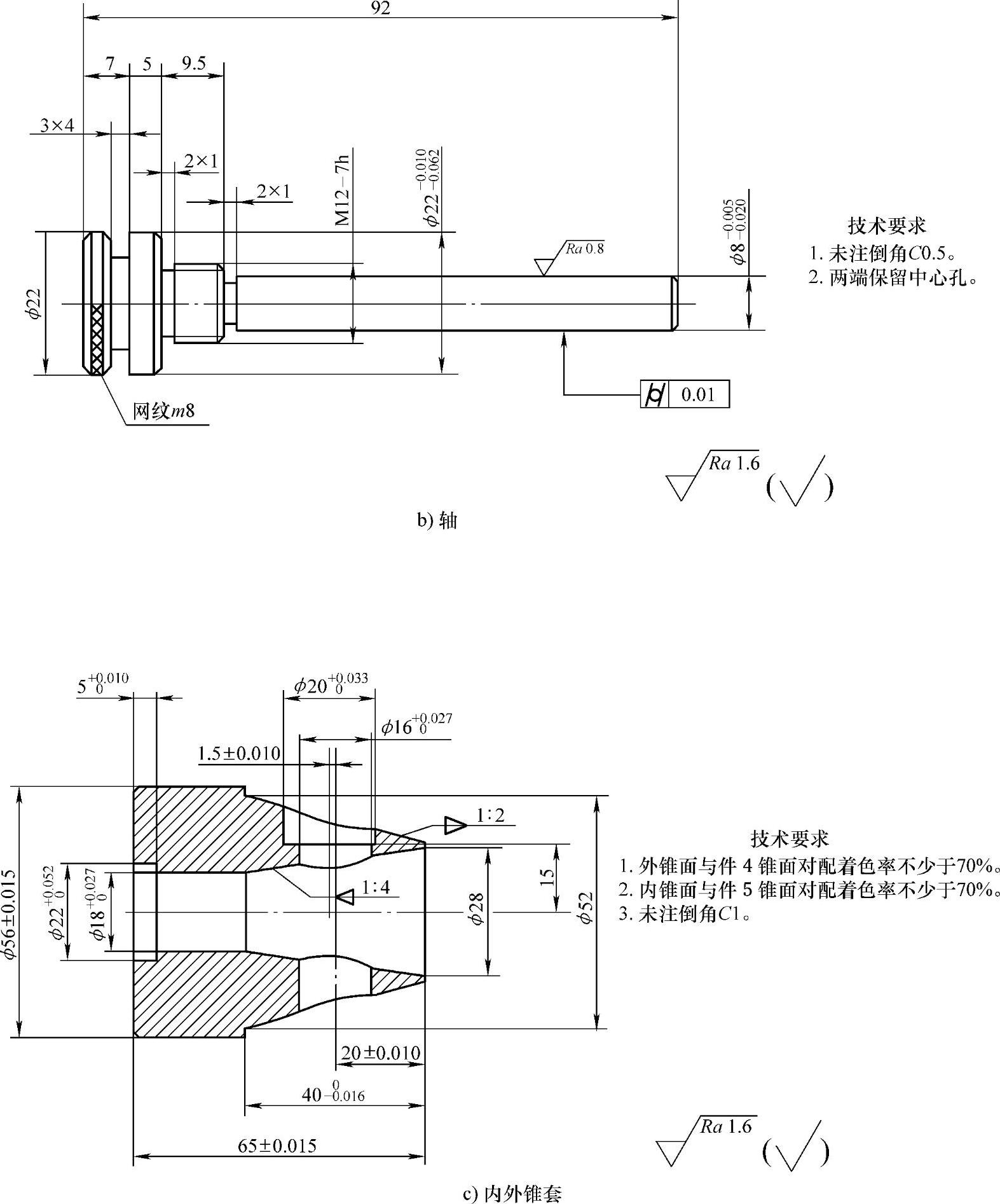
图2-47 锥度偏心组合件(续)
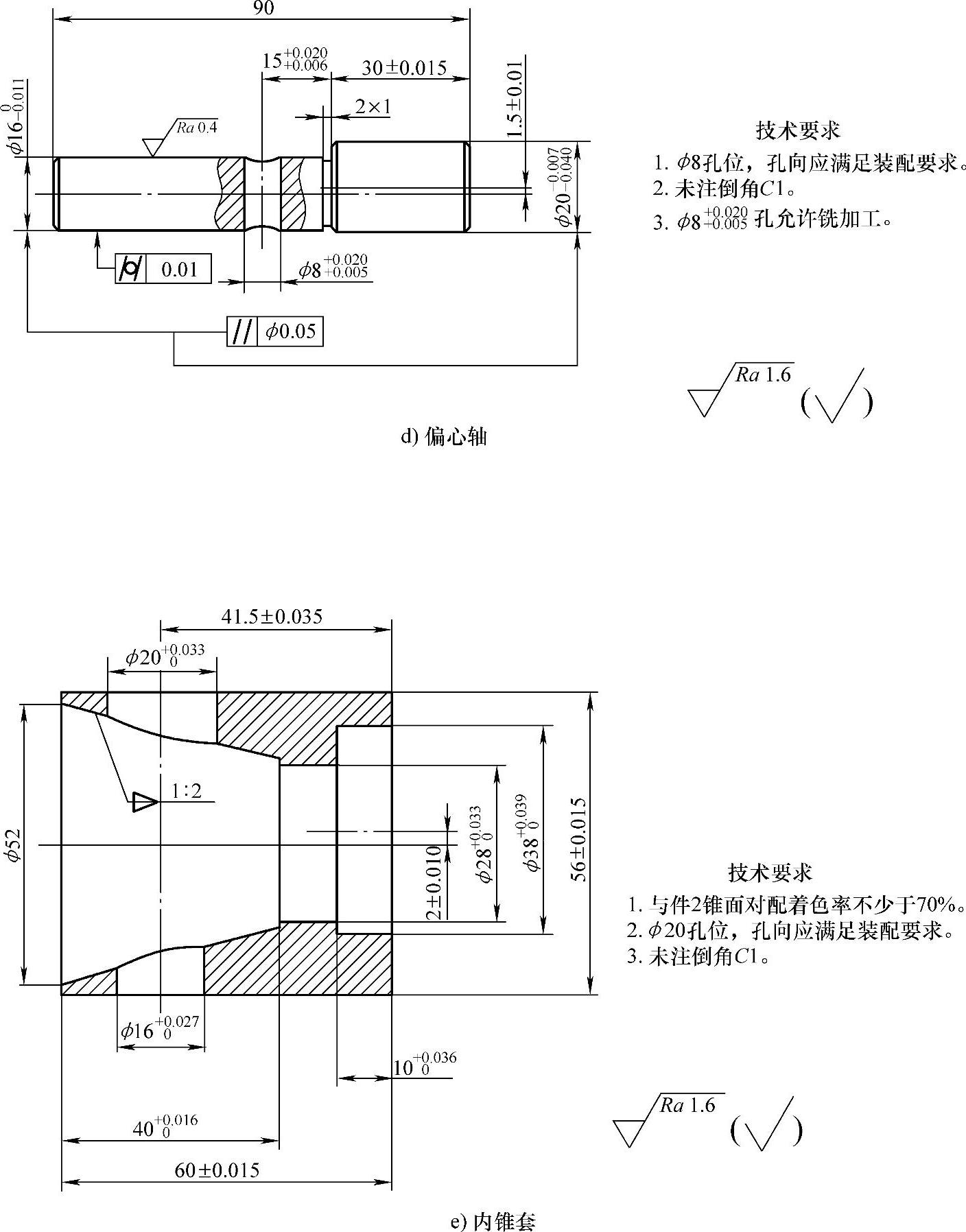
图2-47 锥度偏心组合件(续)
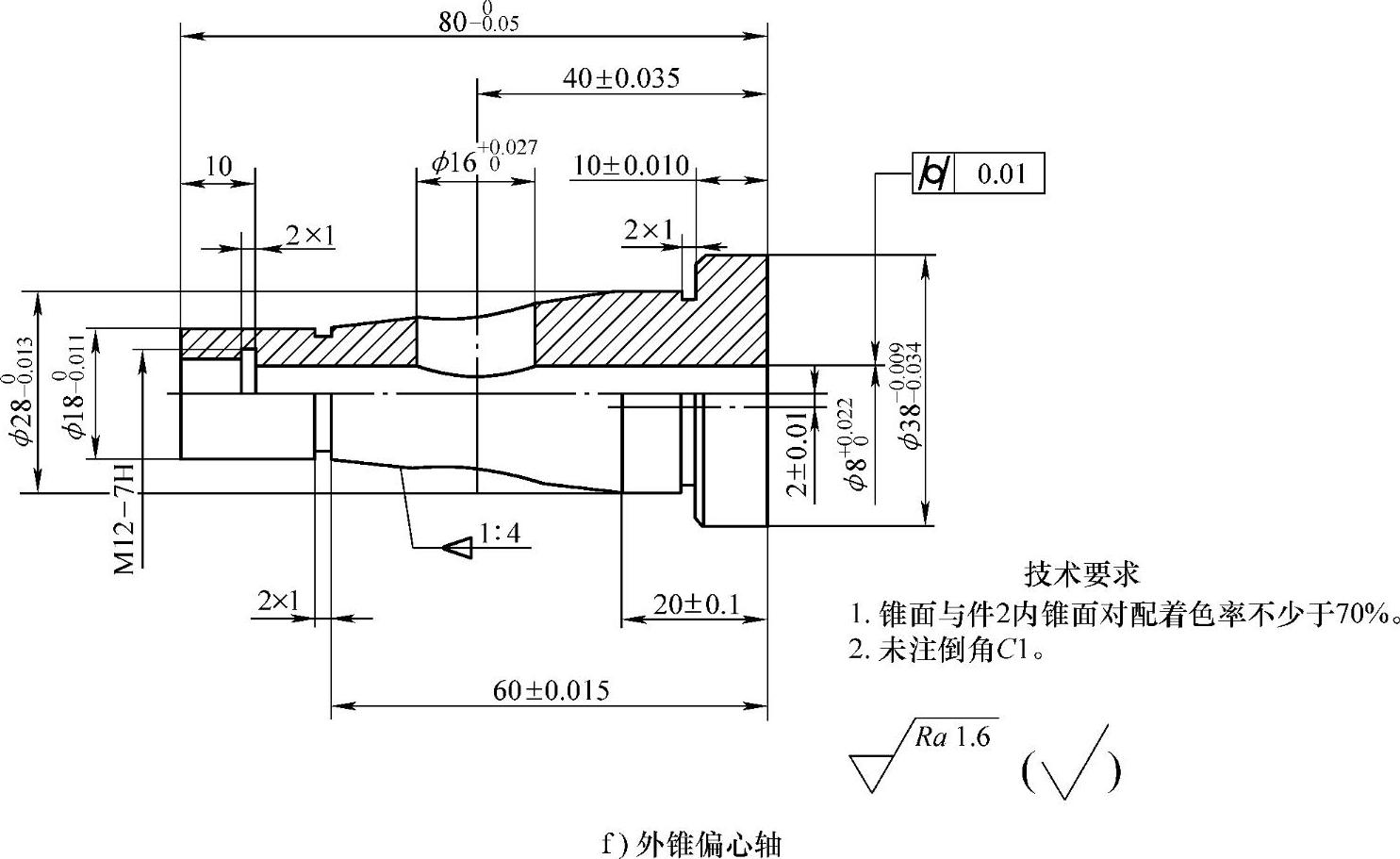
图2-47 锥度偏心组合件(续)
4.评分标准(见表2-47~表2-52)
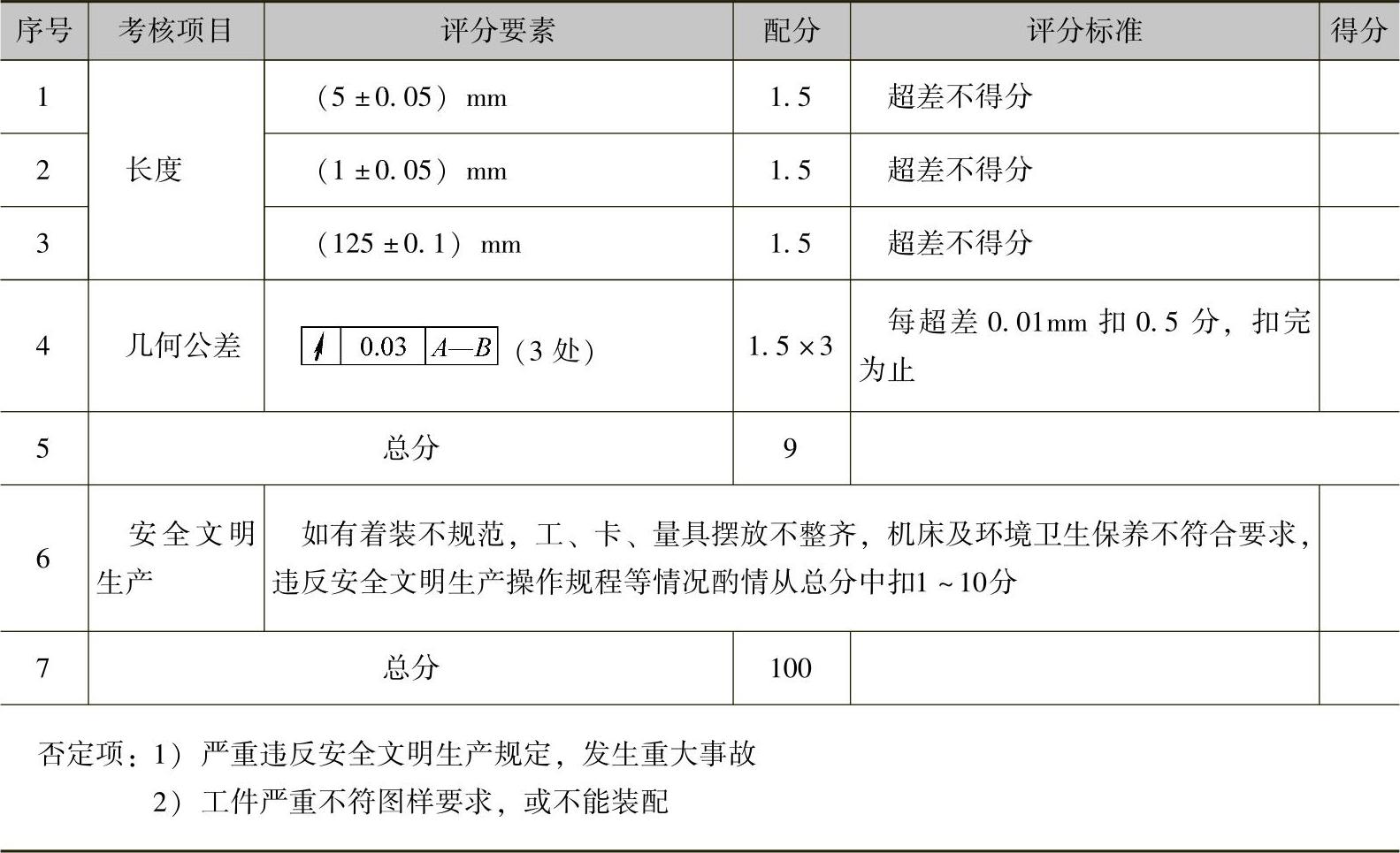
表2-47 轴评分标准
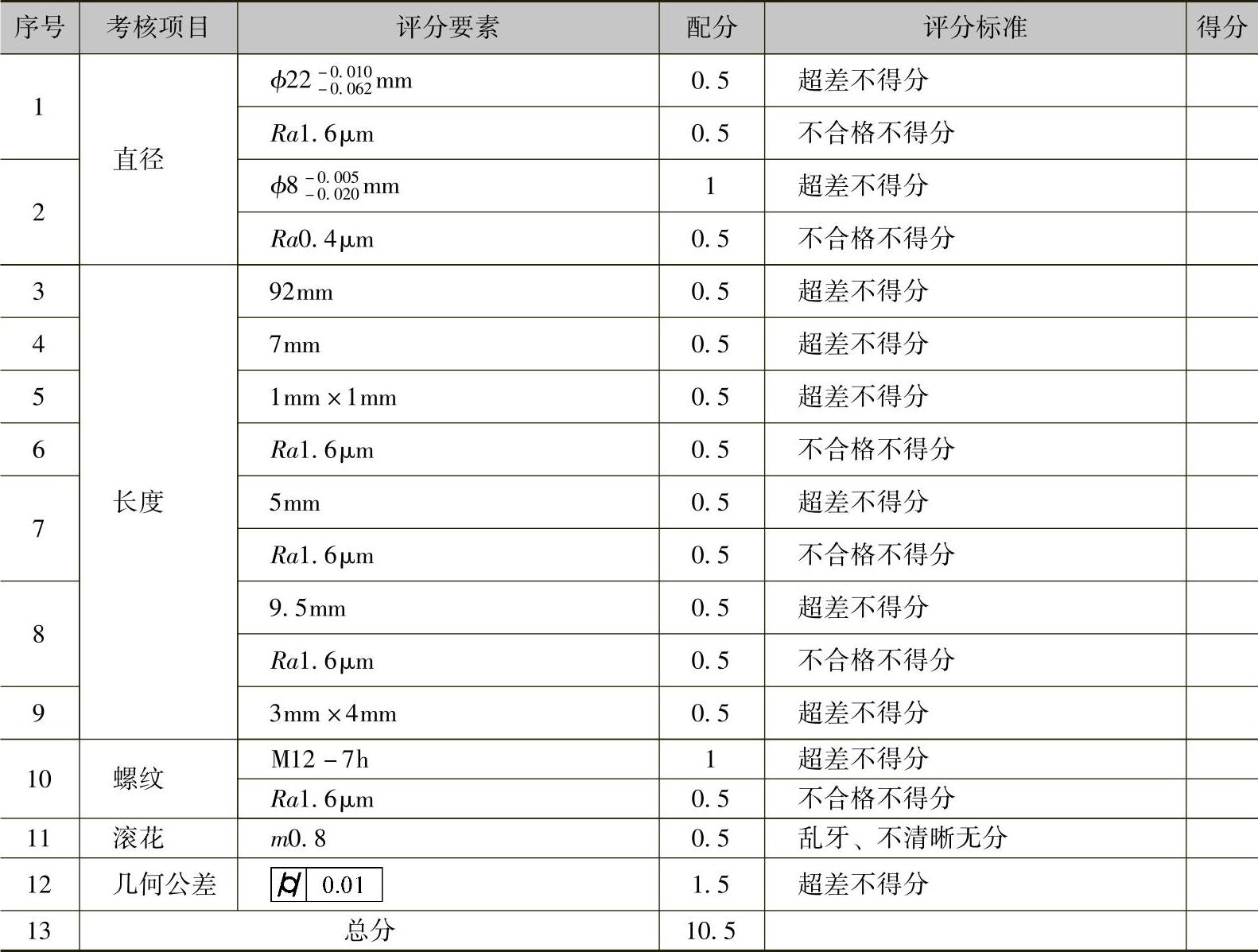
表2-48 内外锥套评分标准
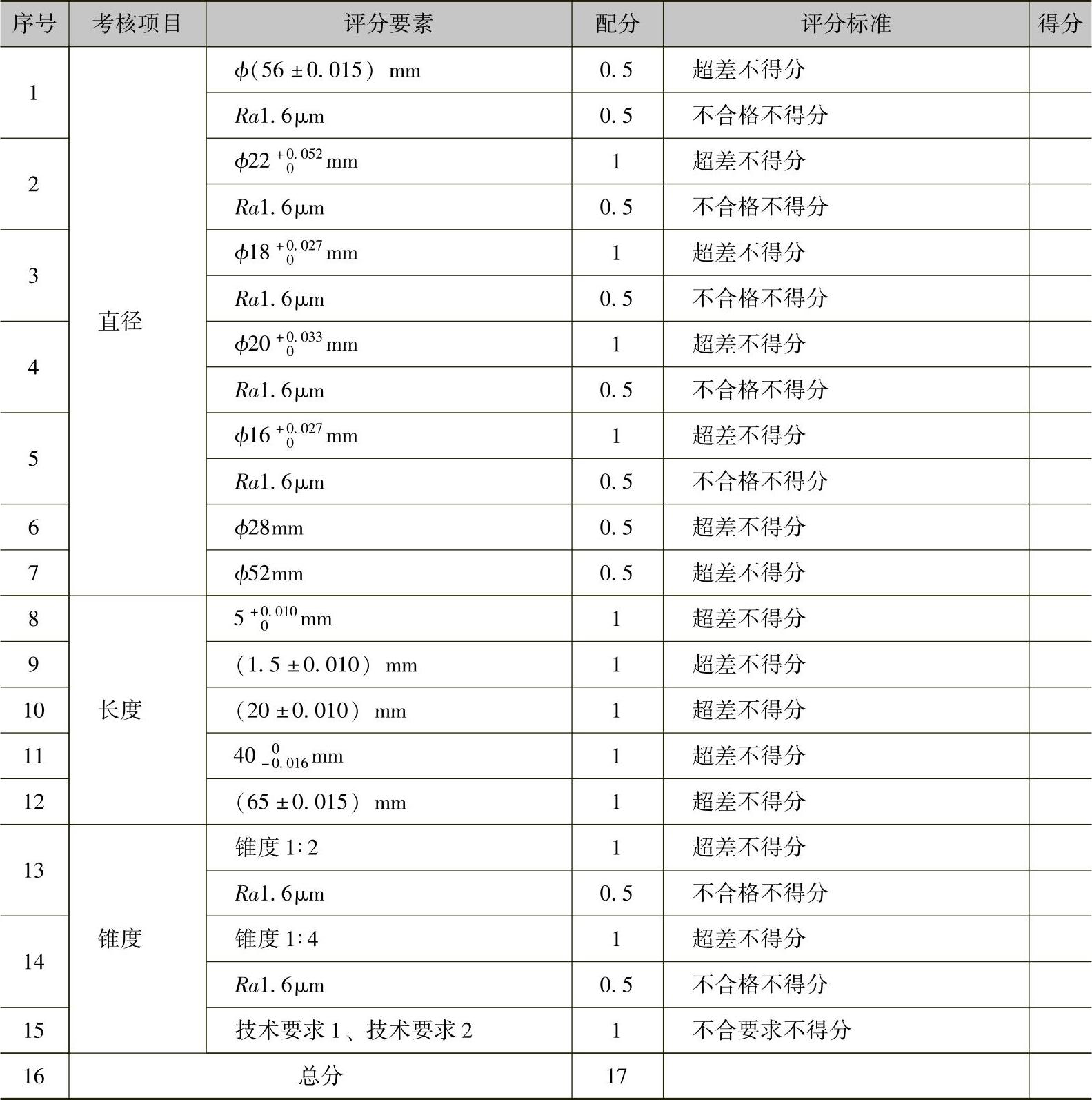
