



一、车三头蜗杆轴
1.考件图样(见图2-19)
2.准备要求
1)考件是材料为45钢,尺寸为ϕ90mm×225mm的棒料。
2)相关工、量、刀具准备。
3.考核要求
(1)考核内容 各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用锉刀、砂布、磨石修整加工表面。
(2)时间定额 300min(不含考前准备时间)。提前完工不加分,超时间定额10min扣5分;超20min扣10分;超过30min则停止考试。
(3)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工量具摆放整齐。
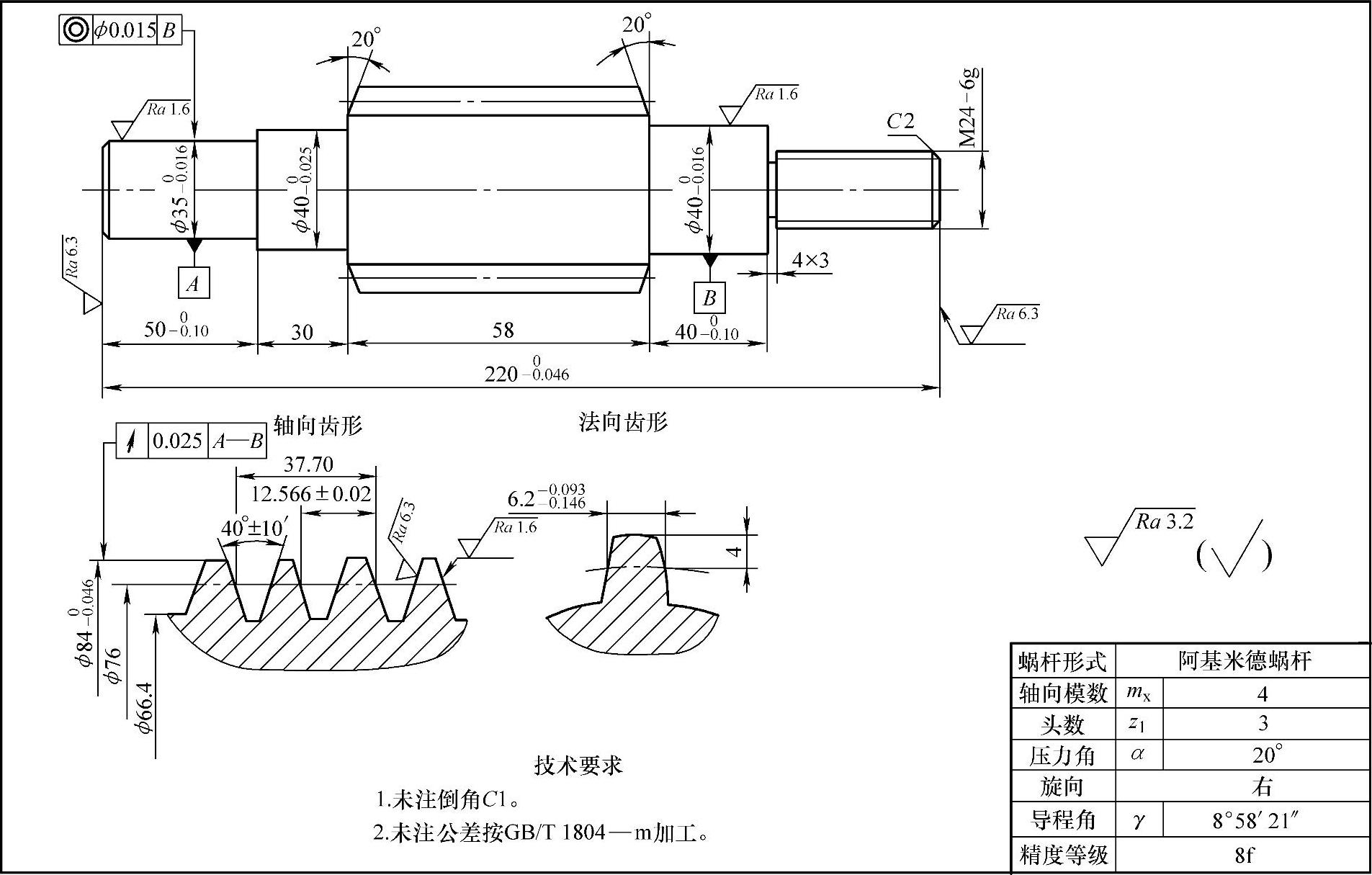
图2-19 三头蜗杆轴