表2-49 偏心轴评分标准
(续)
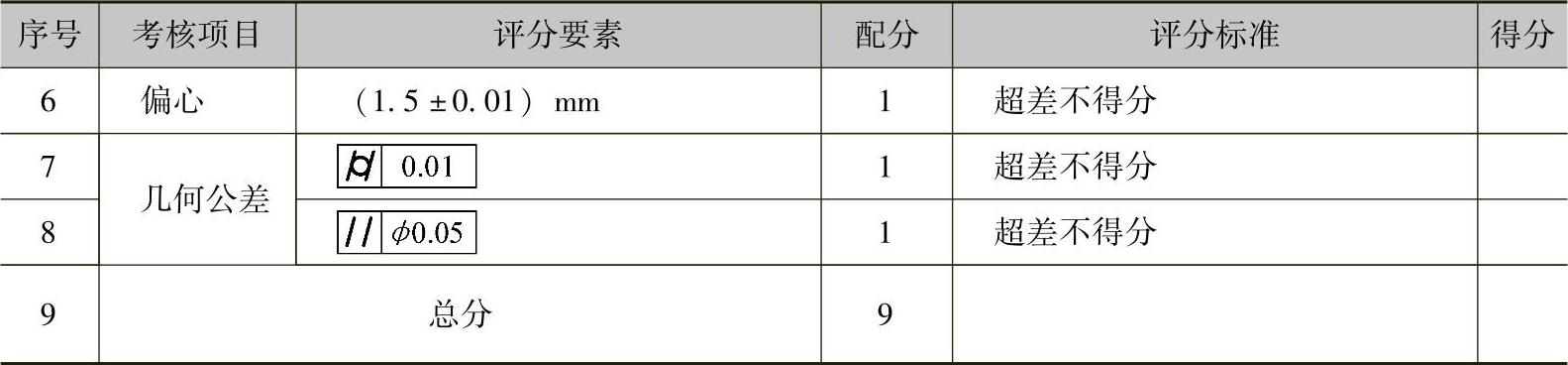
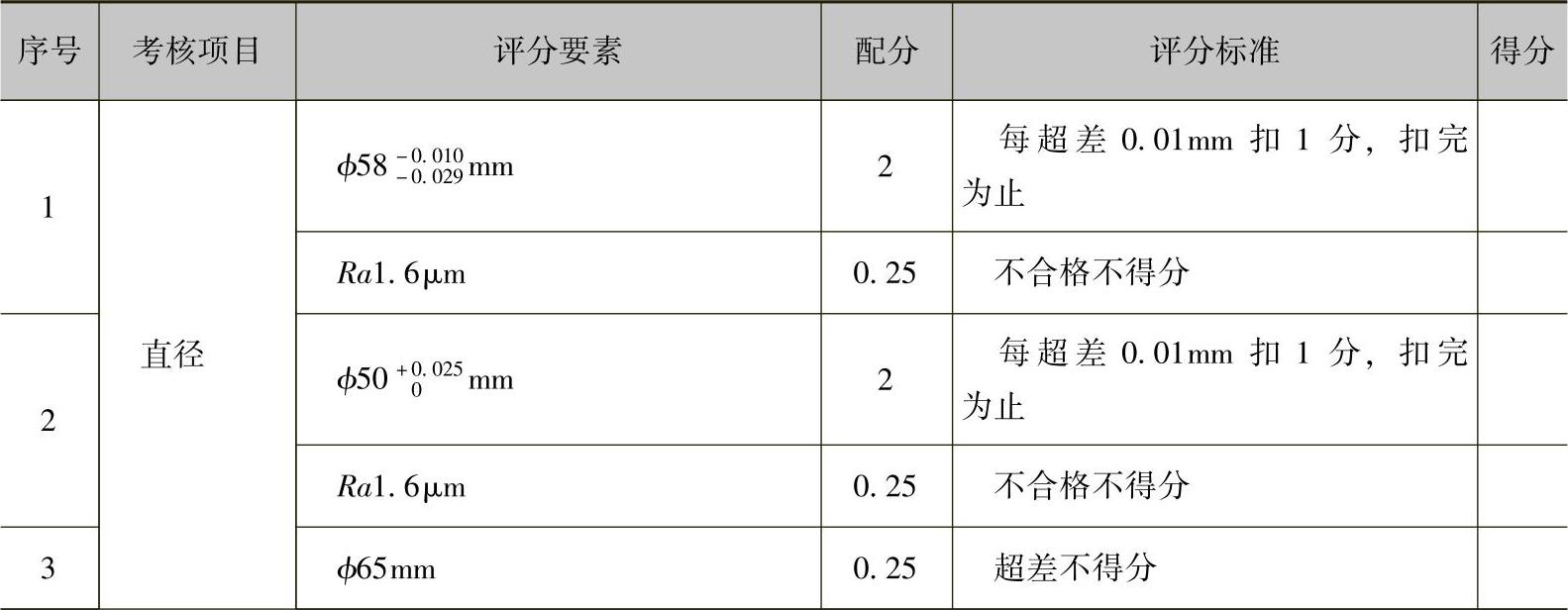
表2-50 内锥套评分标准
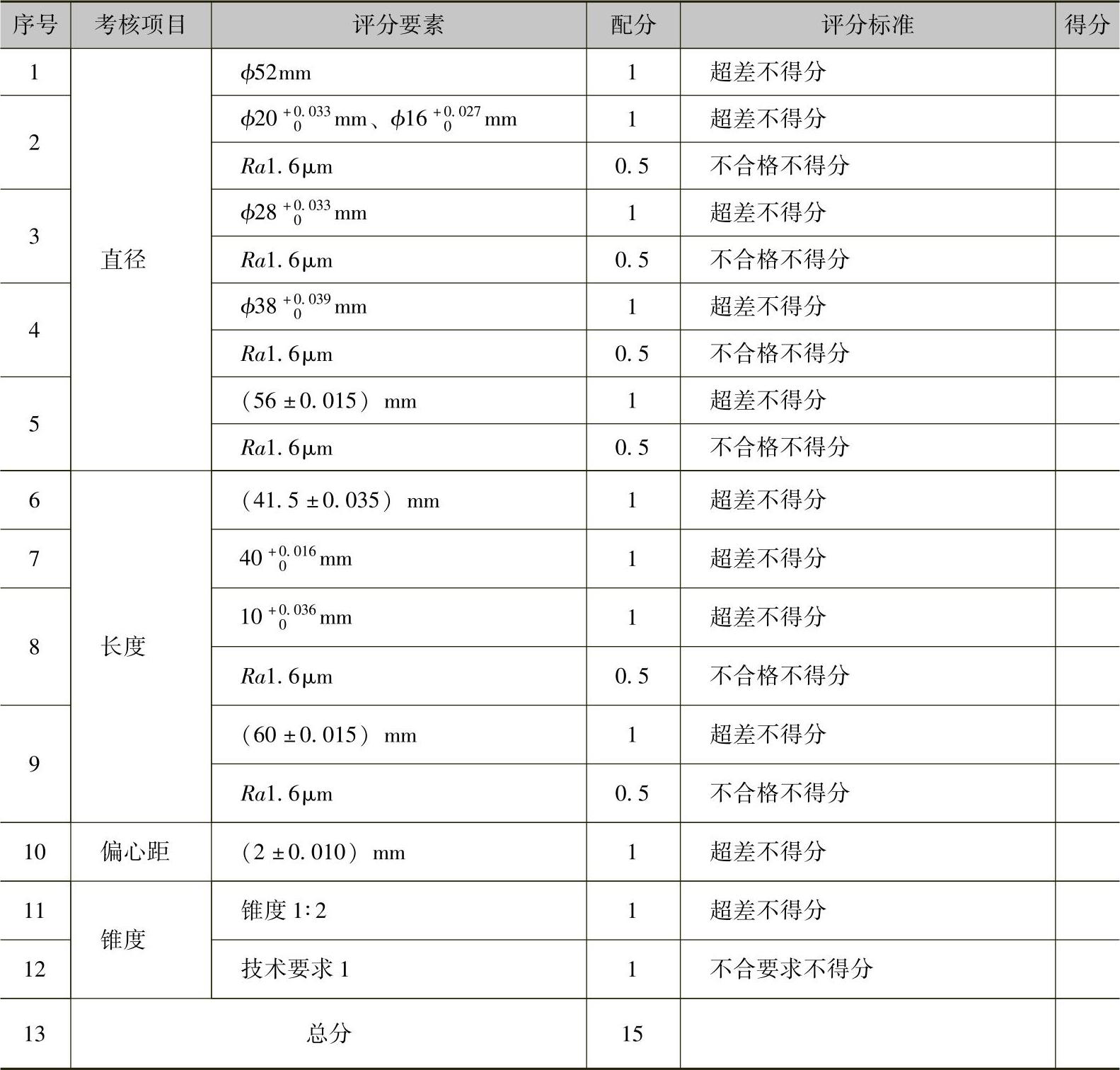
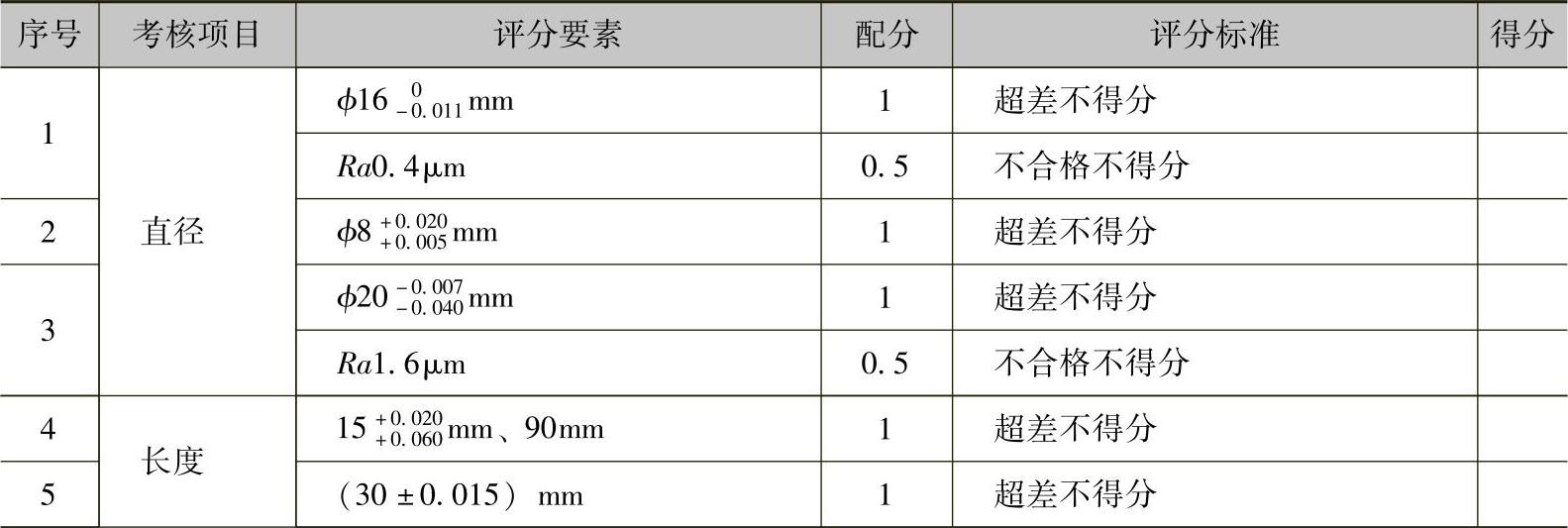
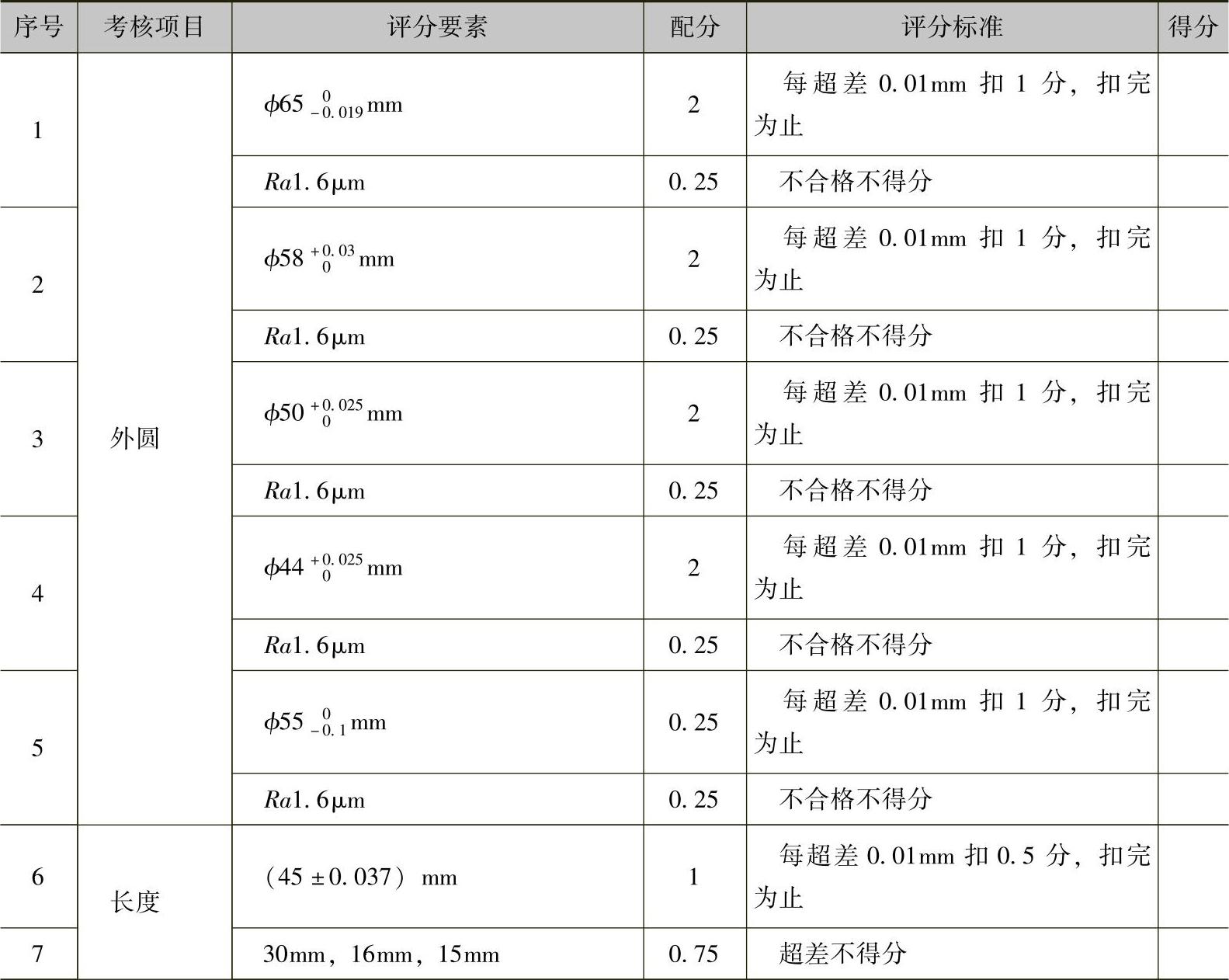
表2-51 外锥偏心轴评分标准
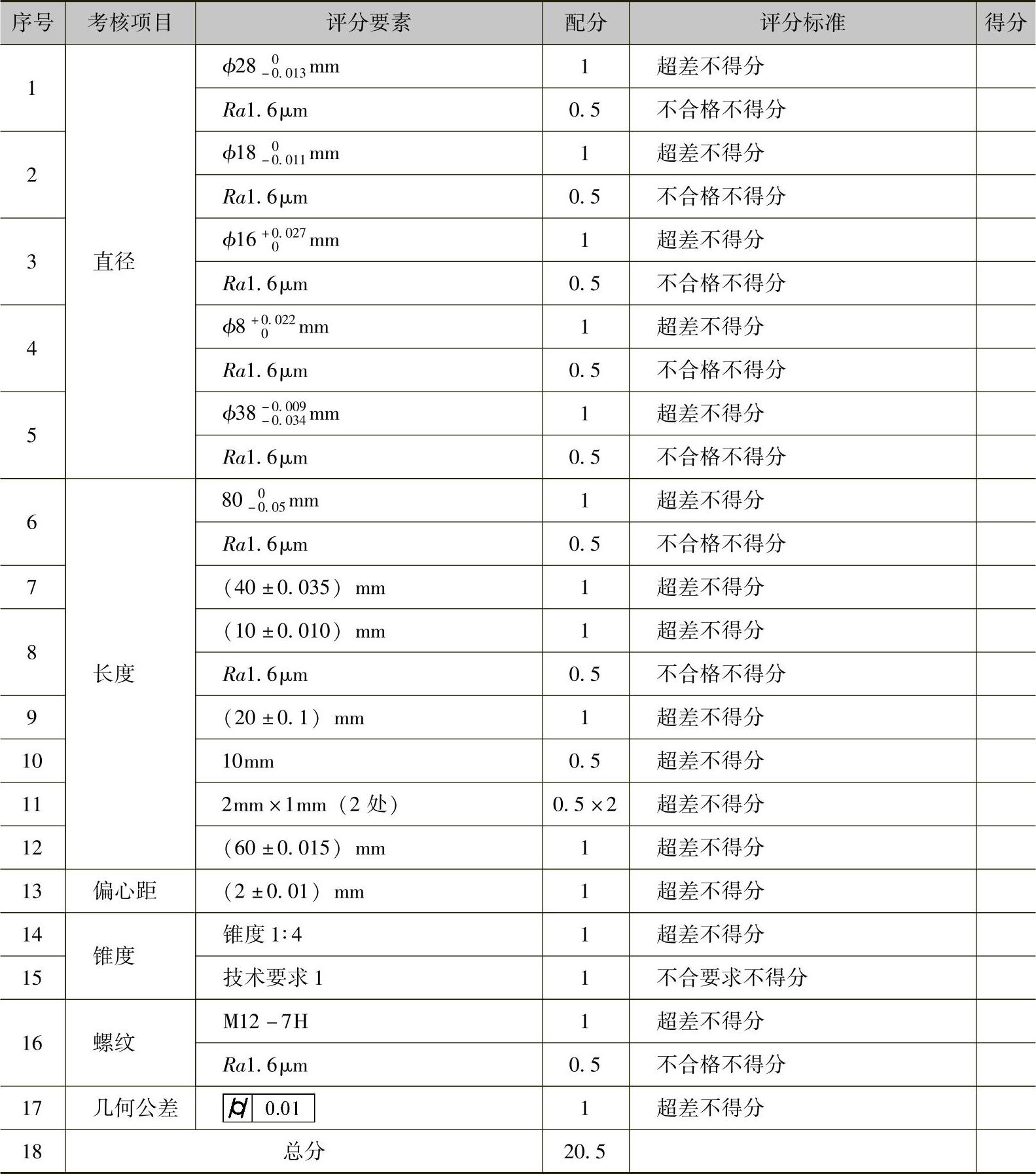
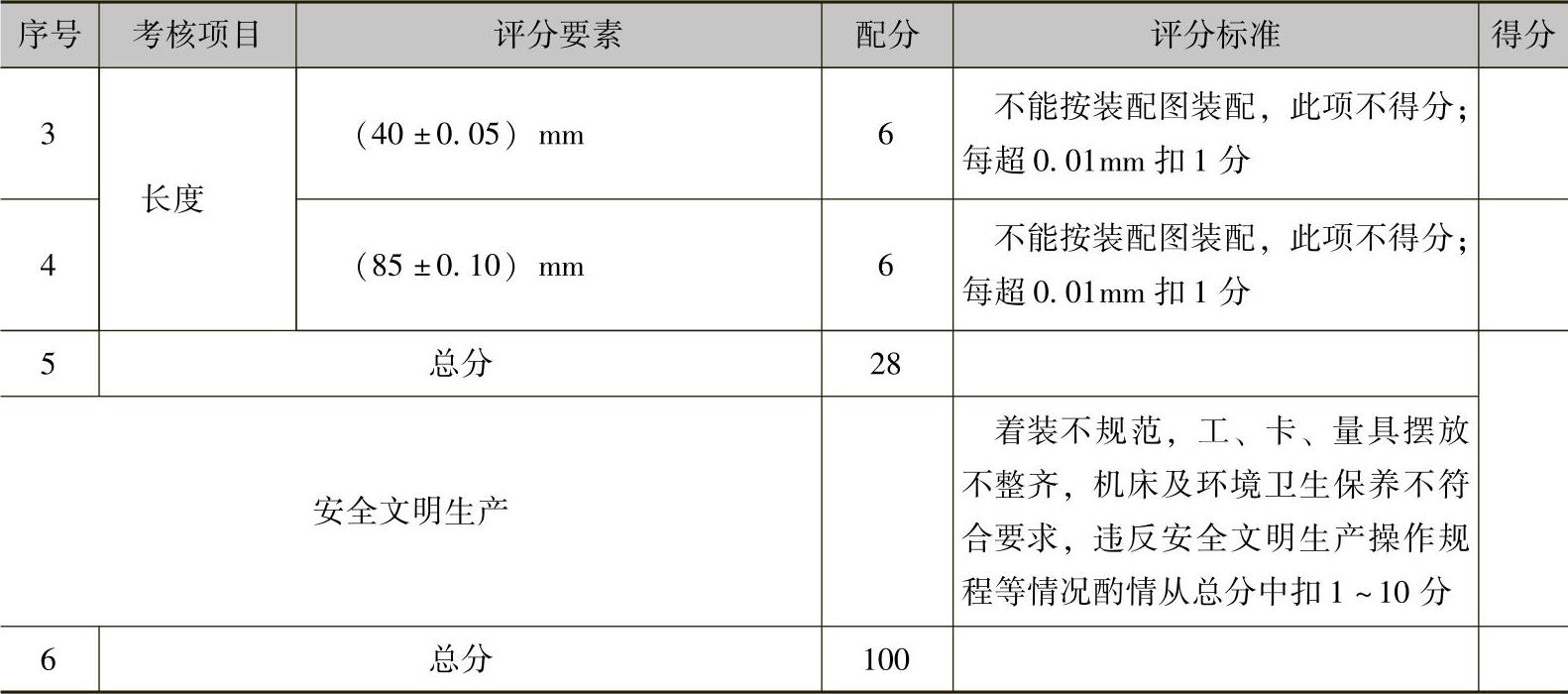
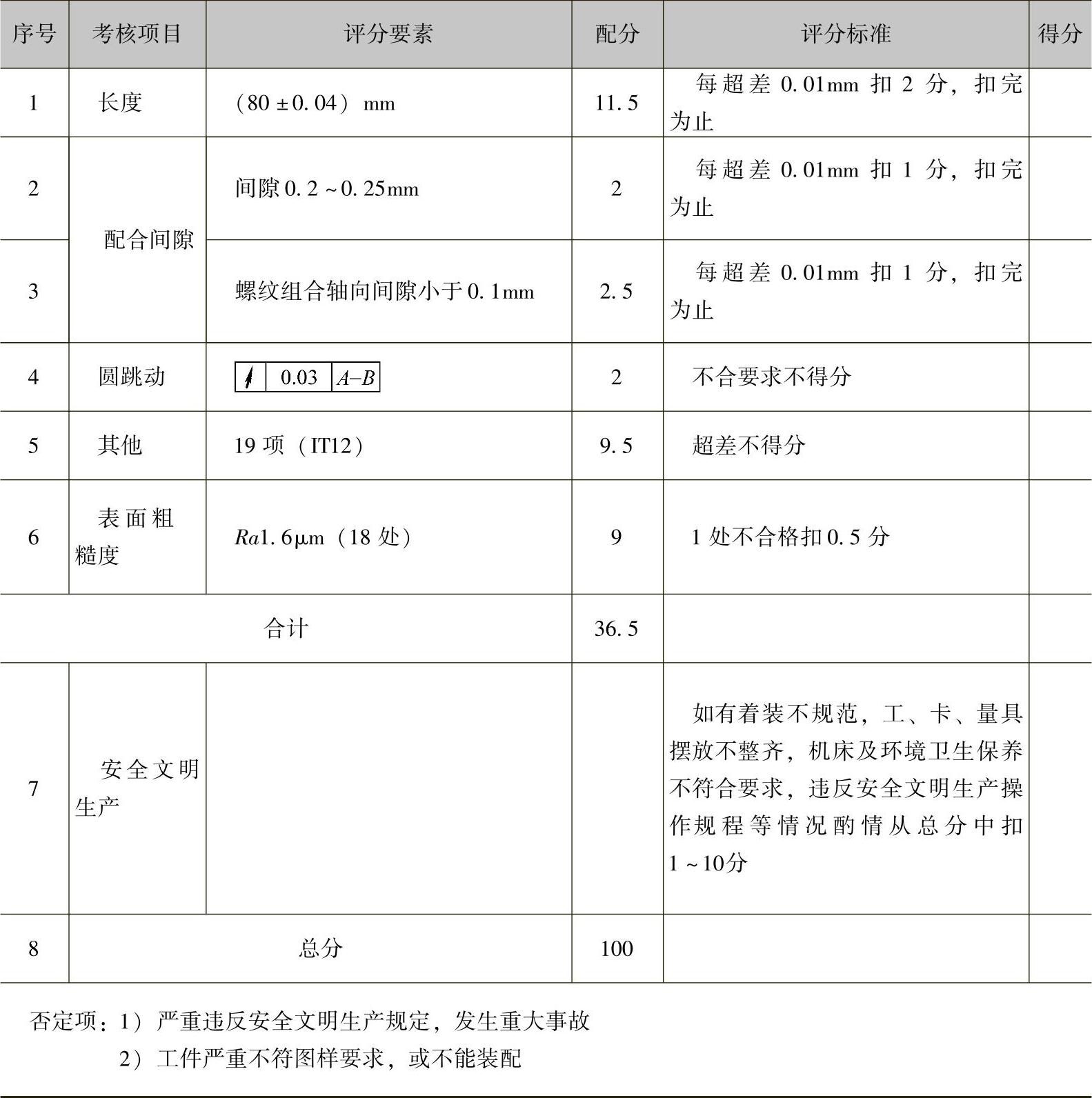
表2-52 总装配合评分标准

(续)
九、五件十字套组合
1.零件图样(见图2-48~图2-54)
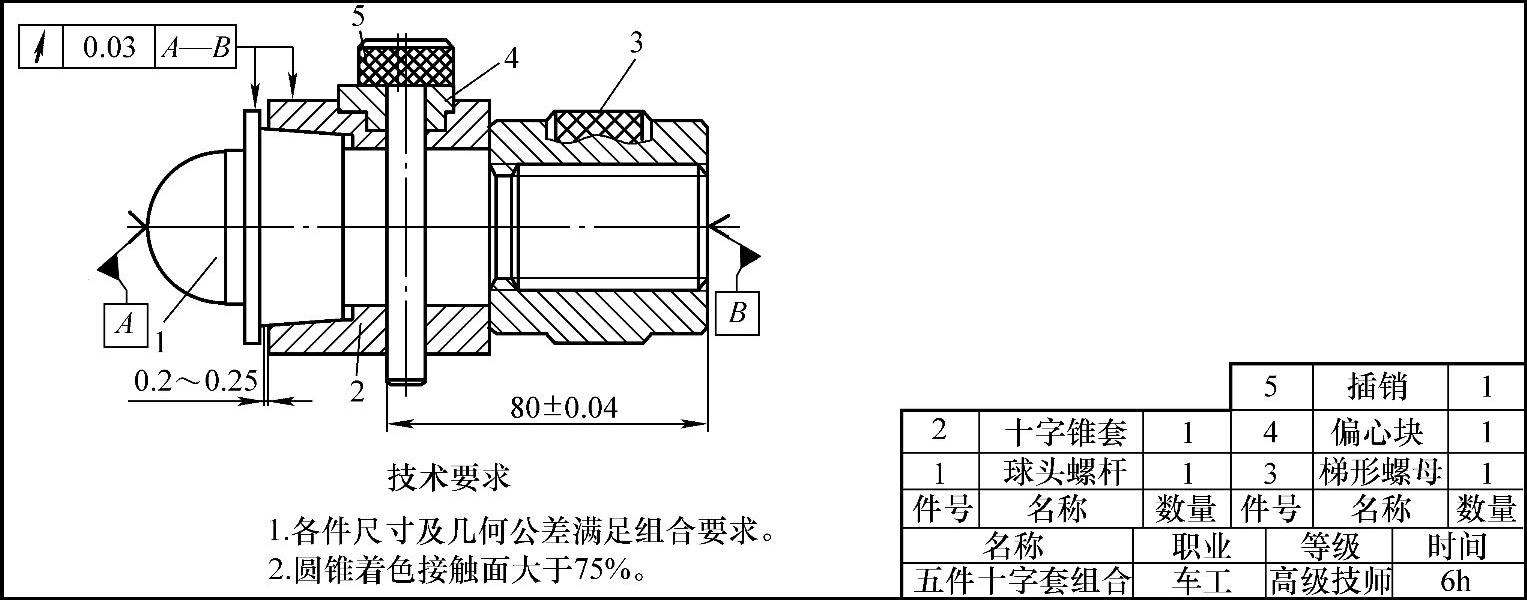
图2-48 第一装配位置图
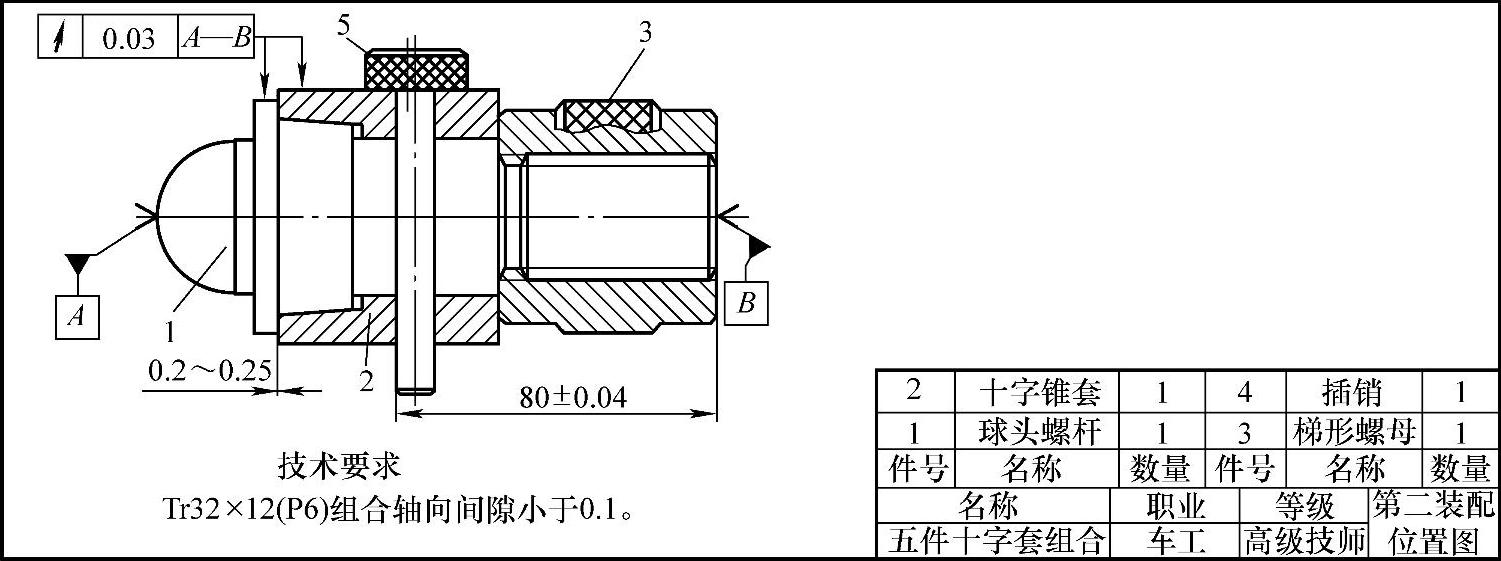
图2-49 第二装配位置图
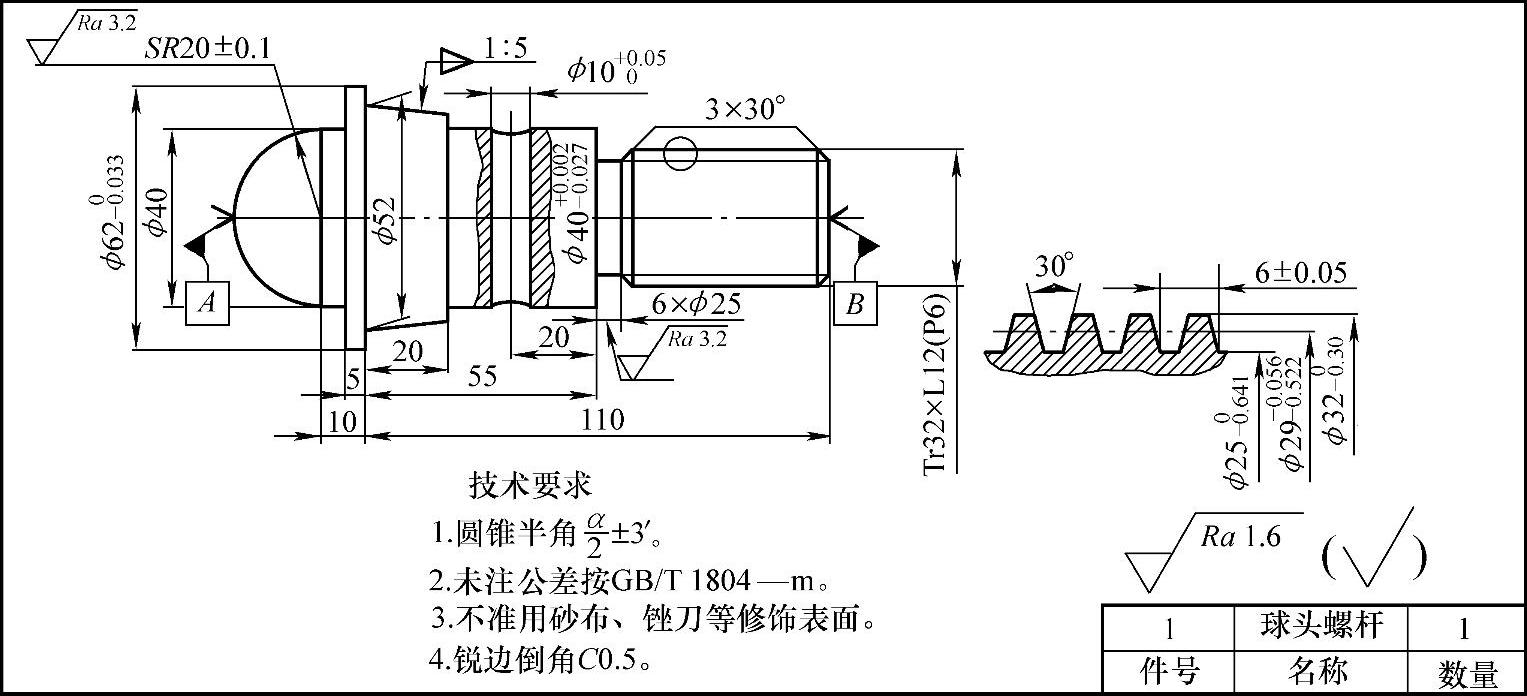
图2-50 球头螺杆
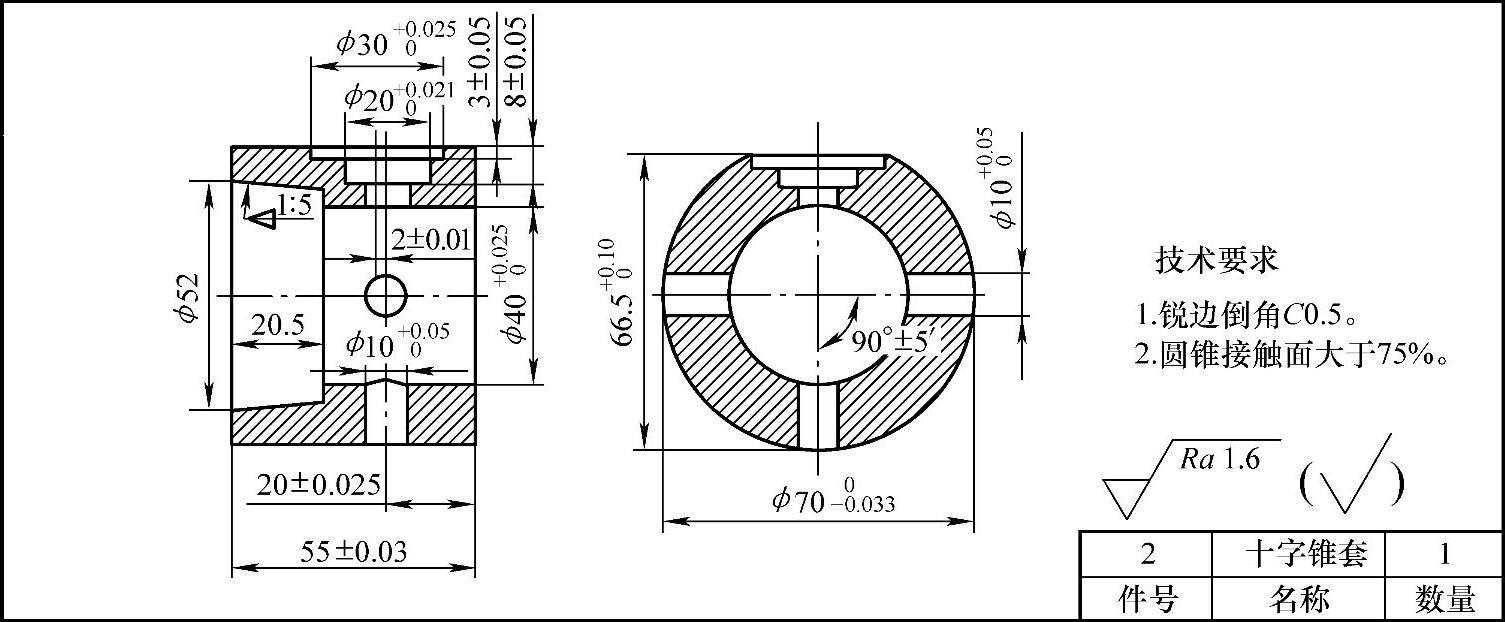
图2-51 十字锥套
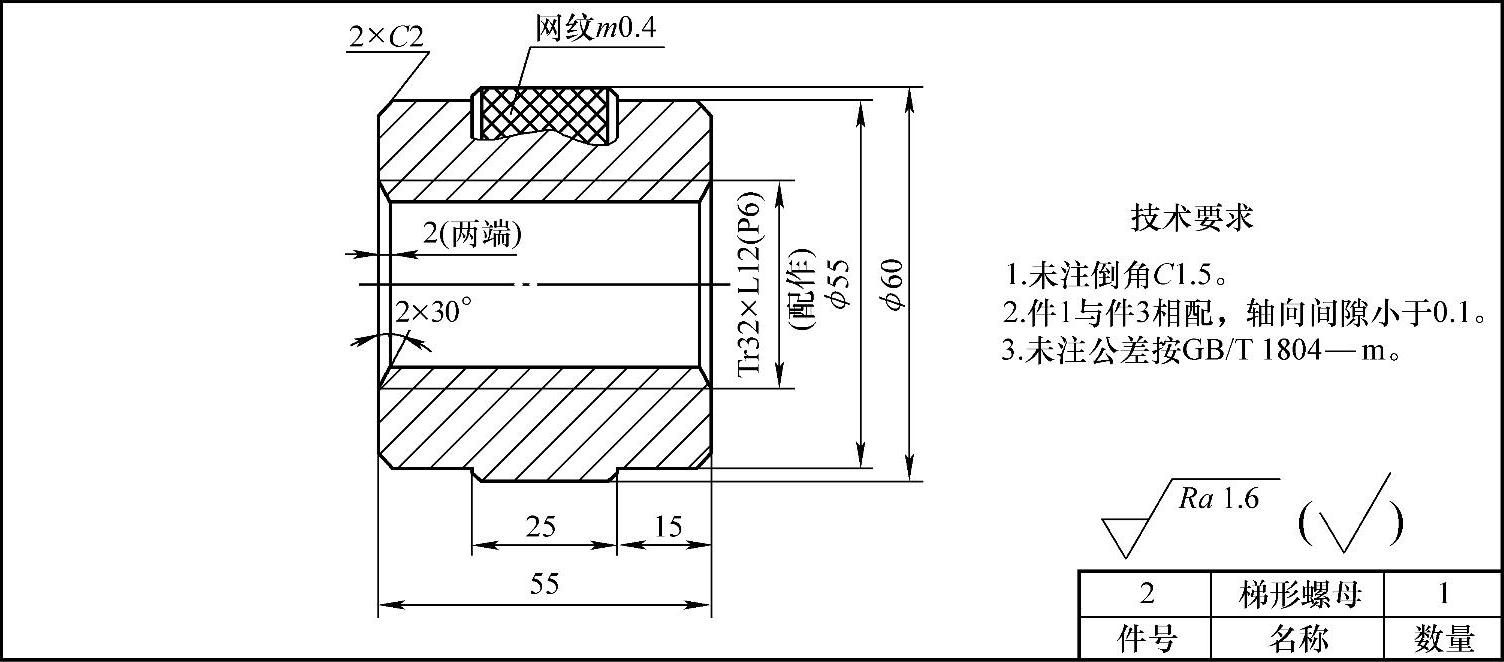
图2-52 梯形螺母