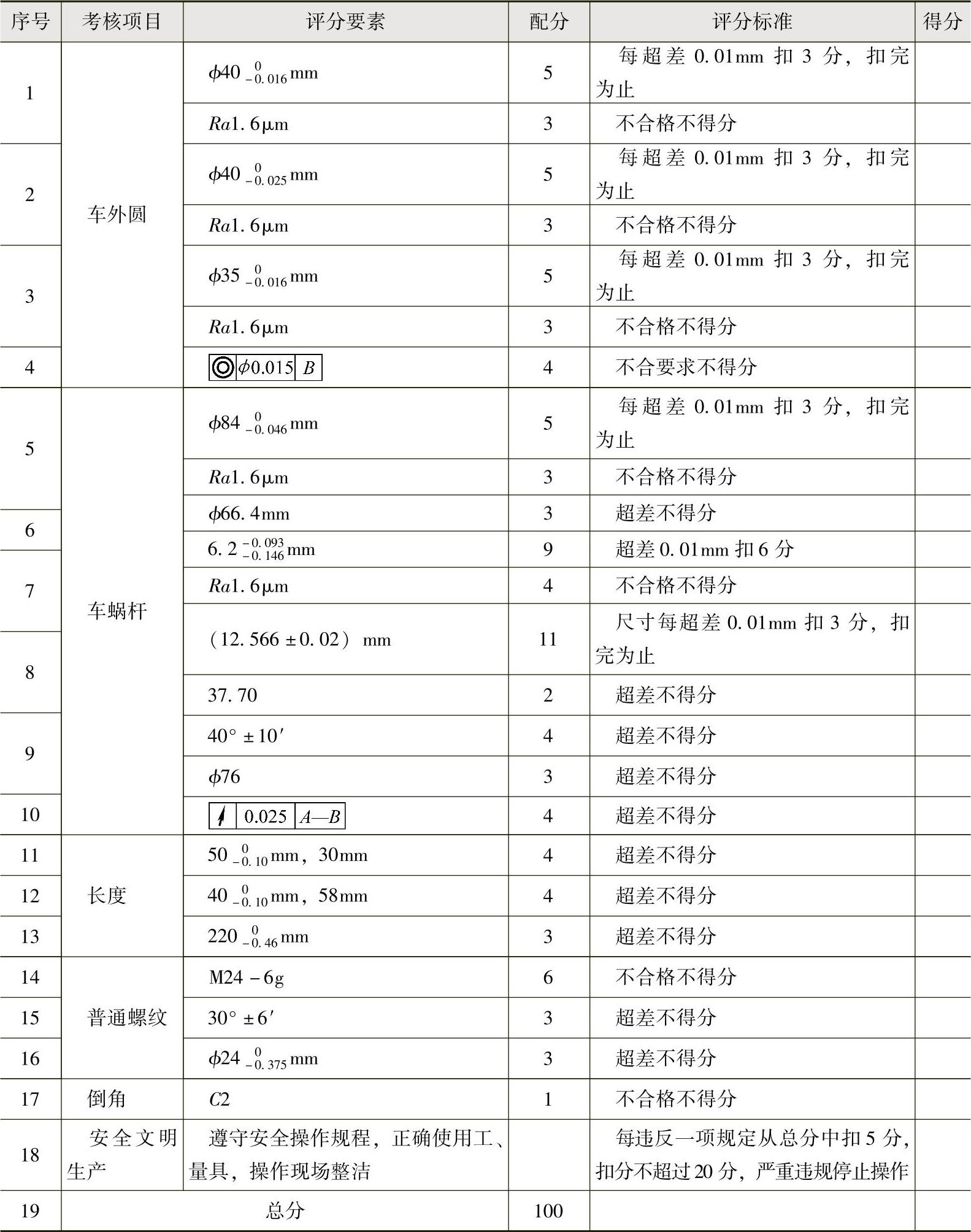
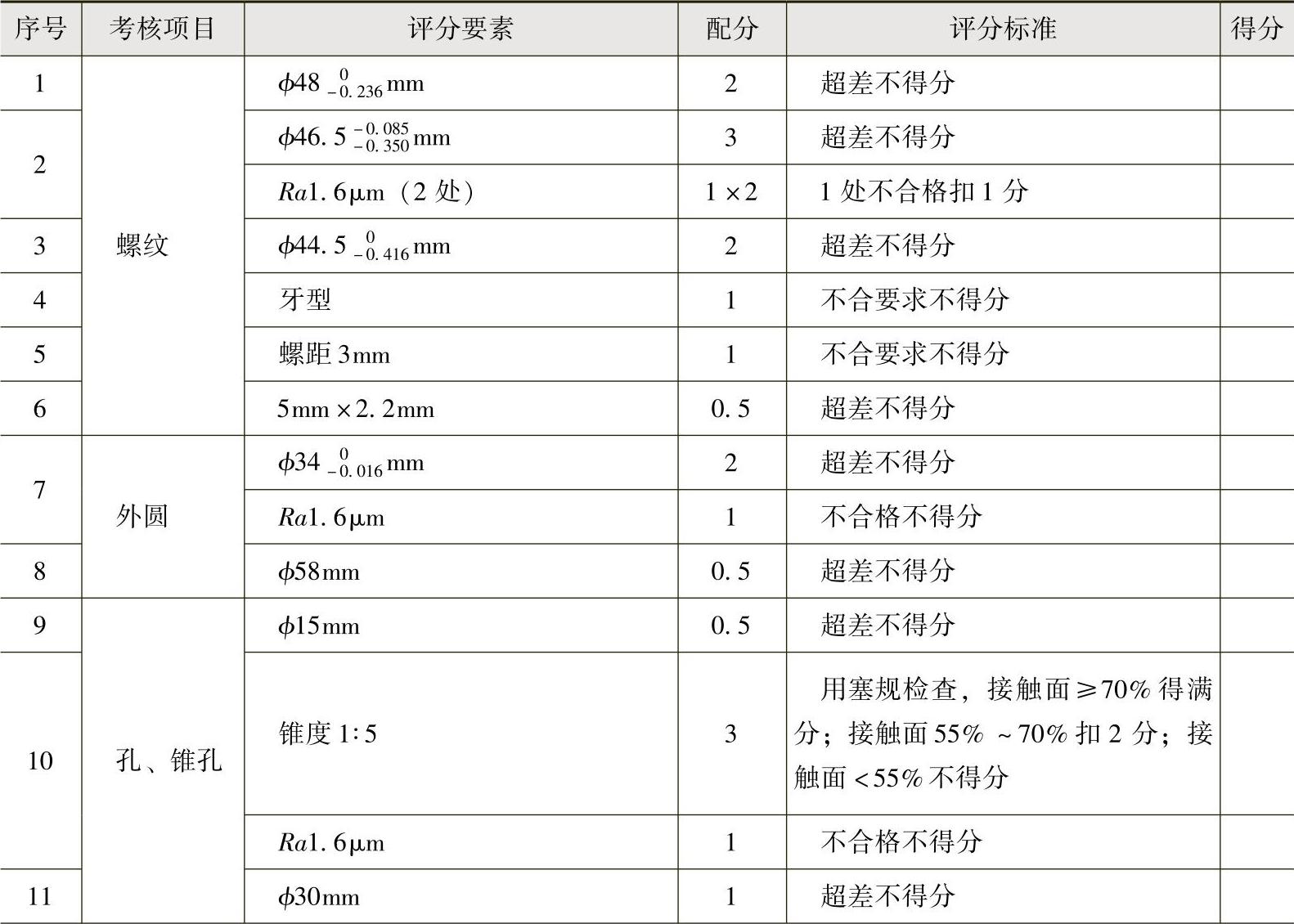
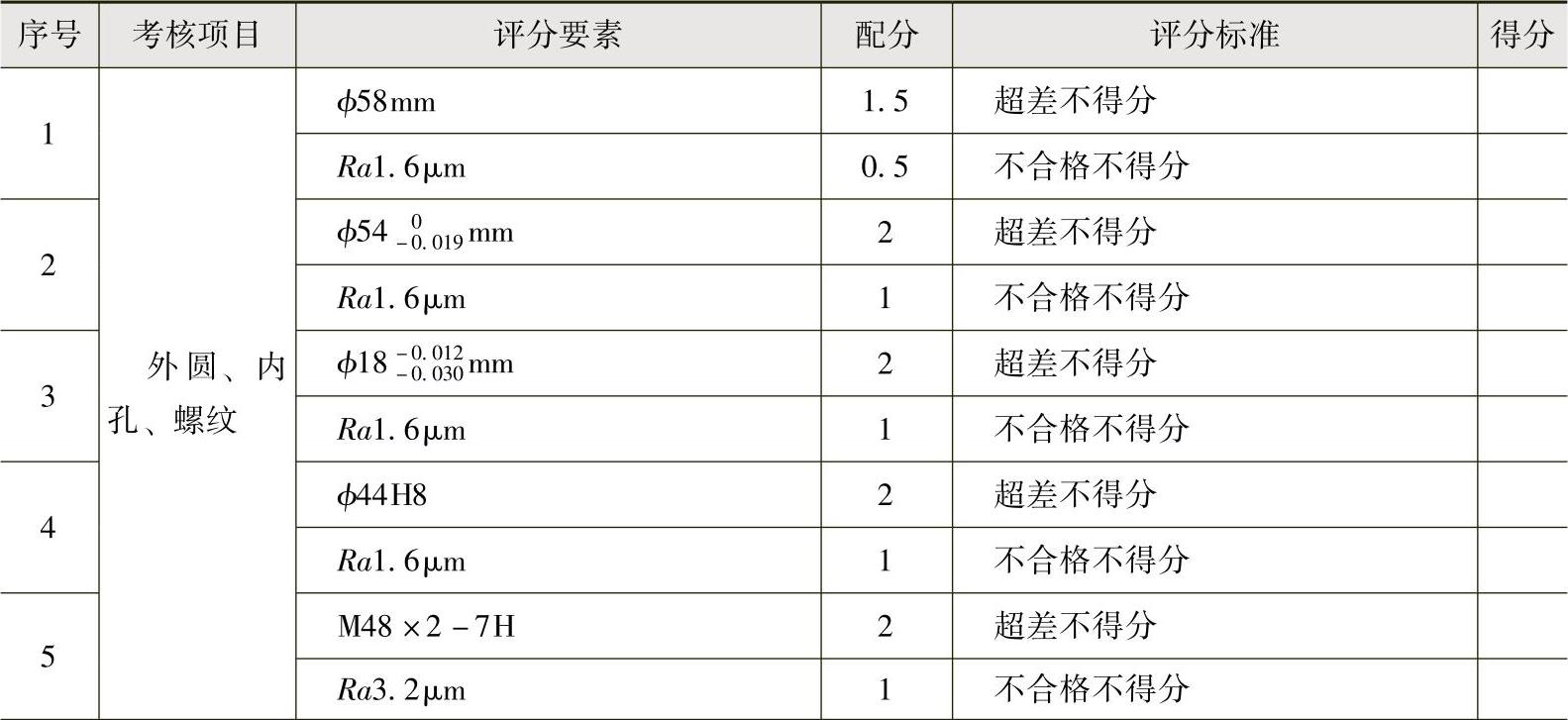
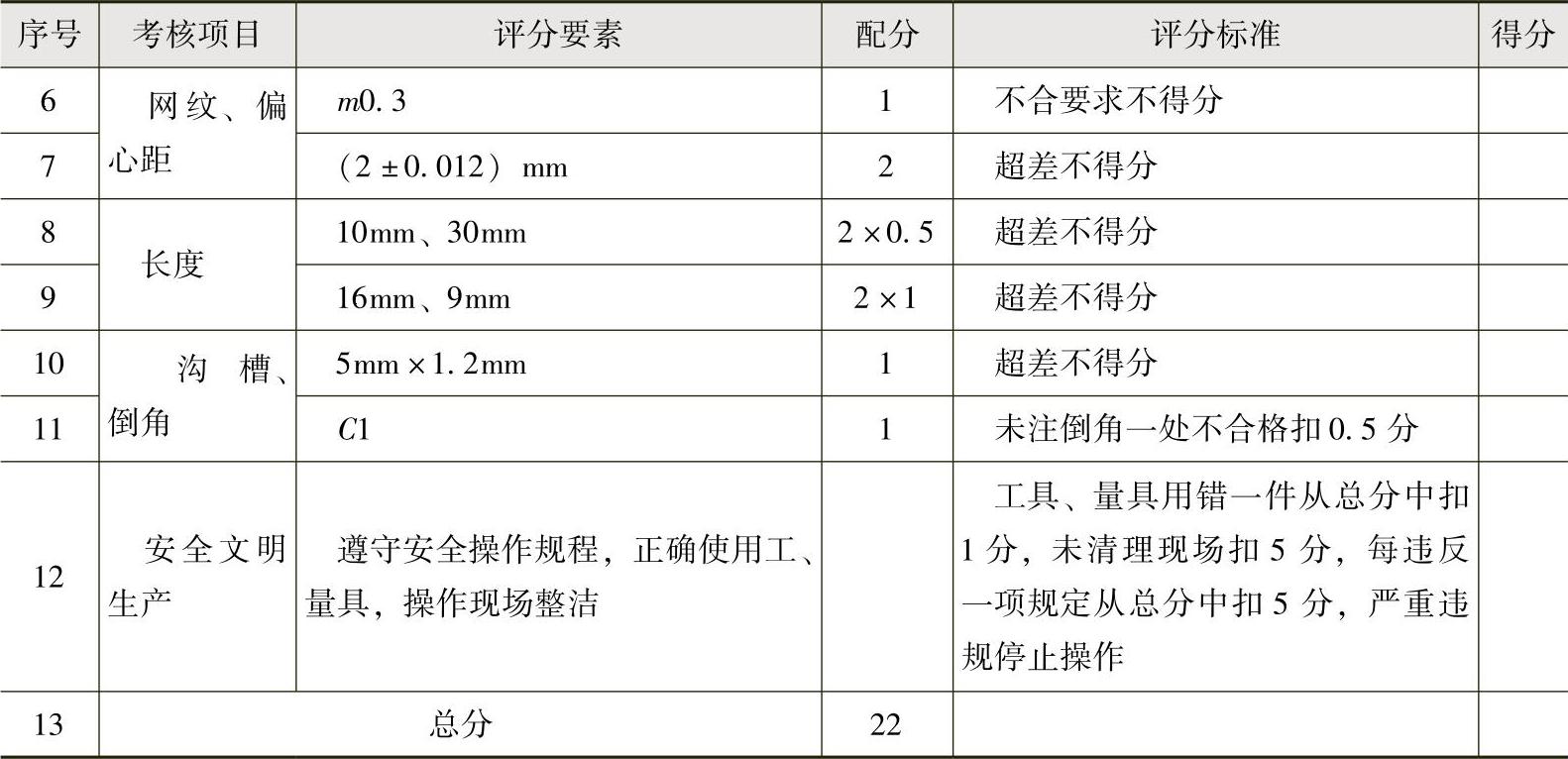
4.评分标准(见表2-19)
表2-19 三头蜗杆轴评分标准
二、车双拐曲轴
1.考件图样(见图2-20)
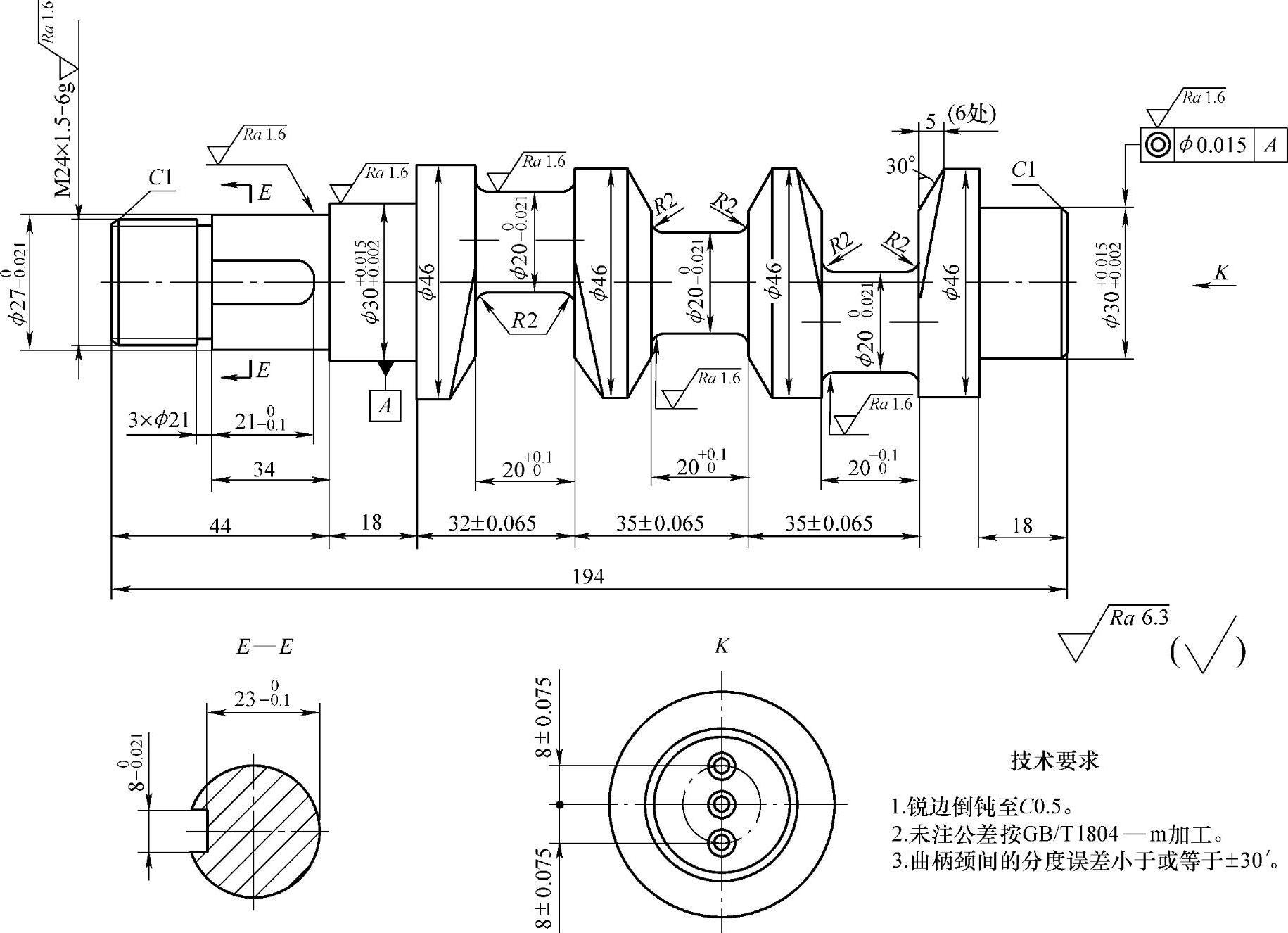
图2-20 双拐曲轴
2.准备要求
1)考件为45钢,尺寸为ϕ52mm×200mm的棒料。
2)相关工、量、刀具的准备。
3.考核要求