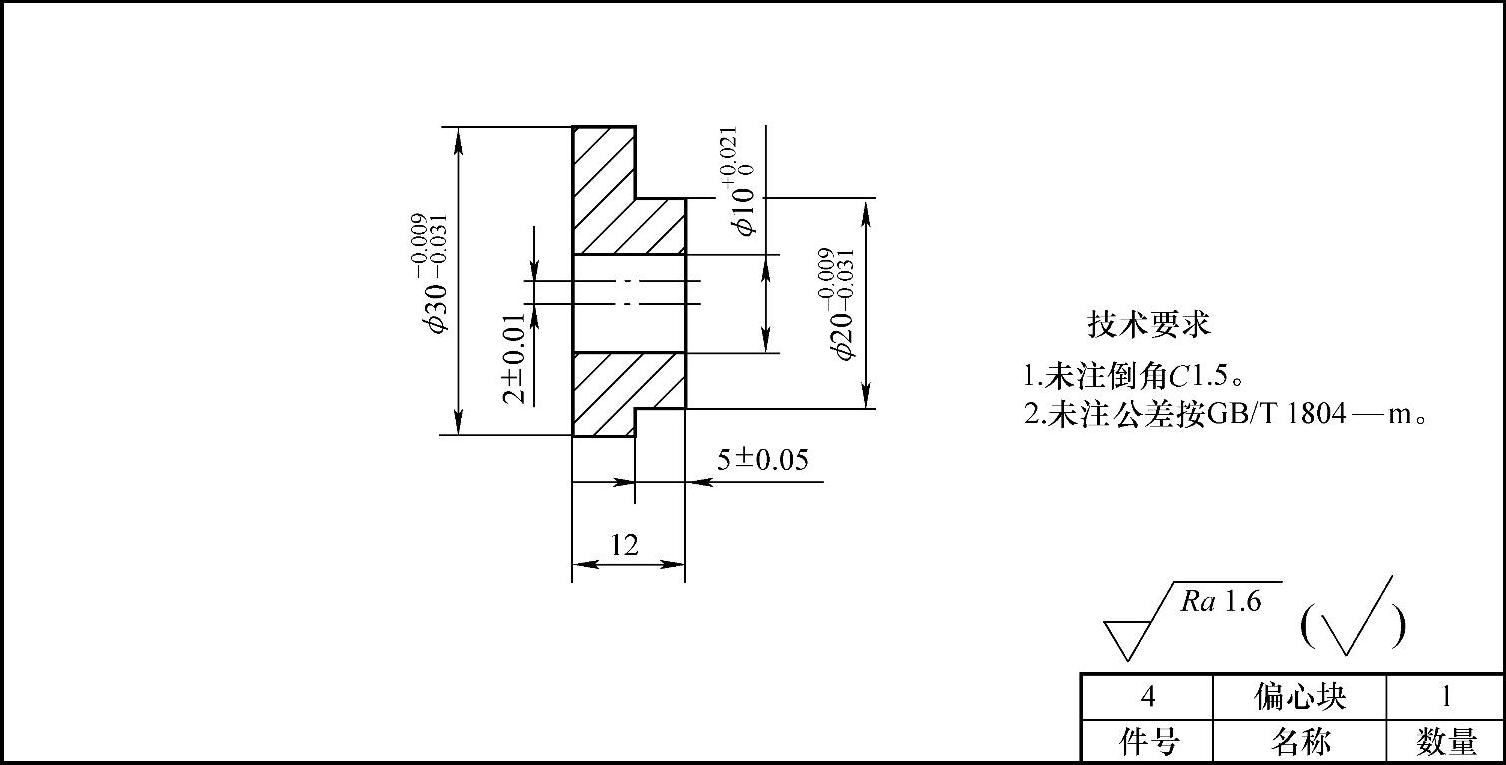
图2-53 偏心块
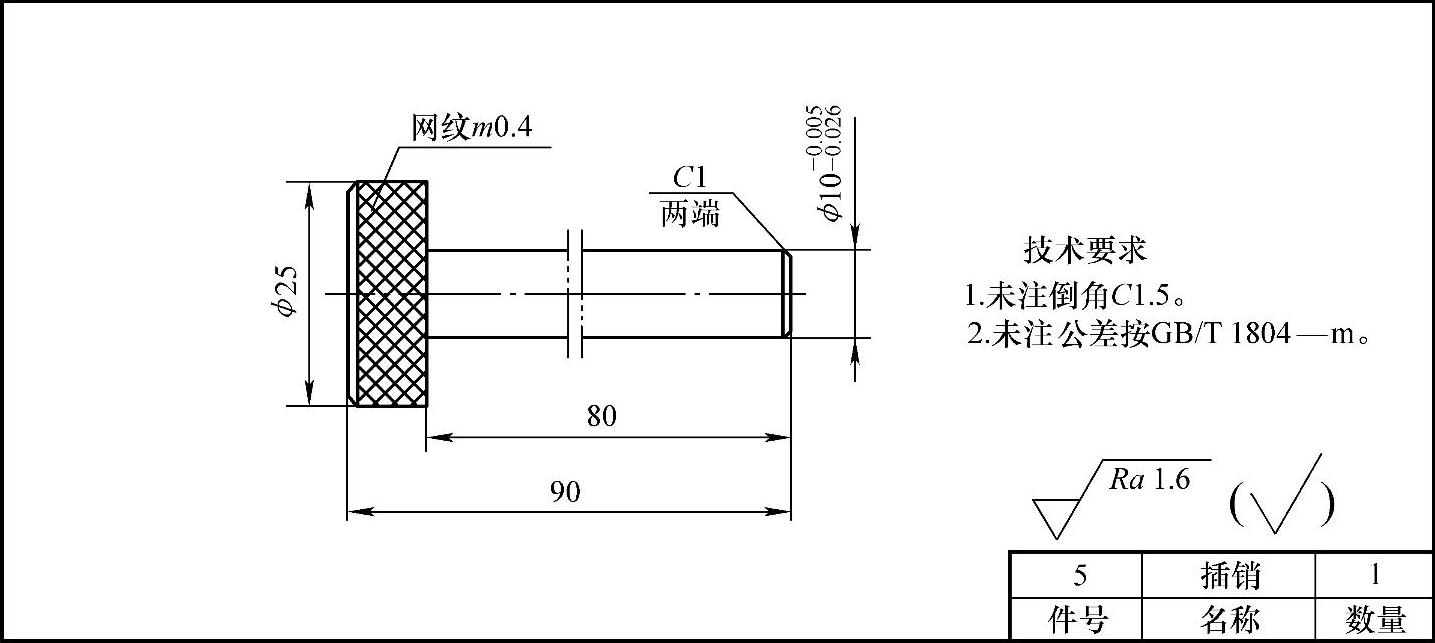
图2-54 插销
2.准备要求
1)考件为45钢,尺寸为ϕ35mm×120mm、ϕ75mm×270mm的棒料。
2)检验锥度用的显示剂。
3)相关工、量、刀具准备。
3.考核要求
(1)考核内容 各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用锉刀、砂布、磨石修整加工表面。
(2)时间定额 360min(不含考前准备时间)。提前完工不加分,超时间定额10min扣5分;超20min扣10分;超过30min则停止考试。