(1)考核内容 各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用锉刀、砂布、磨石修整加工表面。
(2)时间定额 420min(不含考前准备时间)。提前完工不加分,超时间定额20min扣5分;超30min扣10分;超过40min则停止考试。
(3)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
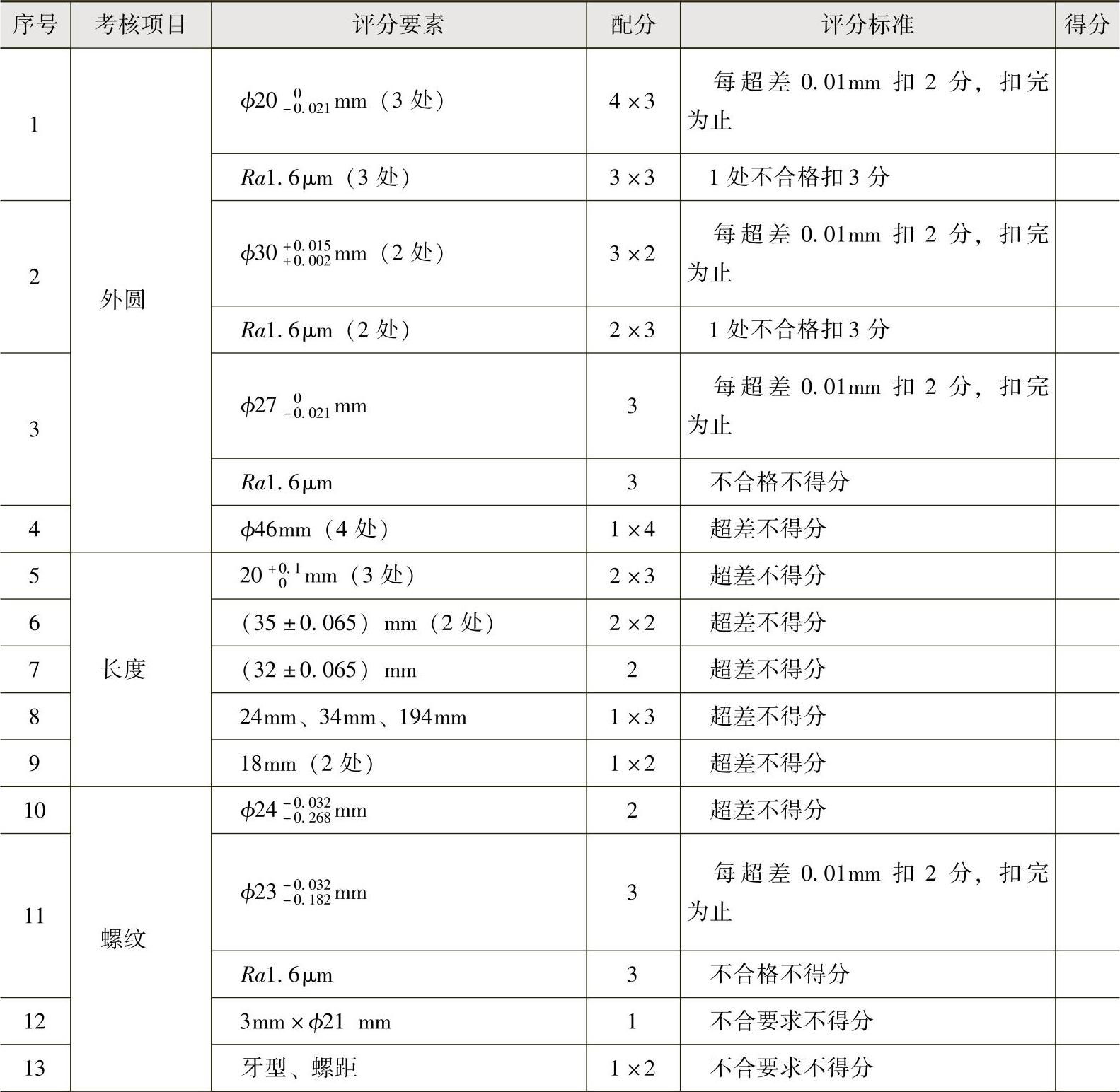
4.评分标准(见表2-20)
表2-20 双拐曲轴评分标准
(续)
三、车阀座
1.考件图样(见图2-21)
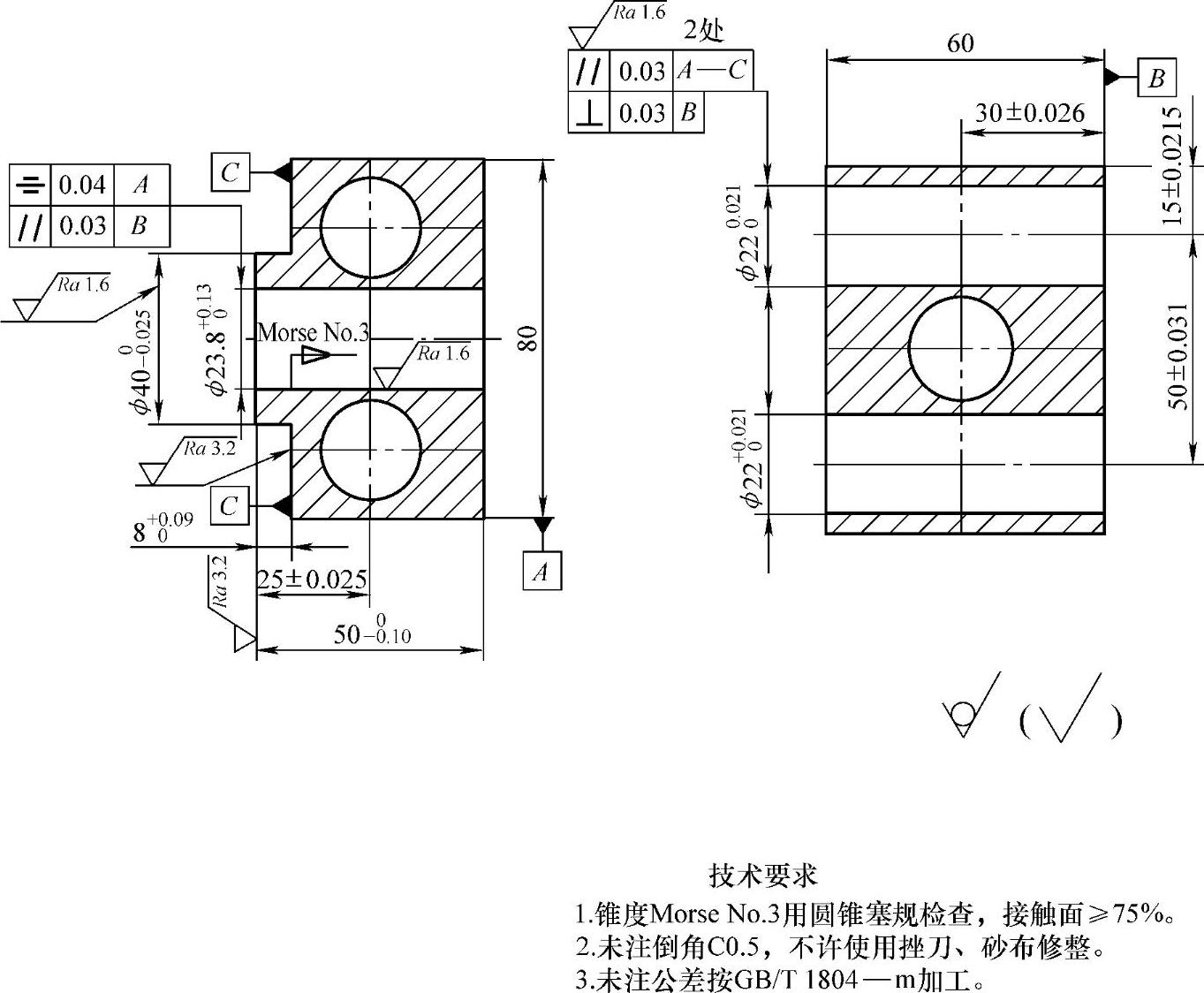
图2-21 阀座
2.准备要求