(3)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
4.评分标准(见表2-53~表2-58)
表2-53 球头螺杆评分标准
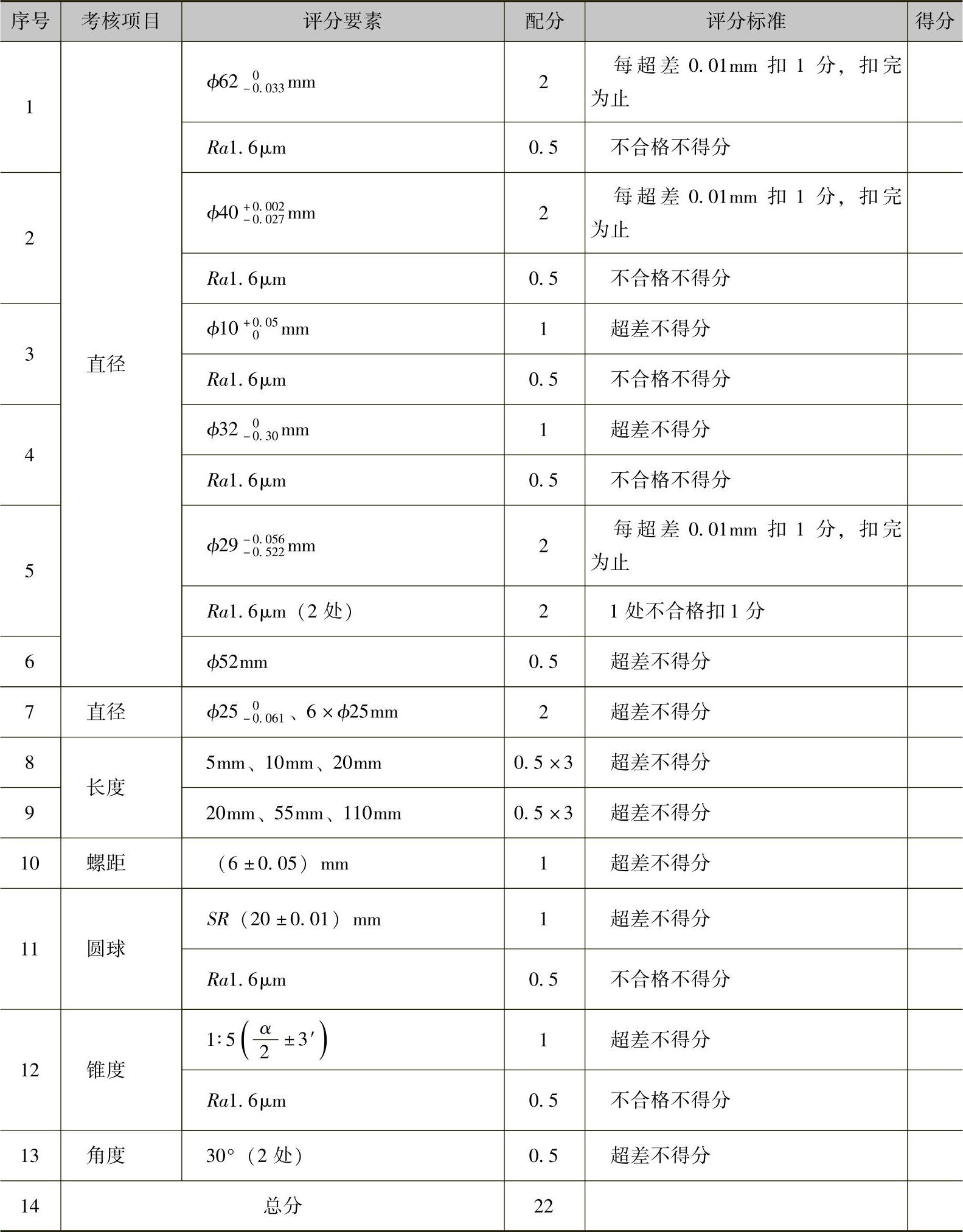
表2-54 十字锥套评分标准
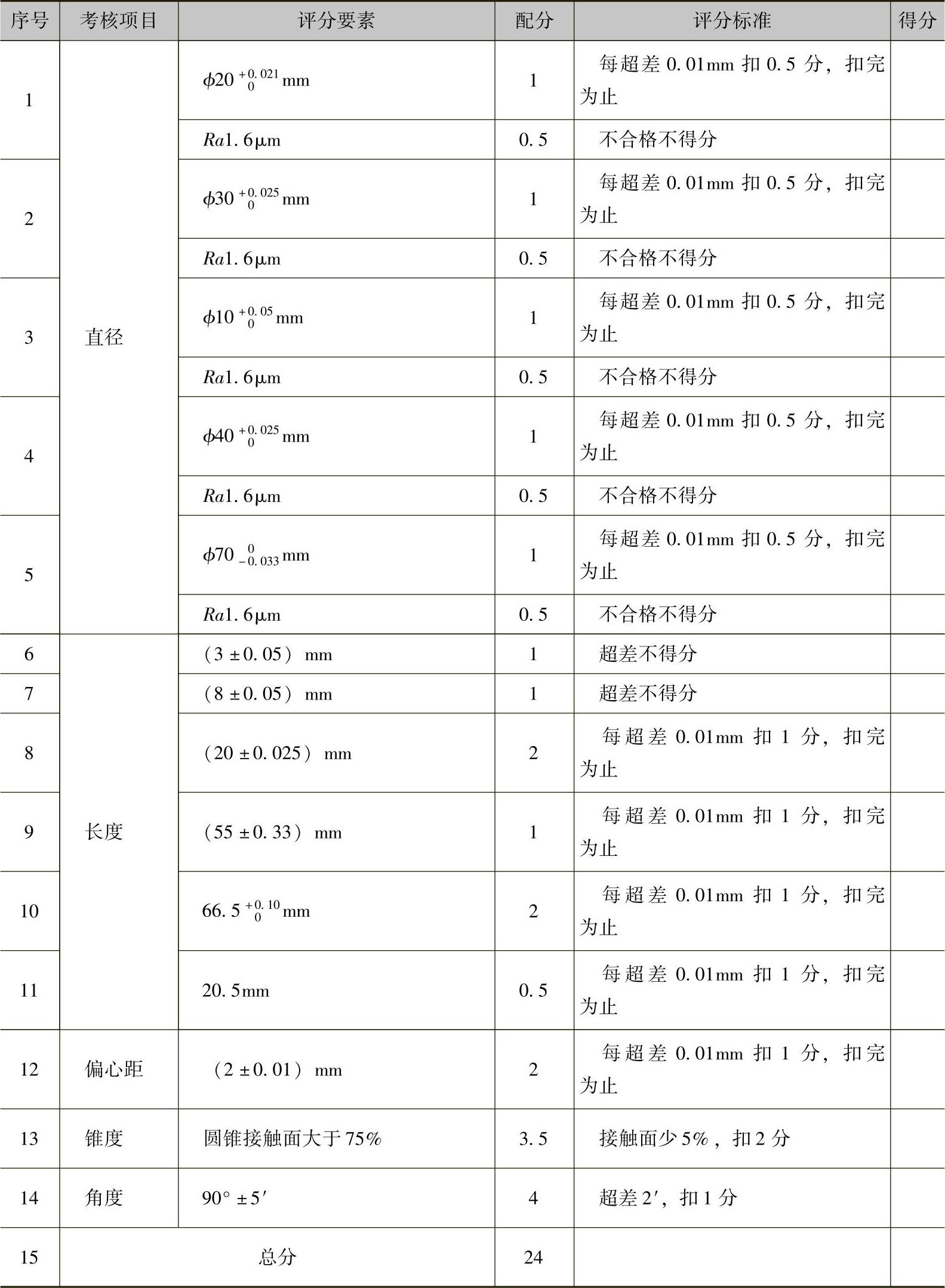
表2-55 梯形螺母评分标准

表2-56 偏心块评分标准
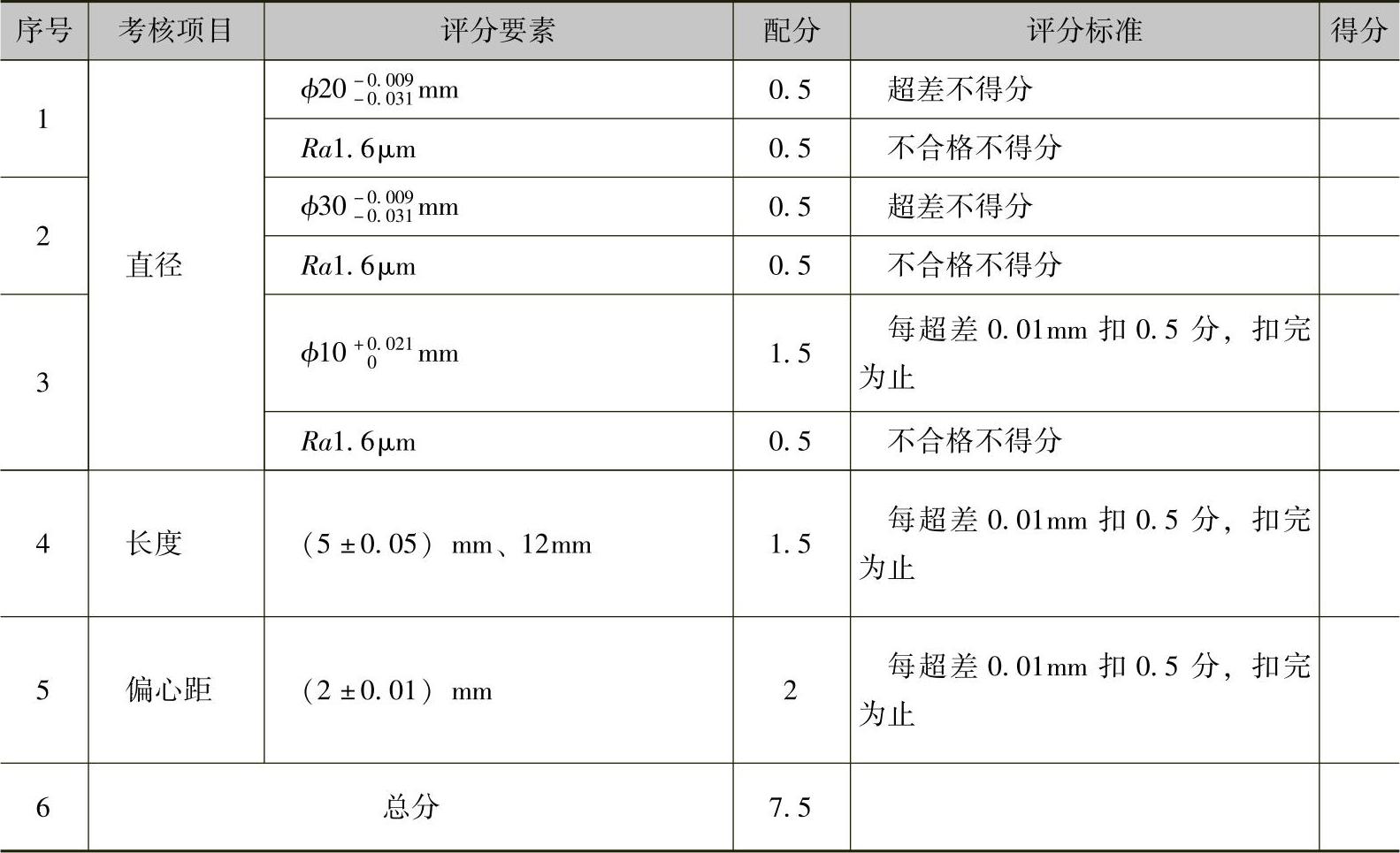
表2-57 插销评分标准
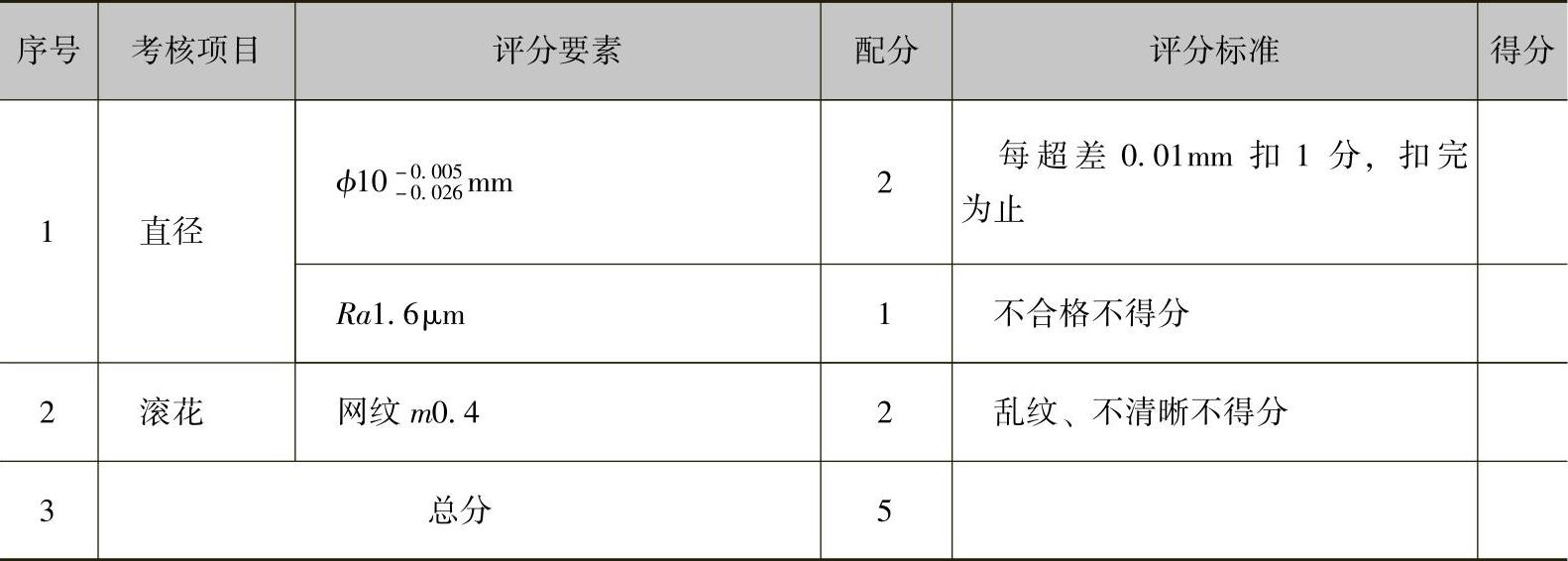
表2-58 装配图评分标准
十、六件套组合体
1.考件图样(见图2-55)
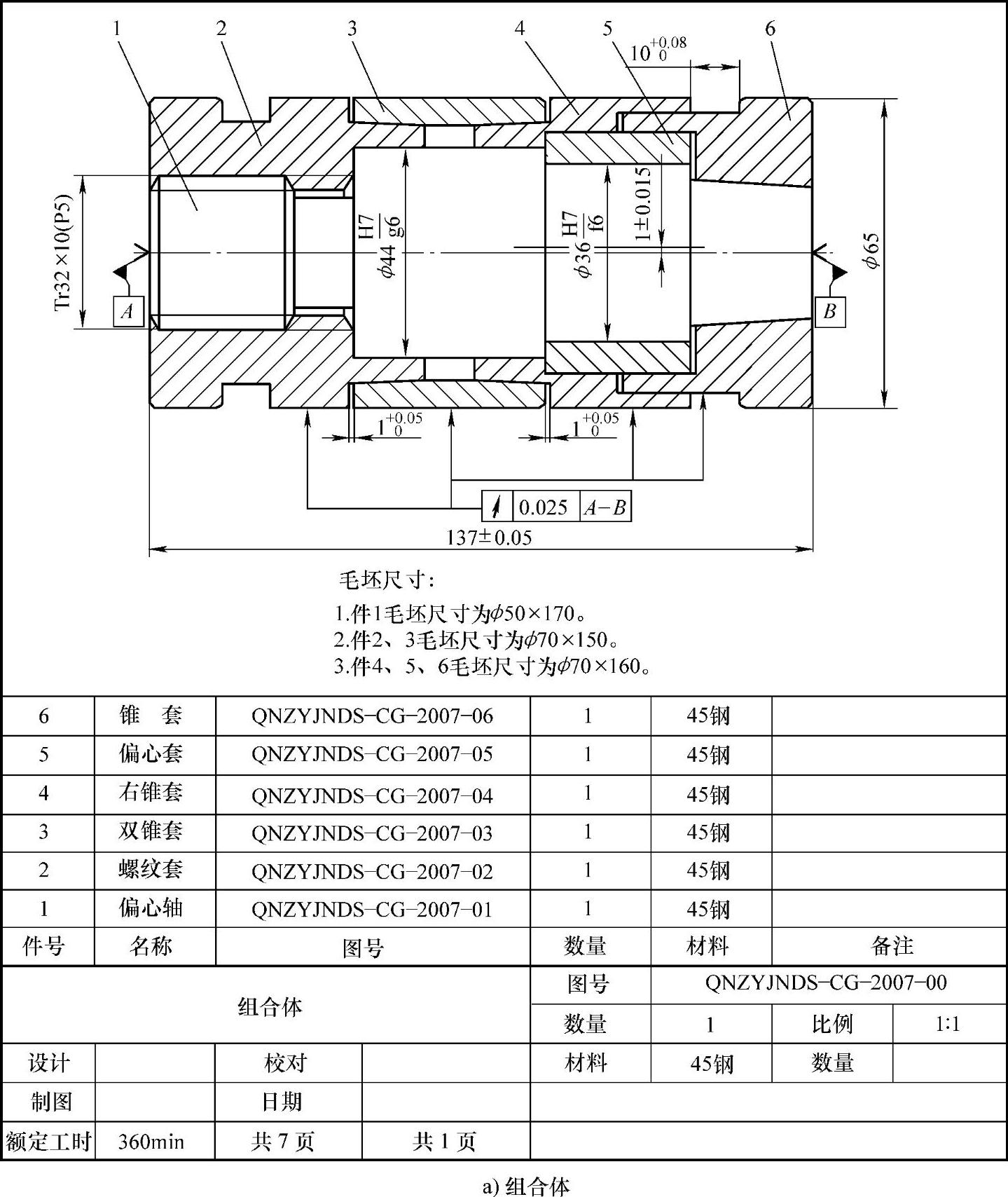