1)考件为45钢,尺寸为60mm×80mm×51mm的六面体,阀座毛坯图如图2-22所示。
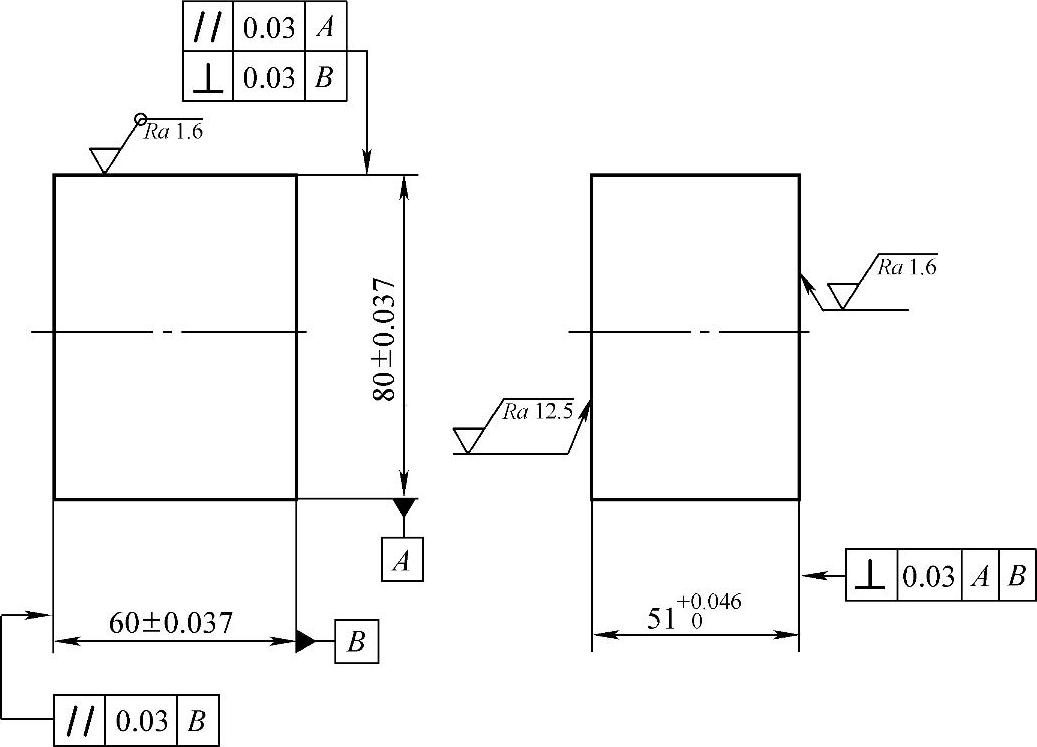
图2-22 阀座毛坯图
2)相关常用工、量、刀具准备。
3)划线工具。
3.考核要求
(1)考核内容 各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用锉刀、砂布、磨石修整加工表面。
(2)时间定额 330min(不含考前准备时间)。提前完工不加分,超时间定额20min扣5分;超30min扣10分;超过40min则停止考试。
(3)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
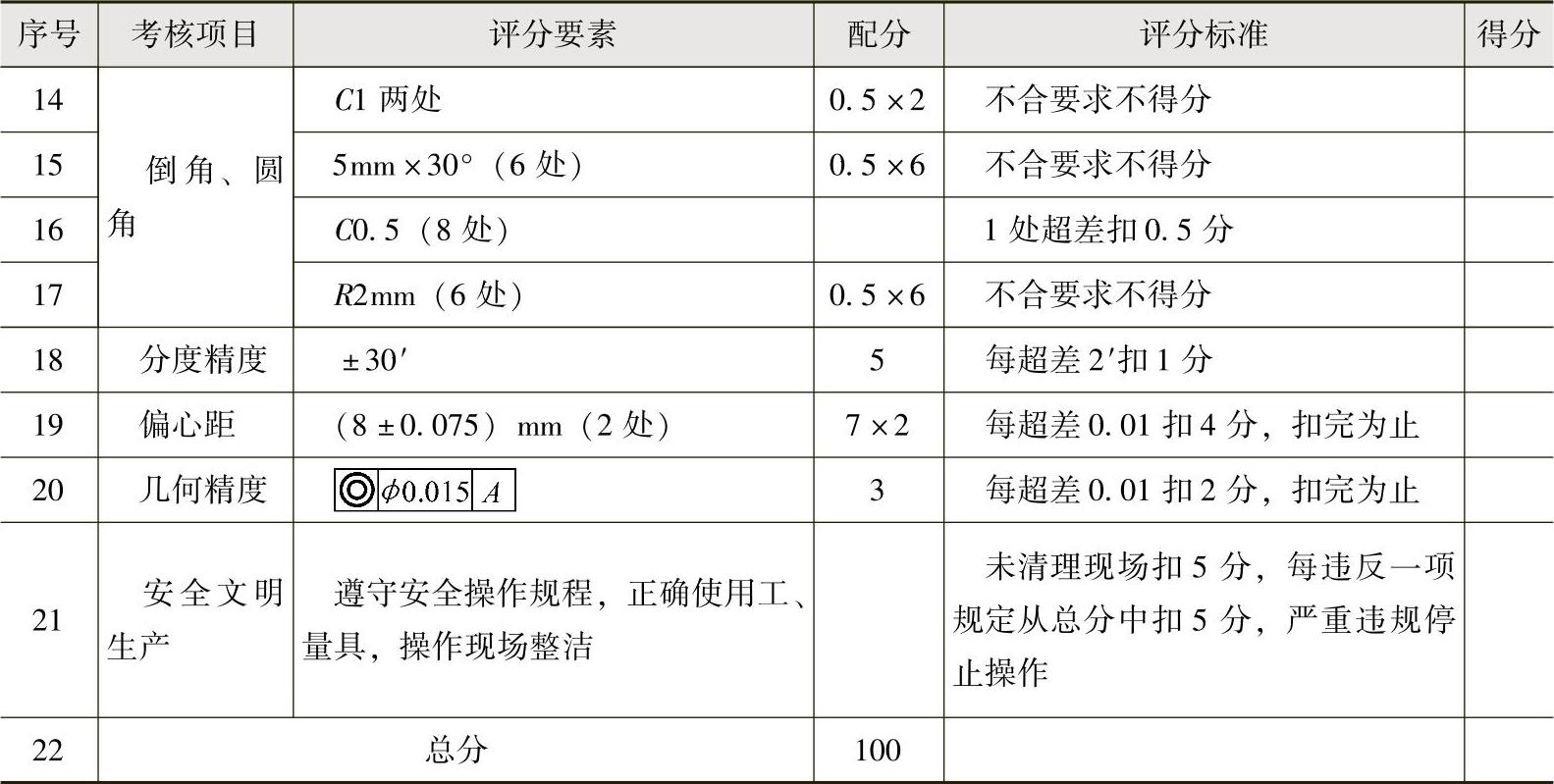
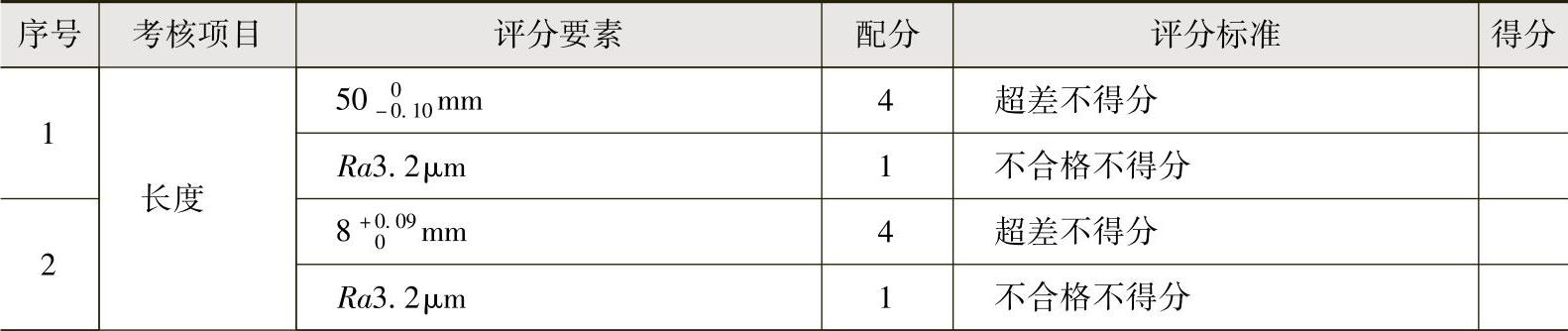
4.评分标准(见表2-21)
表2-21 阀座评分标准
(续)
四、车十字座
1.考件图样(见图2-23)
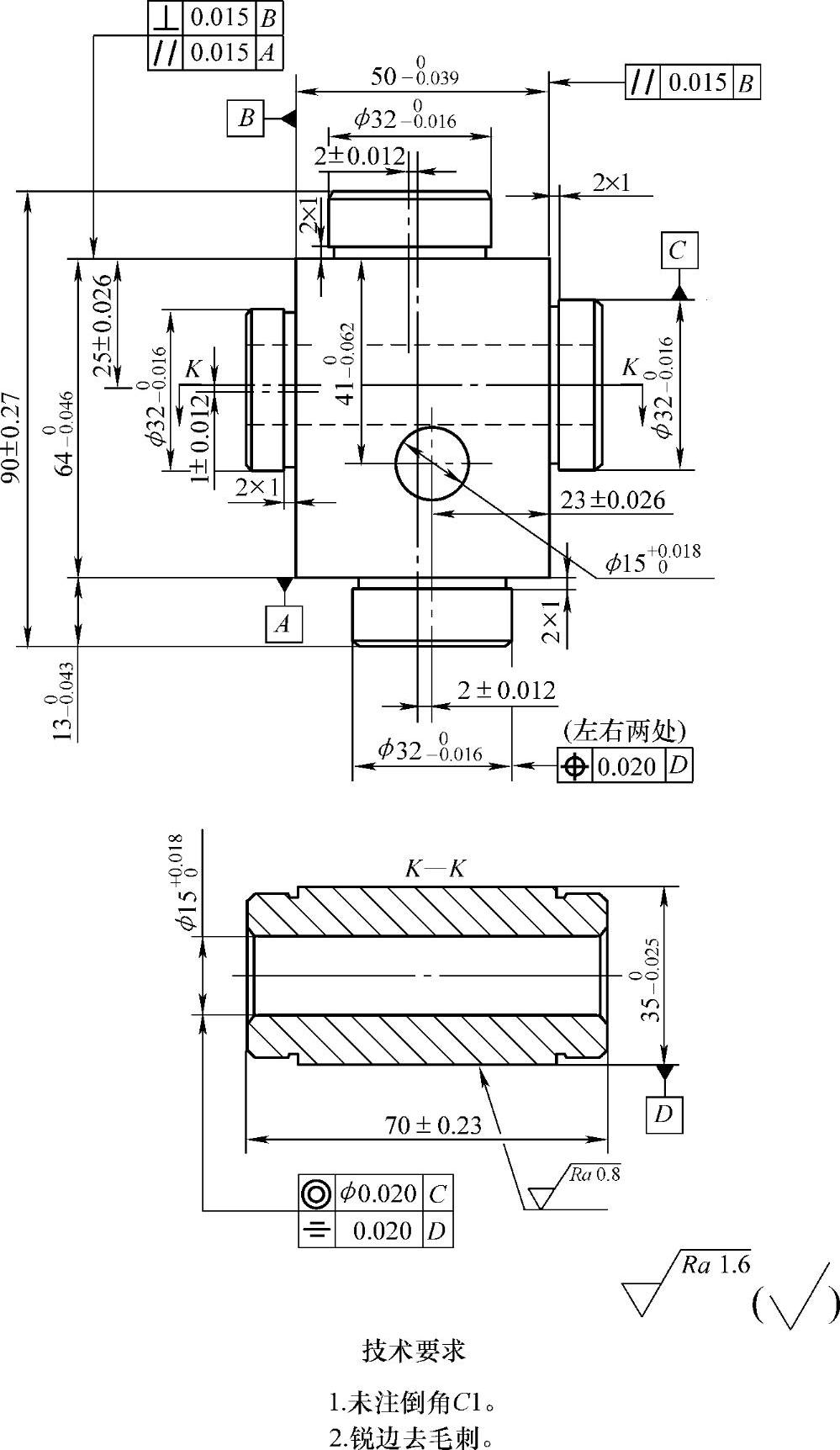
图2-23 十字座
2.准备要求
1)考件为45钢,十字座毛坯已加工至图2-24所示。
2)钻、铰孔用切削液。
3)装夹精度较高的单动卡盘。
4)相关的工、量、刀具的准备。
3.考核要求
(1)考核内容
1)各尺寸、几何公差、表面粗糙度达到图样规定要求。
2)不准使用锉刀、砂布、磨石修整加工表面。
3)ϕ15+0.0180mm的孔允许使用铰刀铰削加工。
4)考件应装夹在单动卡盘上完成。
5)考件与图样严重不符的应扣去该考件的全部配分。