图2-55 六件套组合体
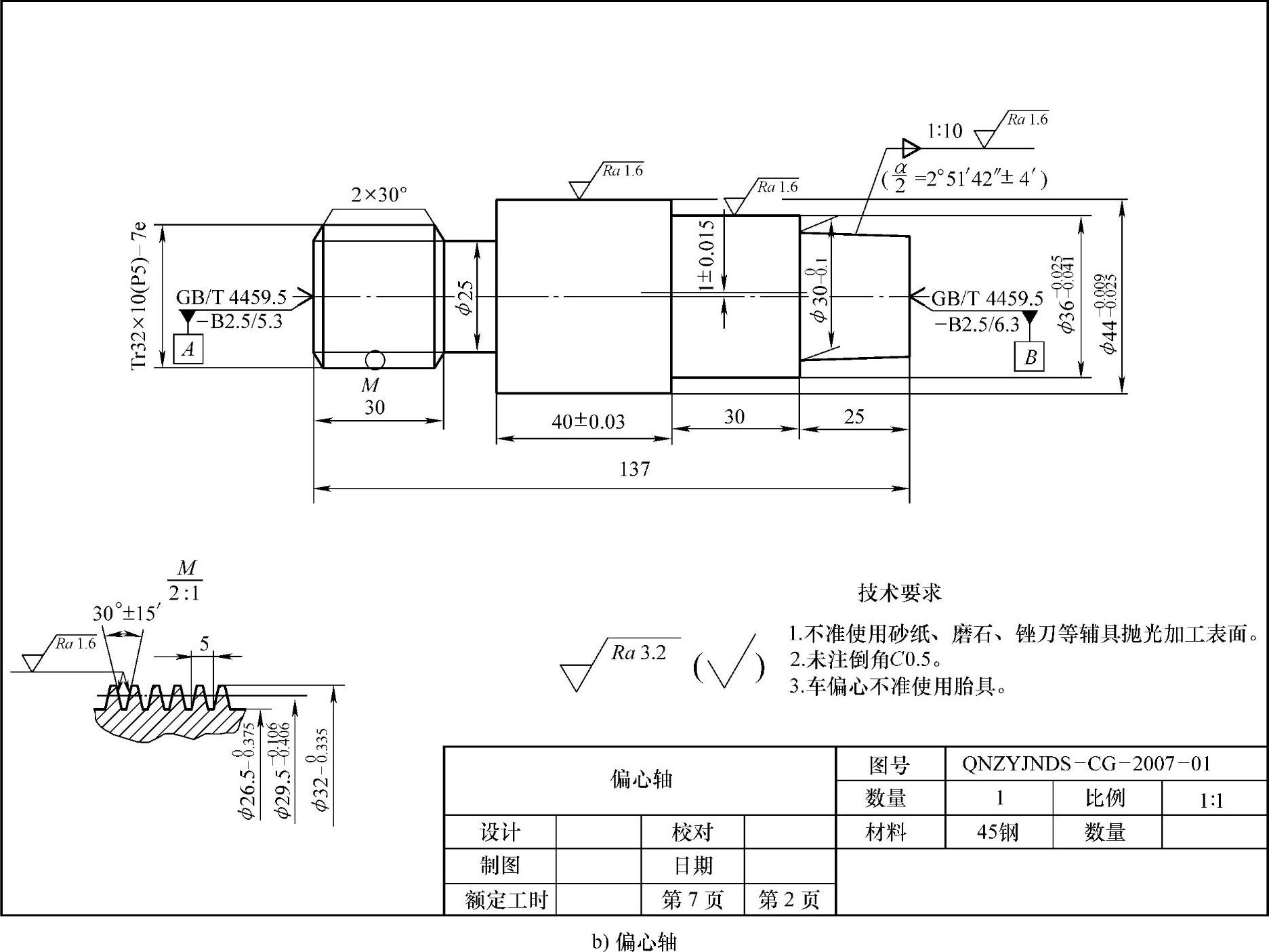
图2-55 六件套组合体(续)
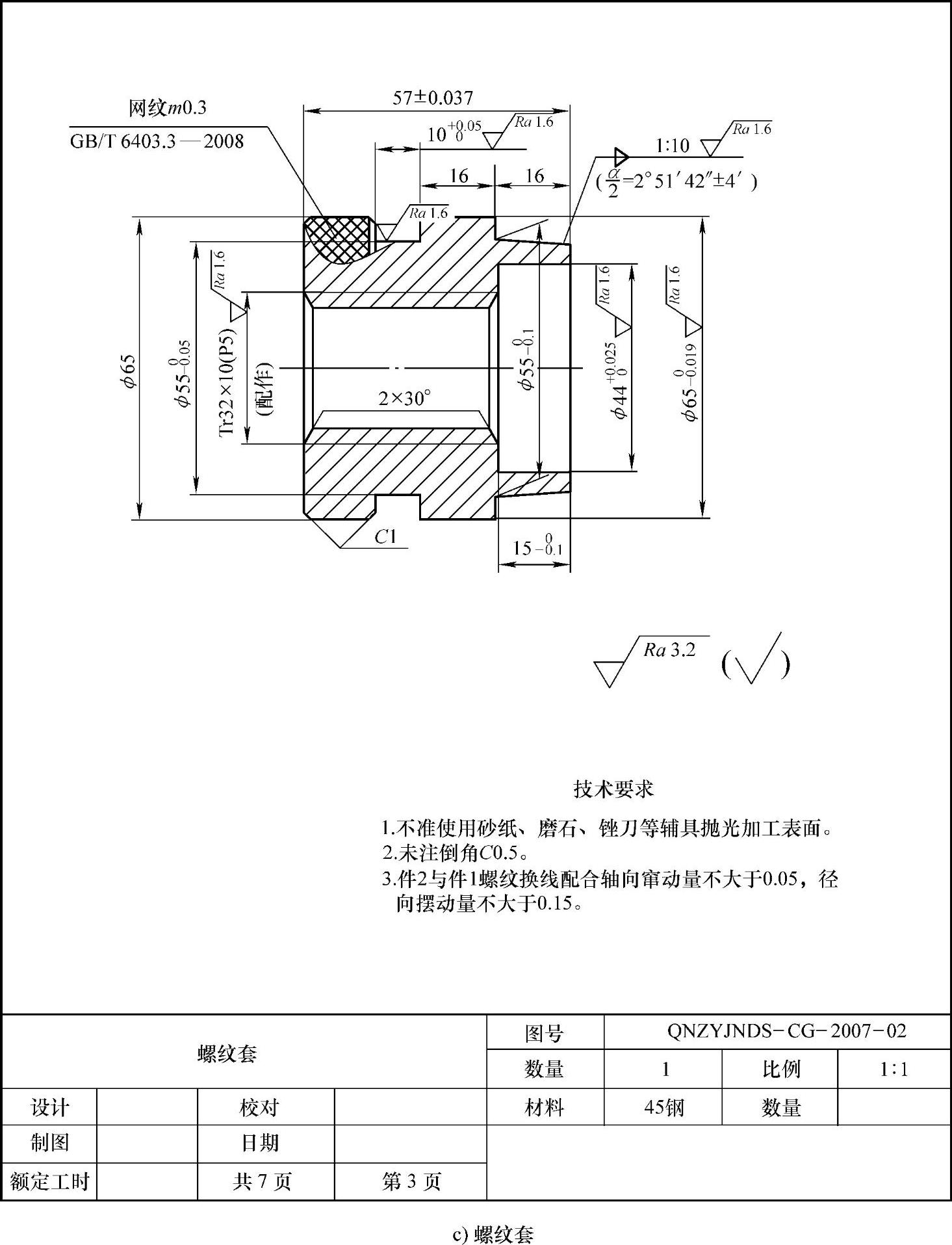
图2-55 六件套组合体(续)

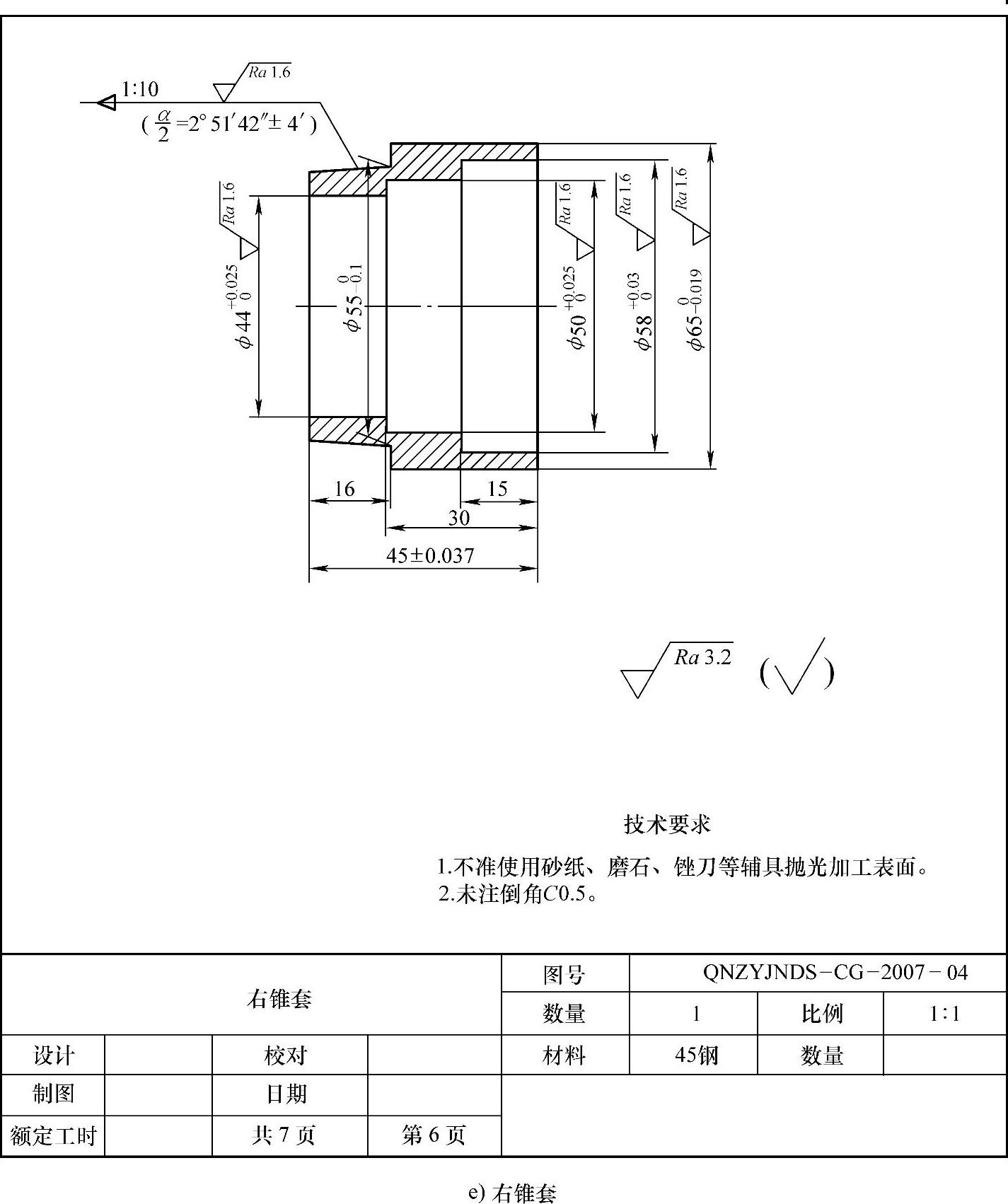
图2-55 六件套组合体(续)
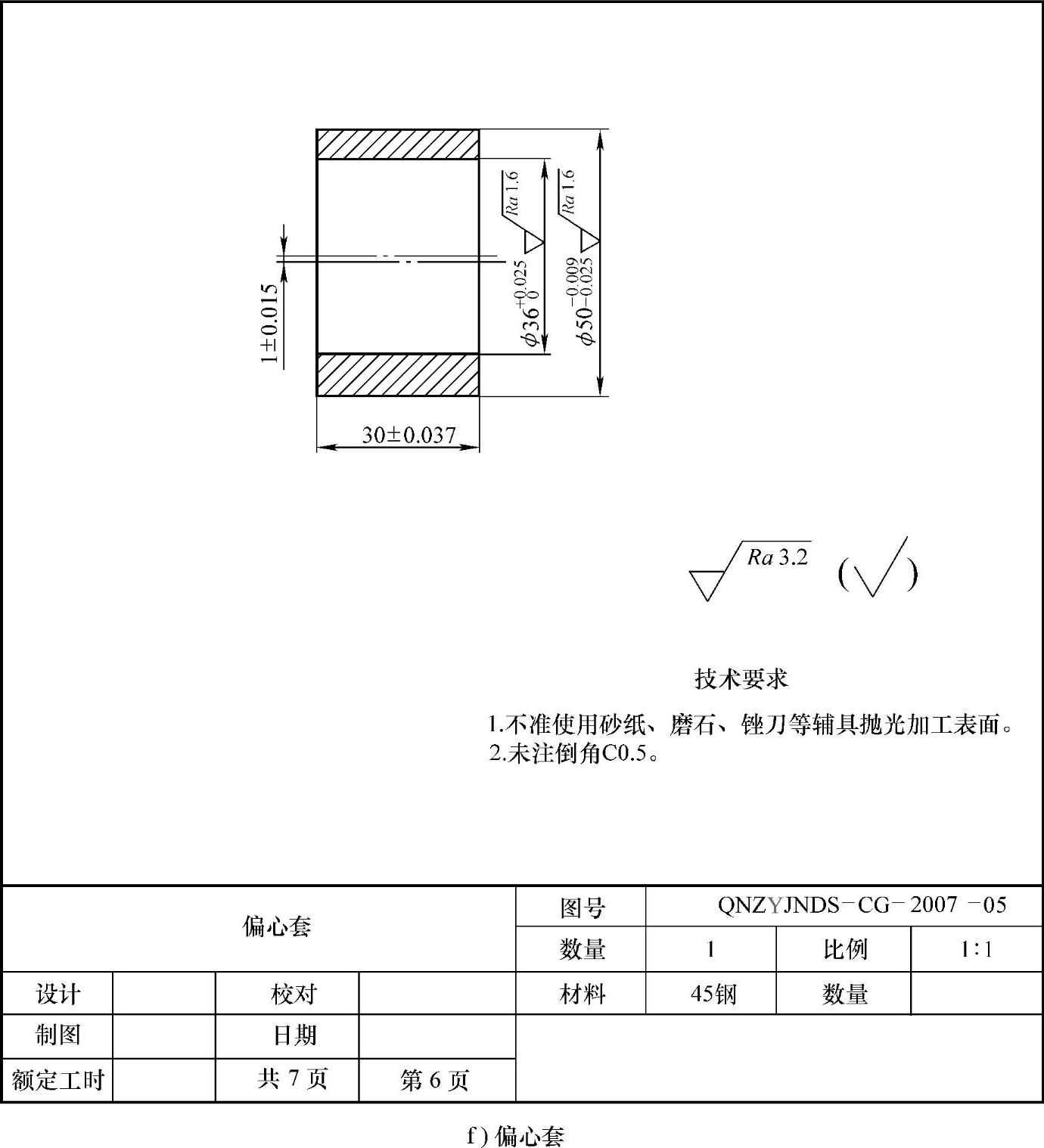
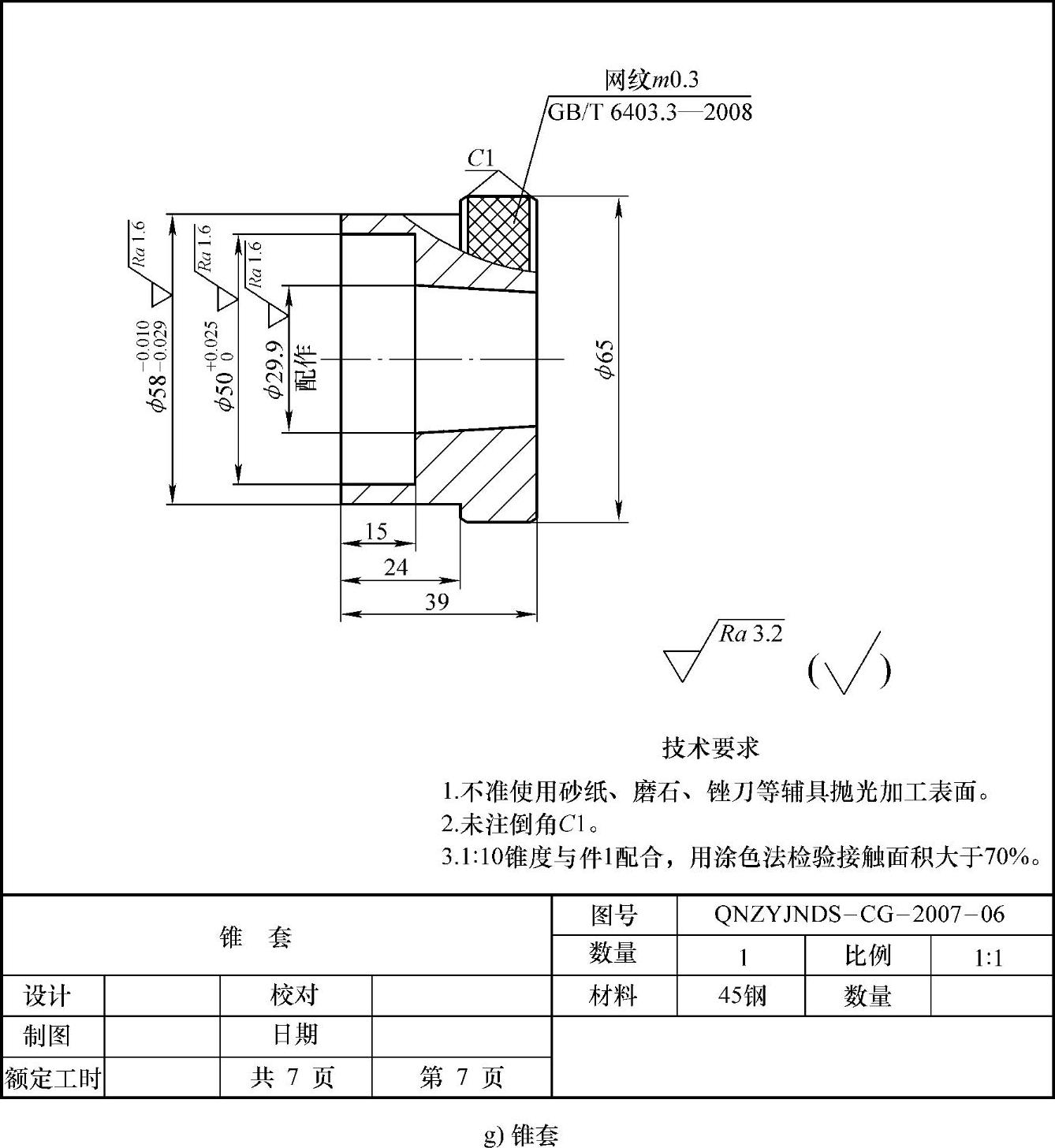
图2-55 六件套组合体(续)
2.准备要求
1)考件为45钢,尺寸为ϕ50mm×170mm、ϕ70mm×150mm、ϕ70mm×160mm的棒料。