(2)时间定额 360min(不含考前准备时间)。提前完工不加分,超时间定额20min扣5分;超30min扣10分;超过40min则停止考试。
(3)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
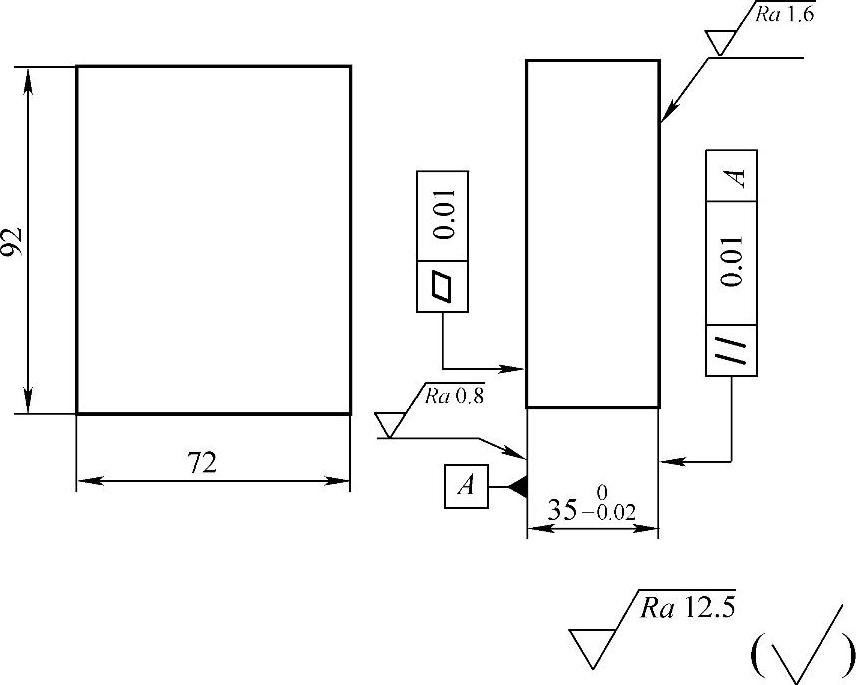
图2-24 十字座毛坯图
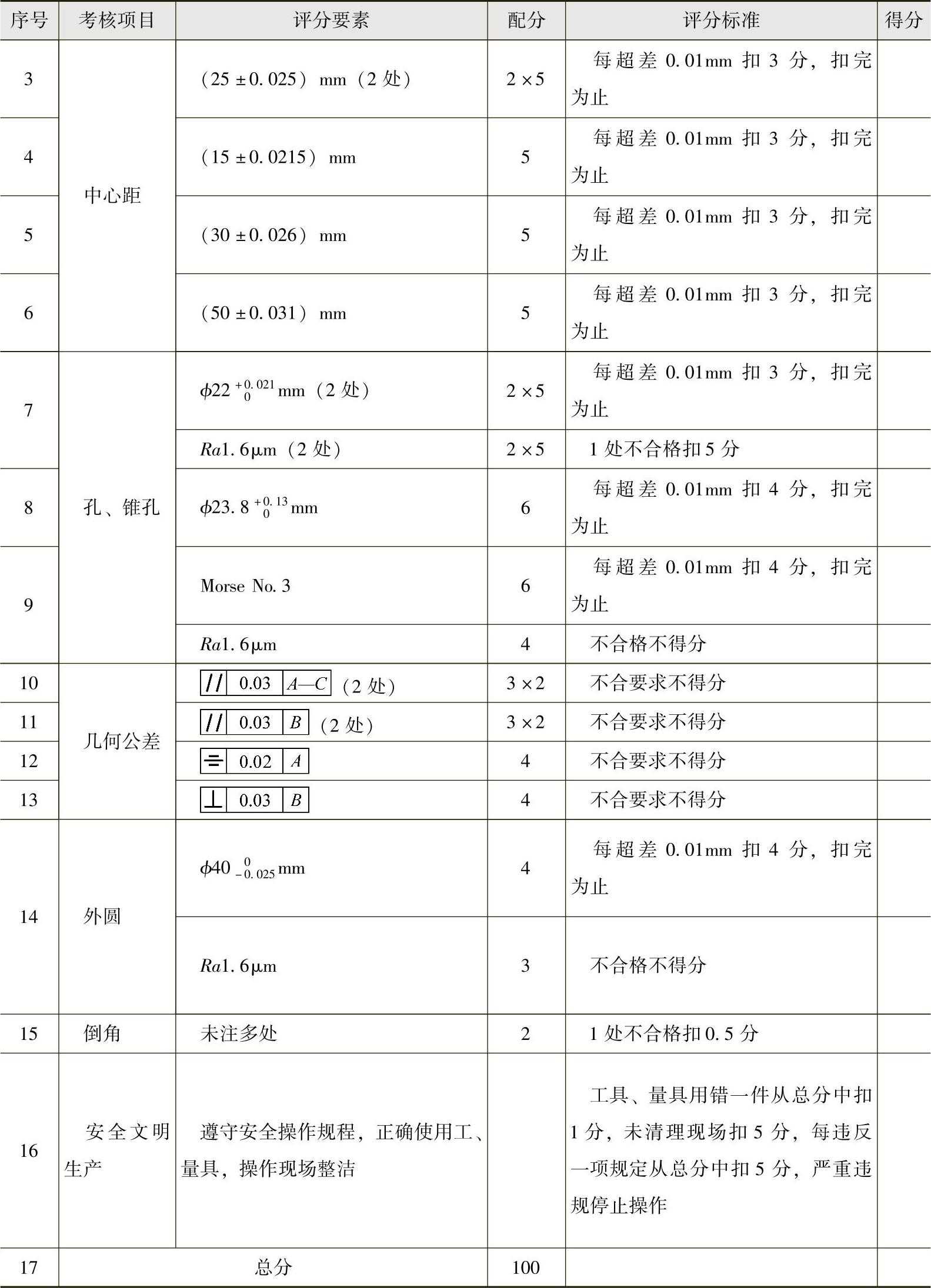
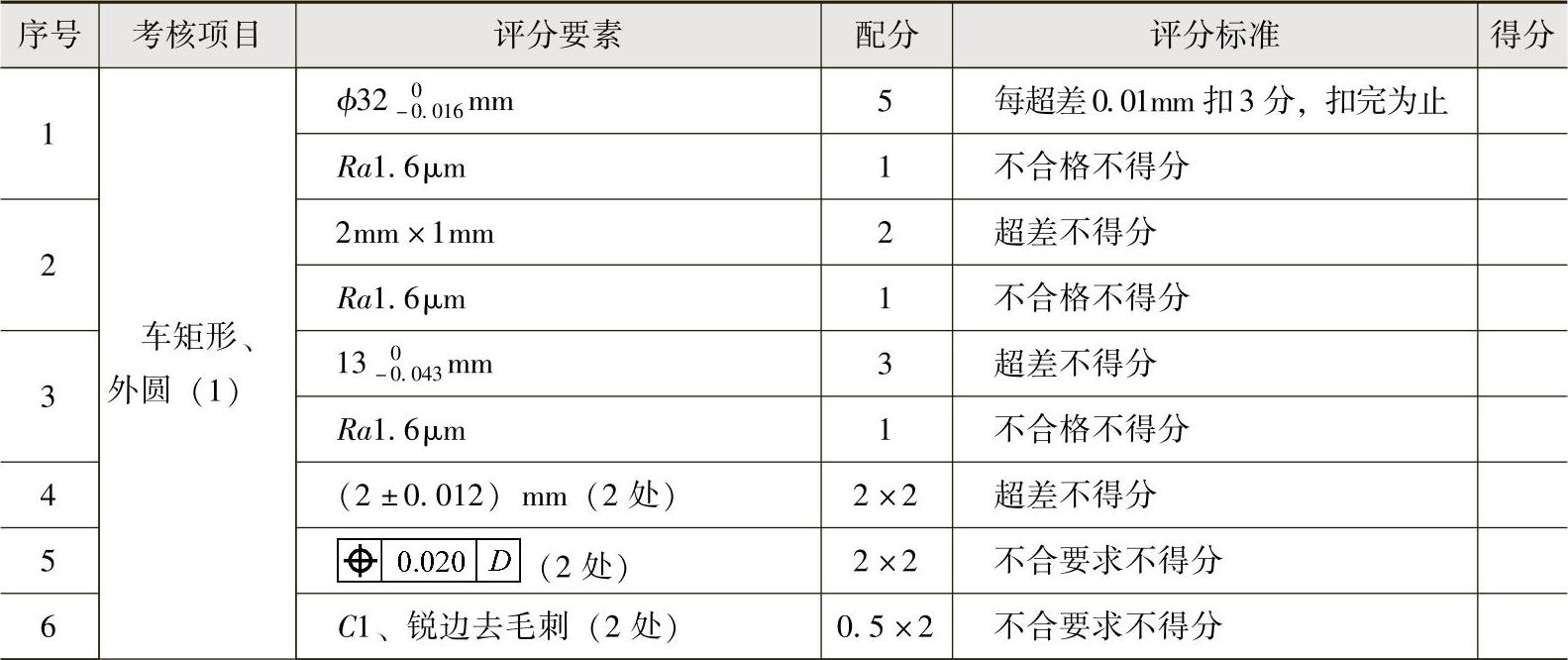
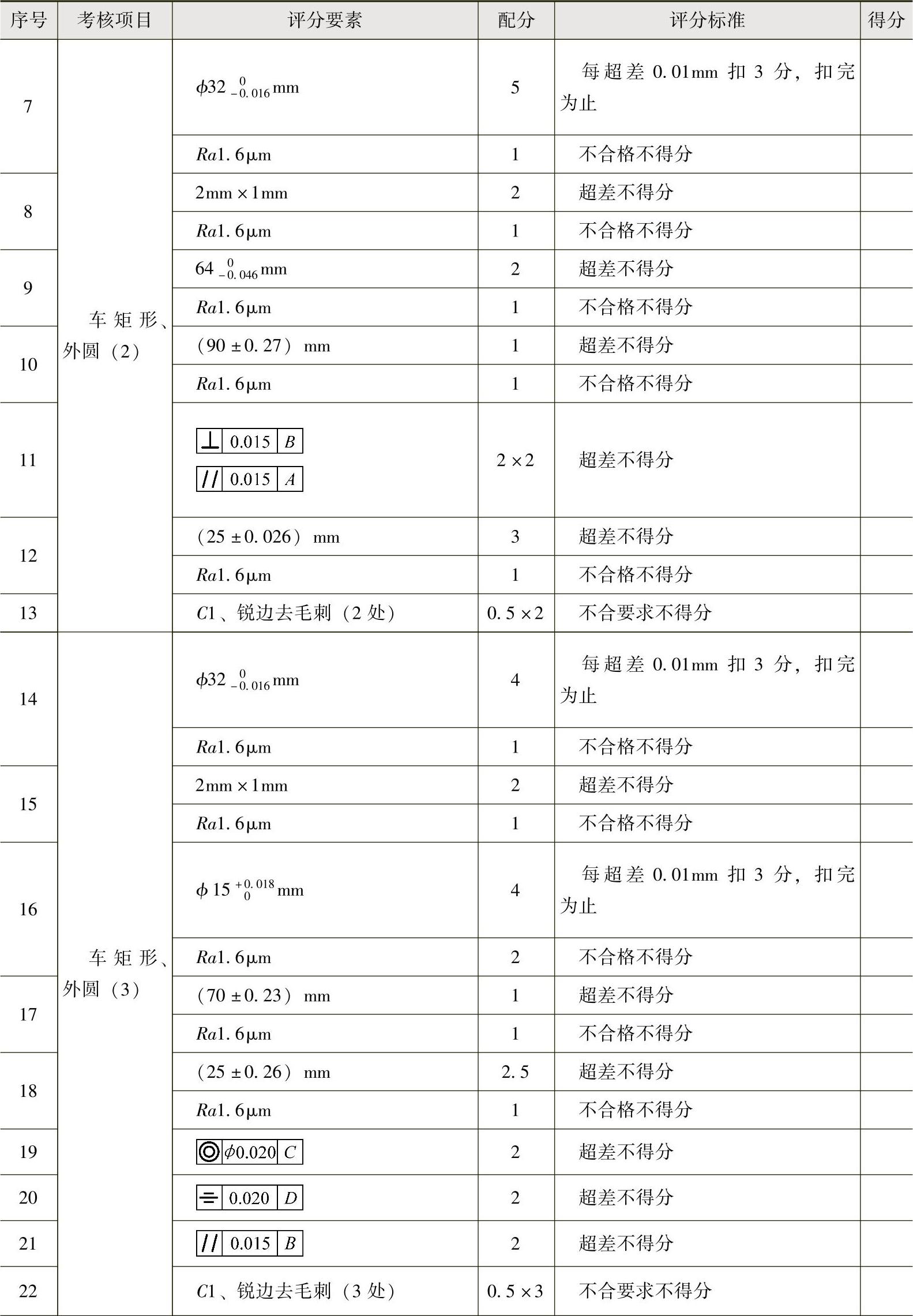
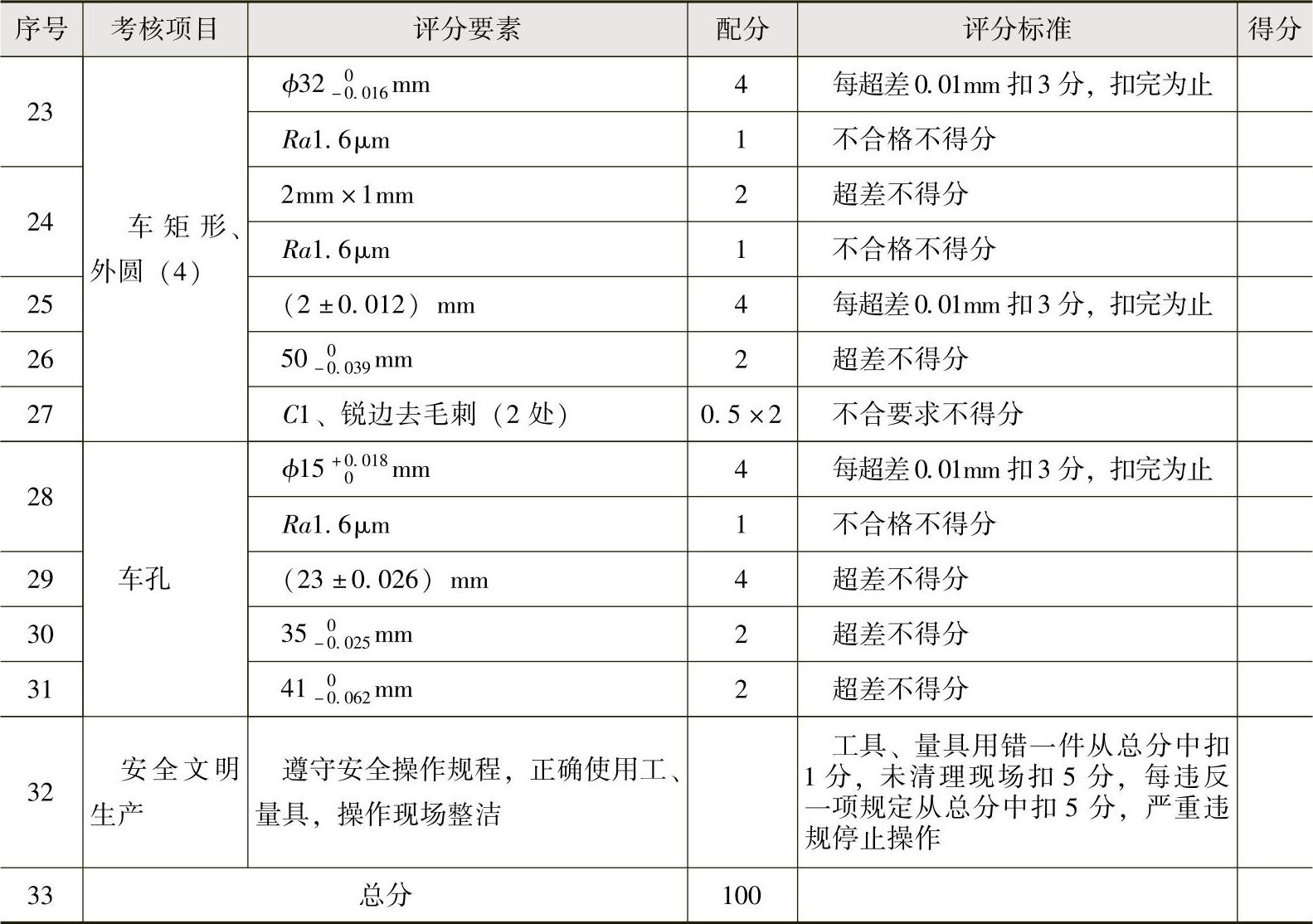