2)检验锥度用的显示剂。
3)相关工、量、刀具准备。
3.考核要求
(1)考核内容 各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用锉刀、砂布、磨石修整加工表面。
(2)时间定额 360min(不含考前准备时间)。提前完工不加分,超时间定额10min扣5分;超20min扣10分;超过30min则停止考试。
(3)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
4.评分标准(见表2-59~表2-65)
表2-59 偏心轴评分标准
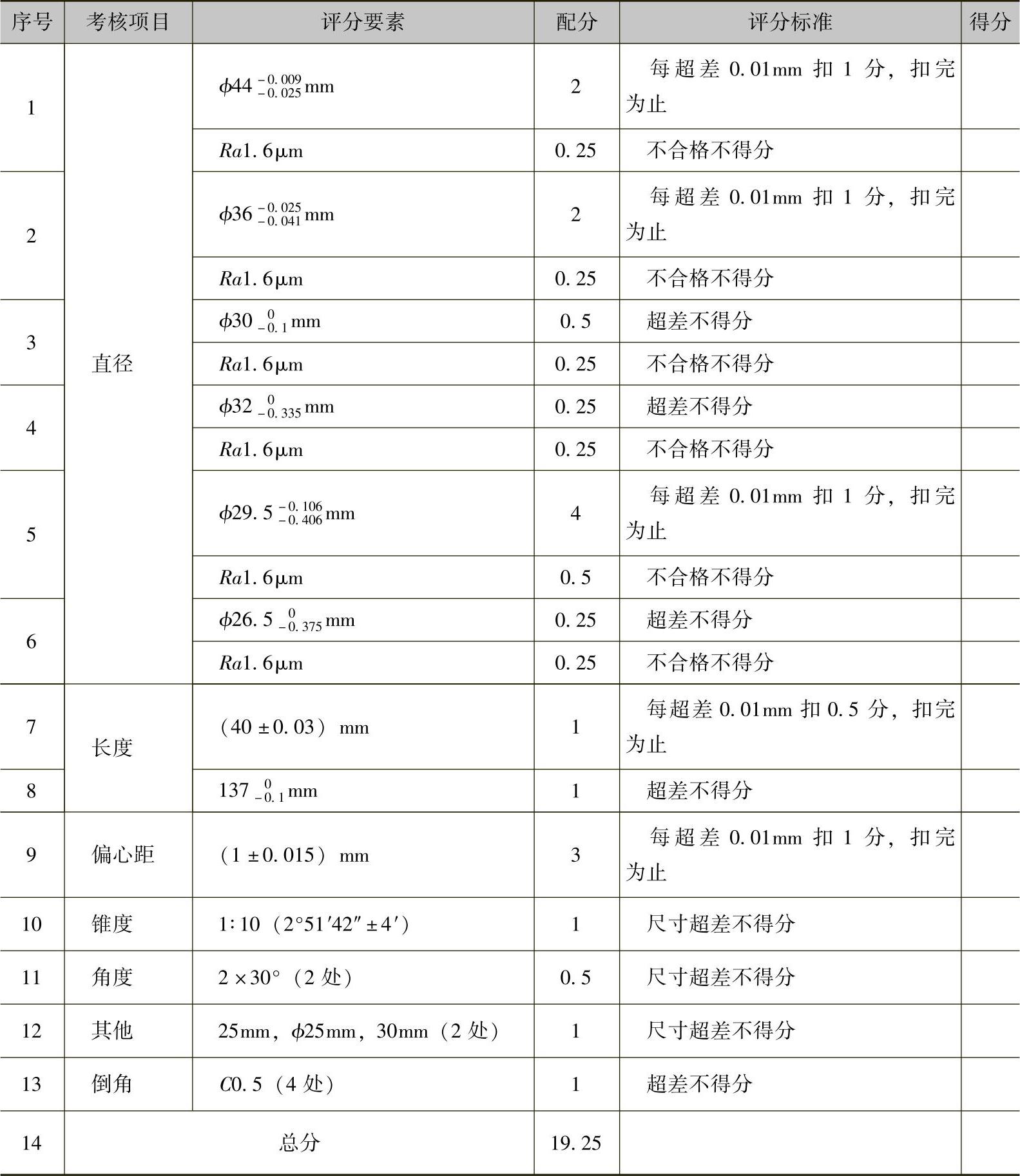
表2-60 螺纹套评分标准