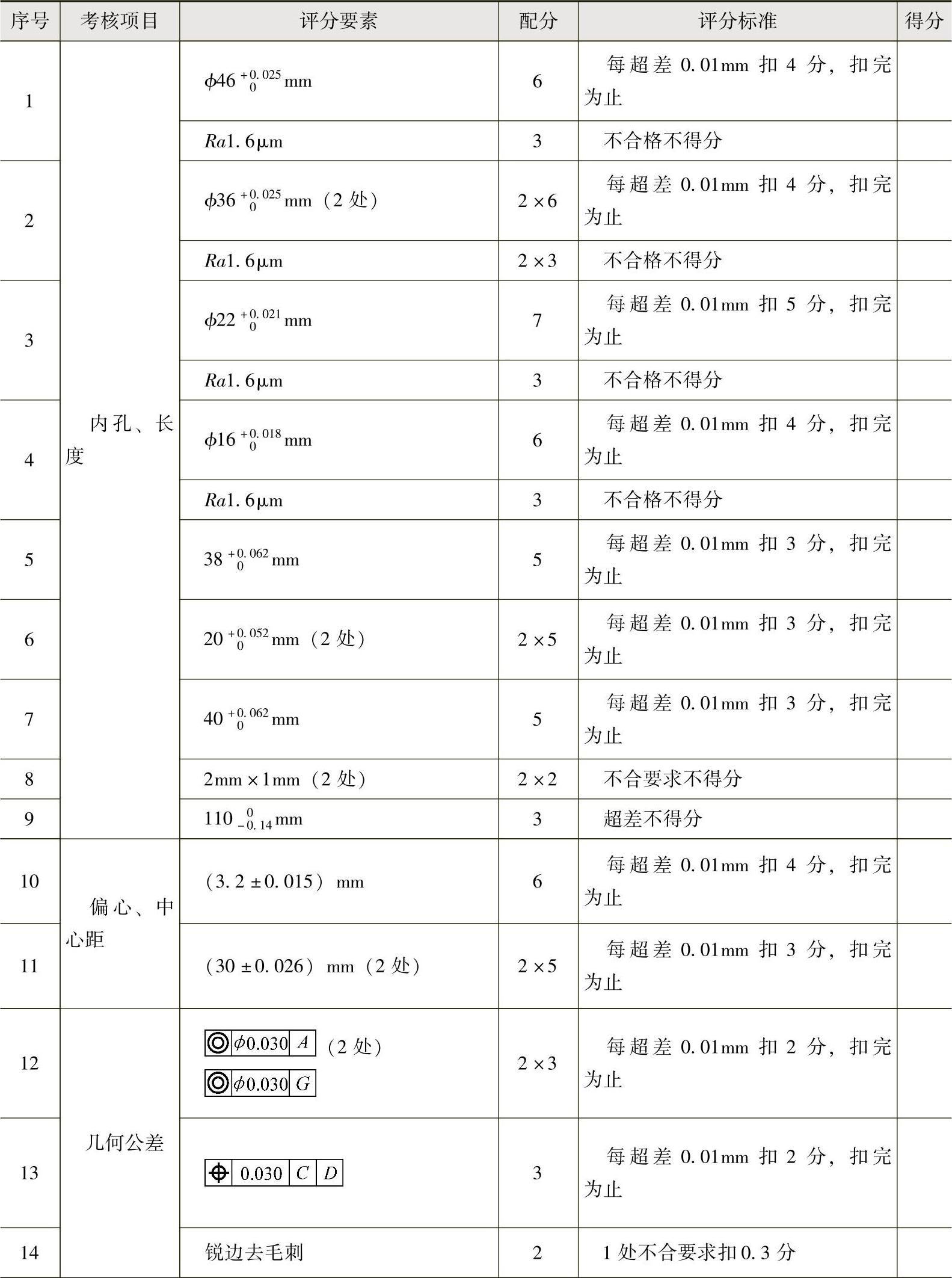
4.评分标准(见表2-22)
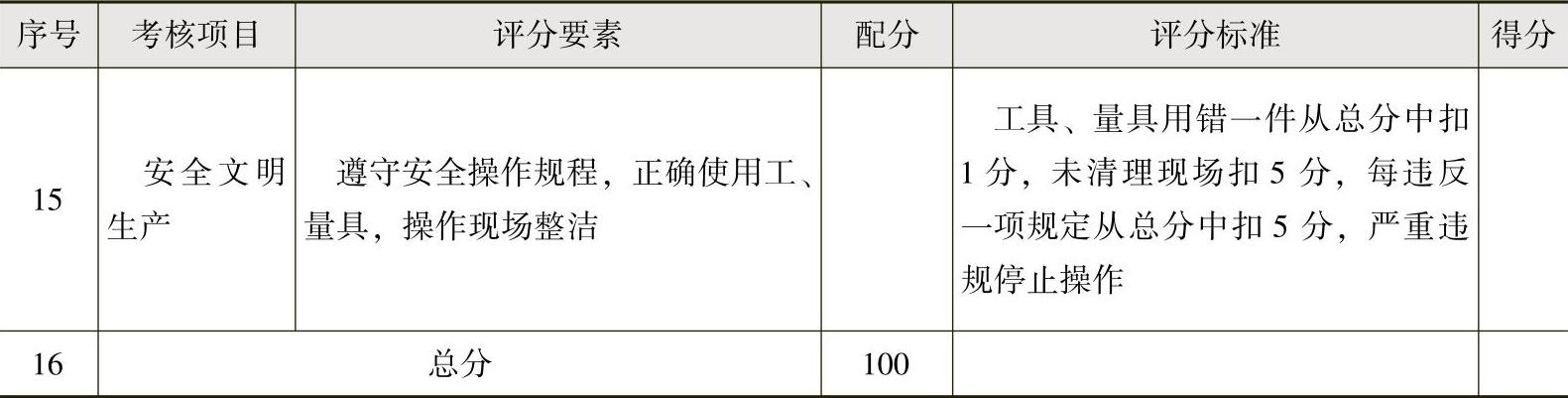
表2-22 十字座评标准表
(续)
(续)
五、车薄壁套
1.考件图样(见图2-25)
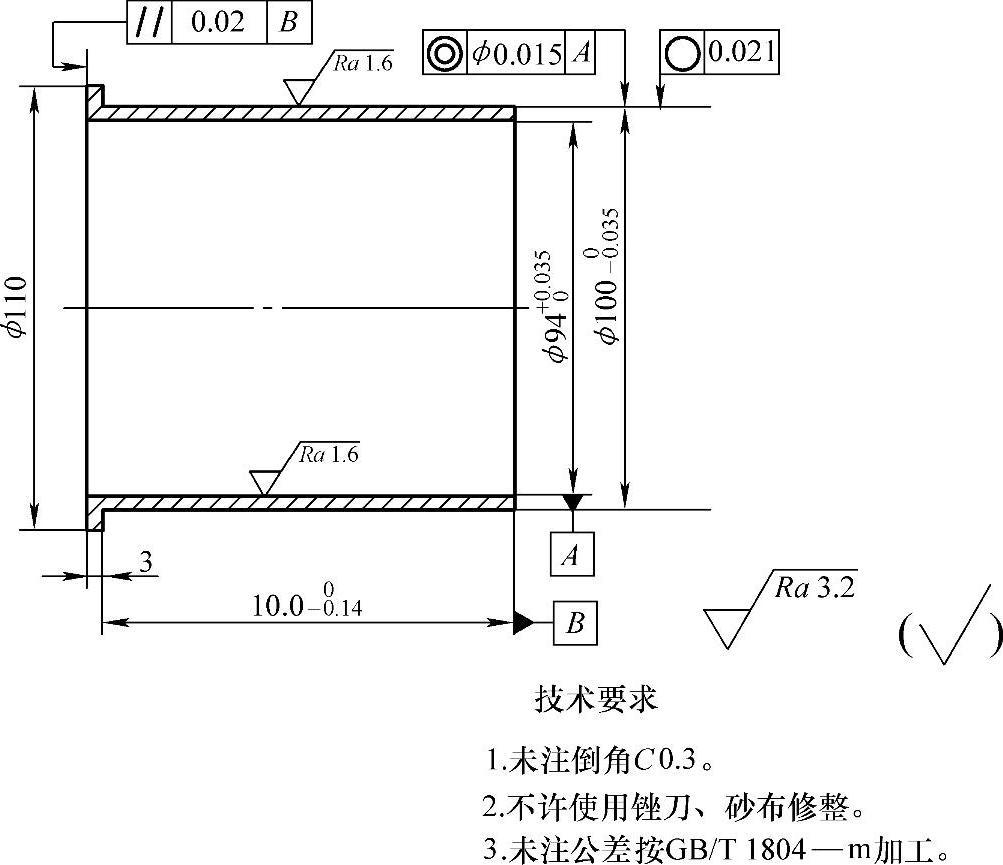
图2-25 薄壁套
2.准备要求
1)考件为45钢,尺寸为ϕ120mm×30mm的钢管。
2)相关工、量、刀具准备。
3.考核要求
(1)考核内容 各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用砂布、磨石修整加工表面。
(2)时间定额 300min(不含考前准备时间)。