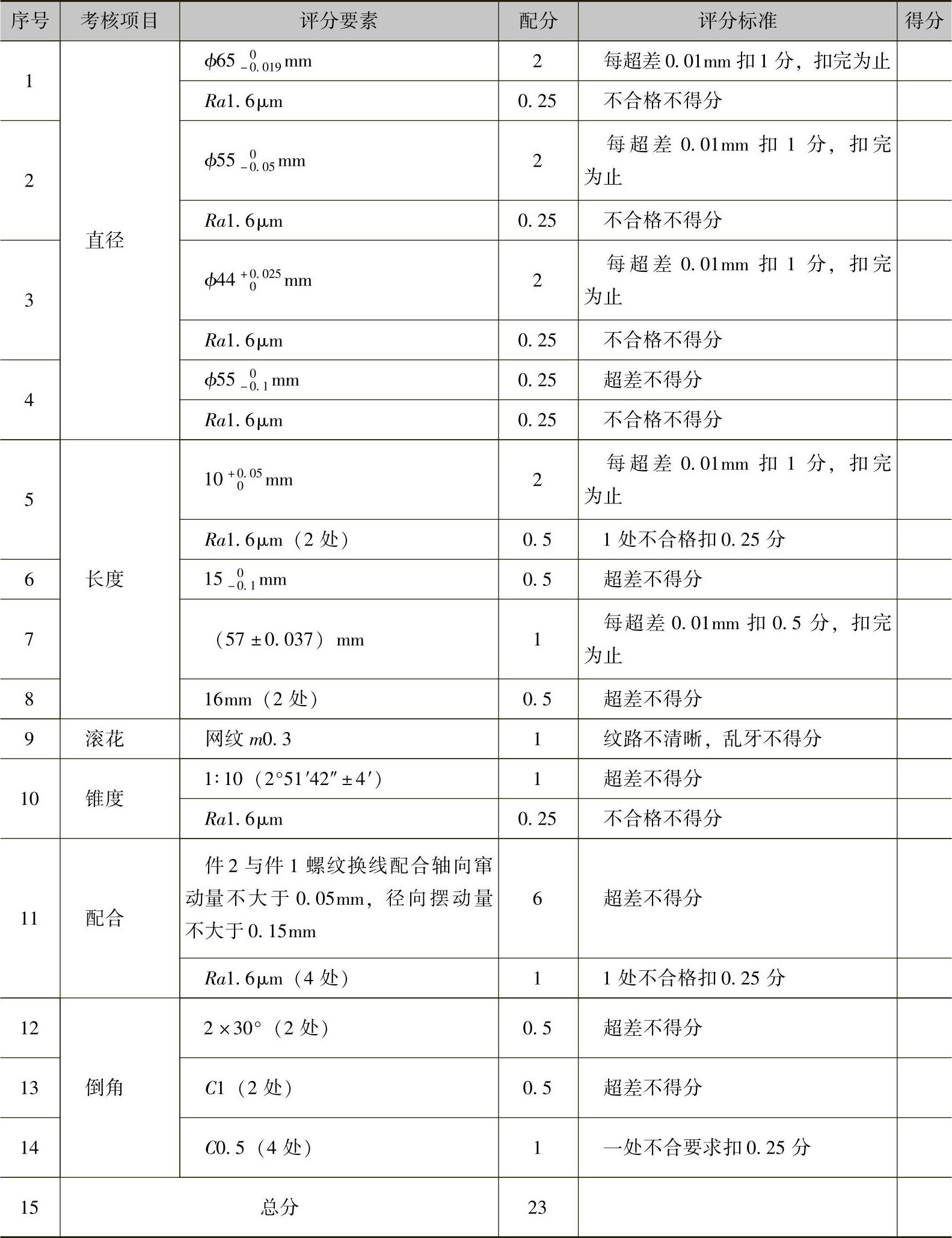
表2-61 双锥套评分标准
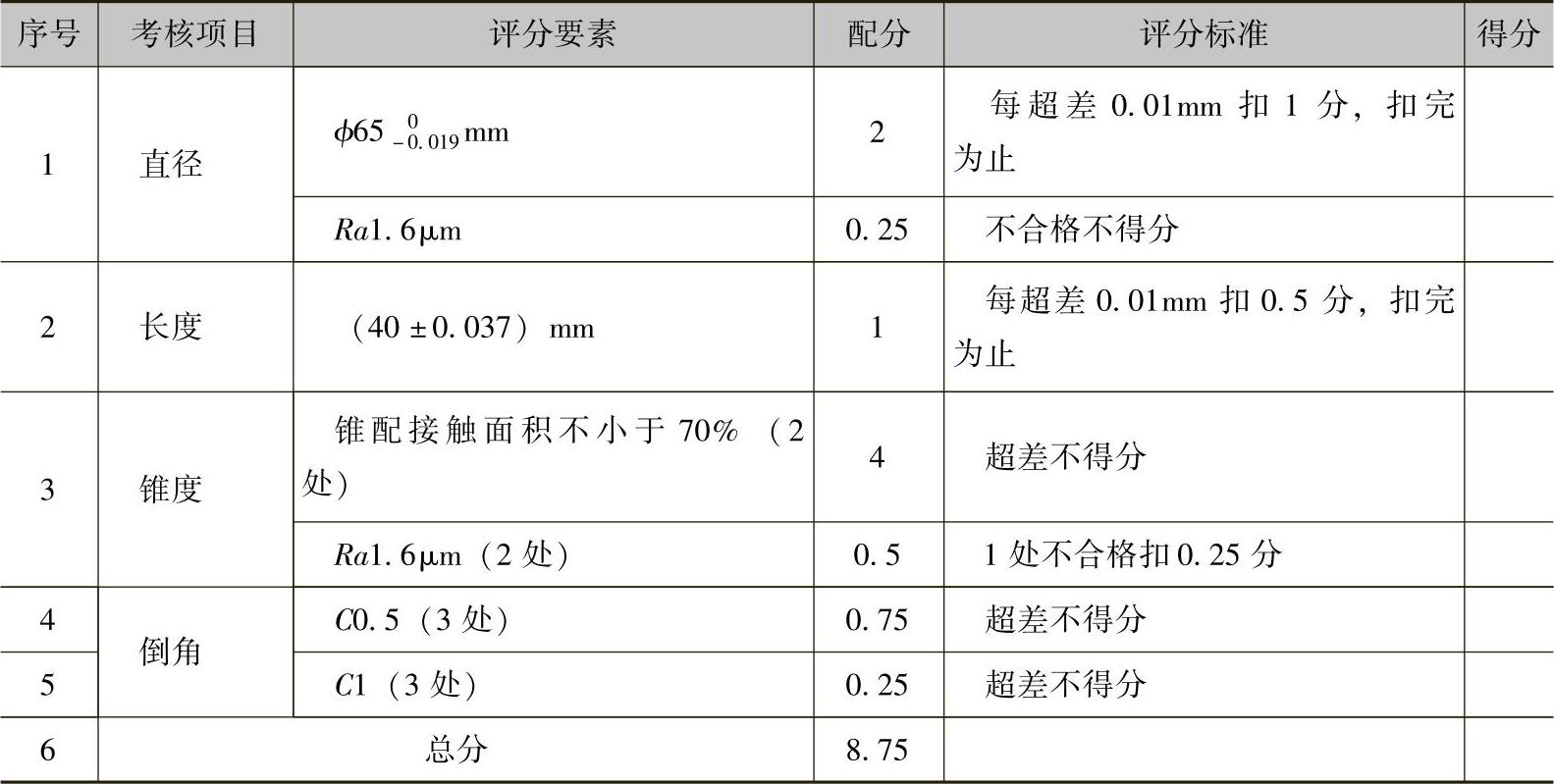
表2-62 右锥套评分标准
(续)

表2-63 偏心套评分标准
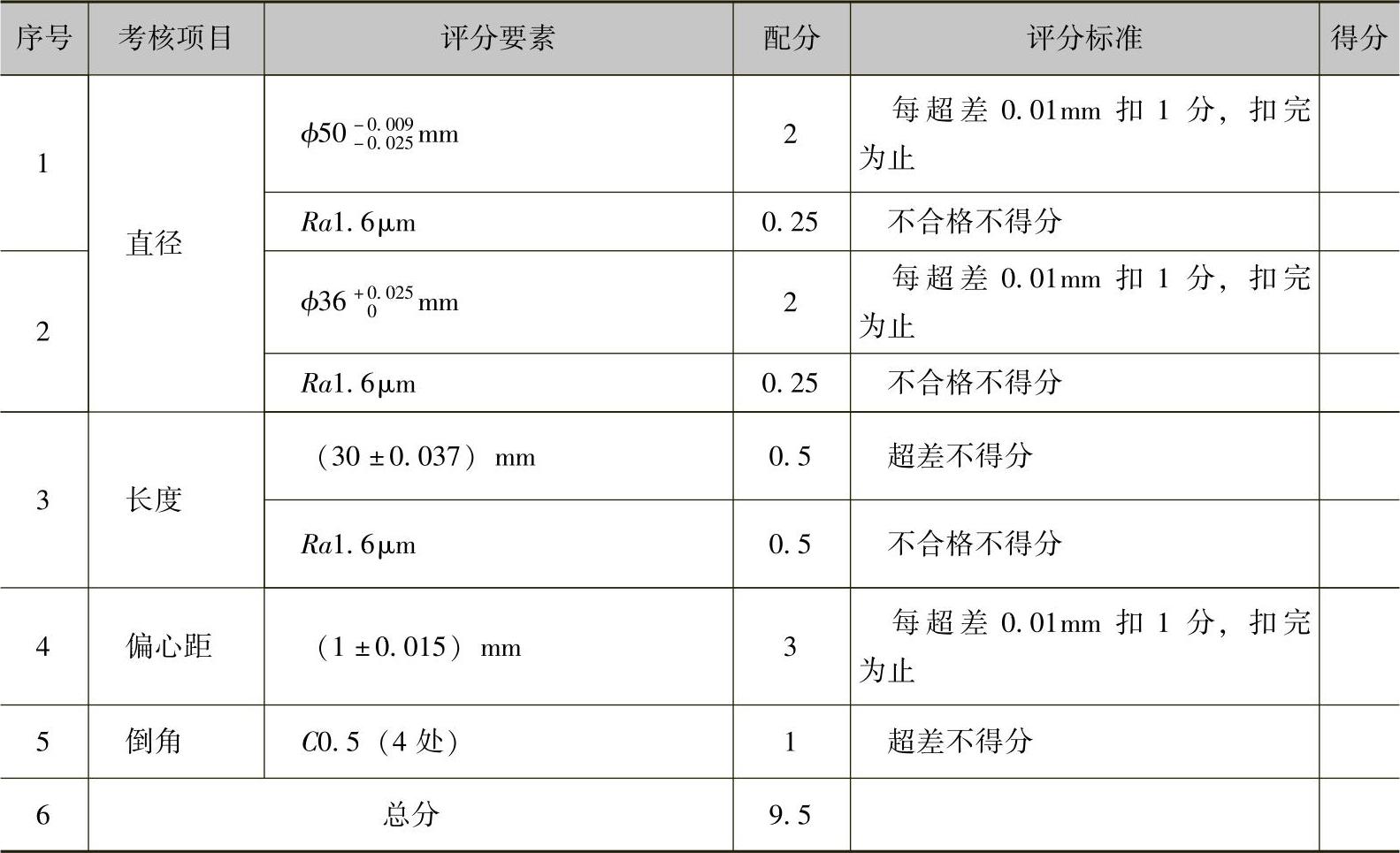
表2-64 锥套评分标准
(续)
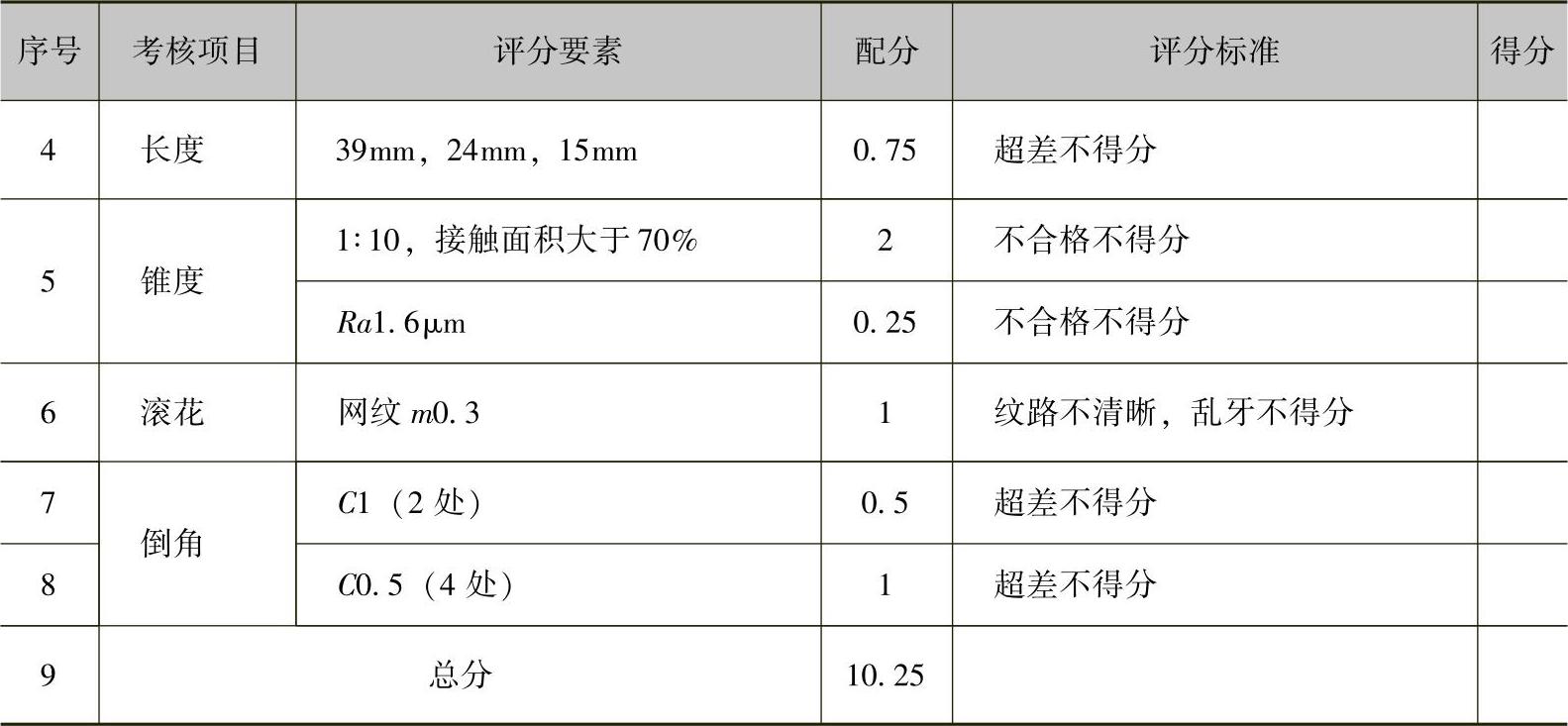
表2-65 组合体评分标准
[1]YG8为硬质合金旧牌号,新的硬质合金牌号标准为GB/T18376.1—2008,为与技能鉴定考试一致,本书保留旧牌号。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。