(3)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
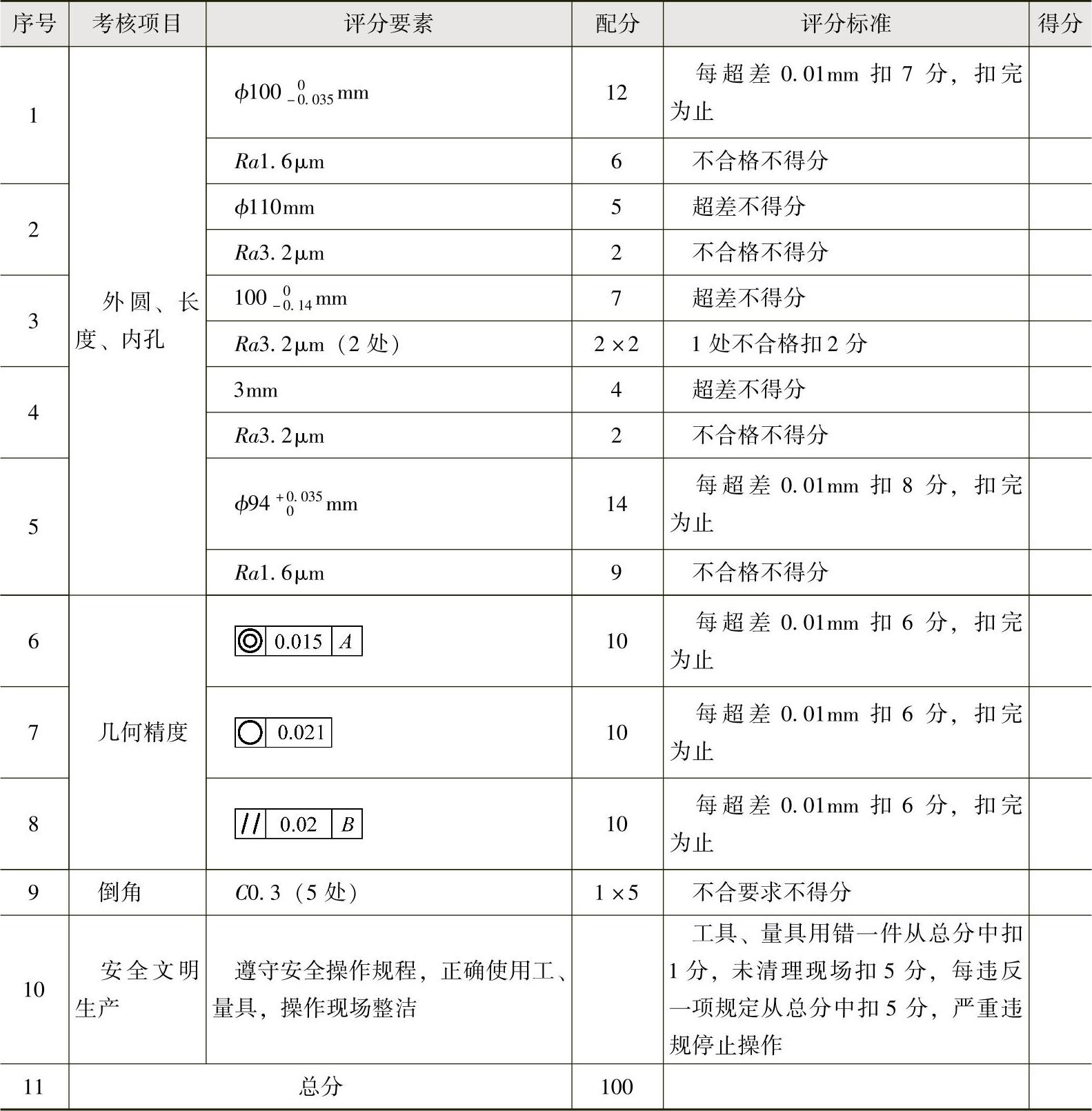
4.评分标准。(见表2-23)
表2-23 薄壁套评分标准
六、车偏心阀体
1.考件图样(见图2-26)
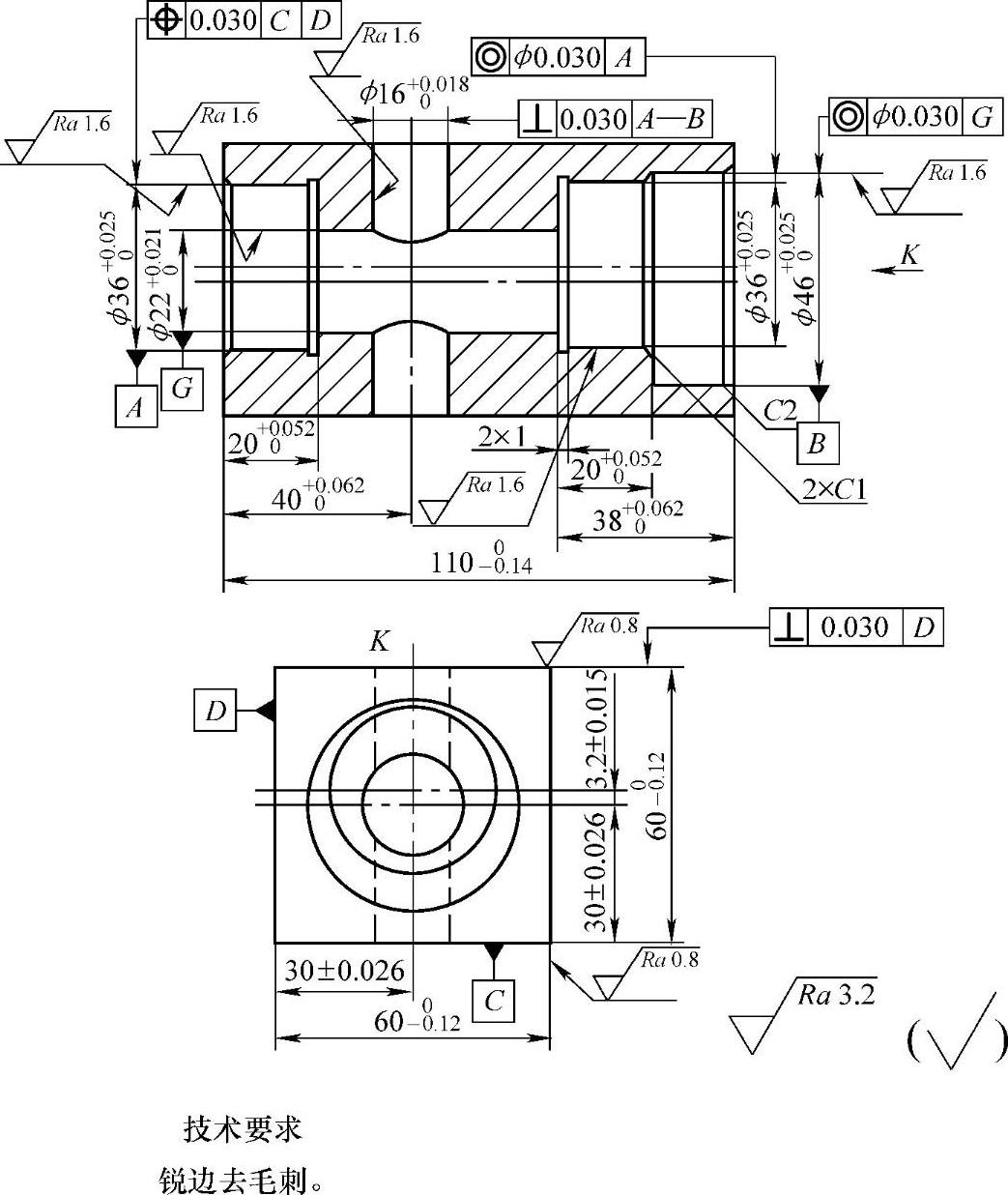
图2-26 偏心阀体
2.准备要求
1)考件为45钢,尺寸为如图2-27所示的偏心阀体料毛坯。
2)划线工具、显示剂。
3)相关工、量、刀具准备。
3.考核要求
(1)考核内容 各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用锉刀、砂布、磨石修整加工表面。
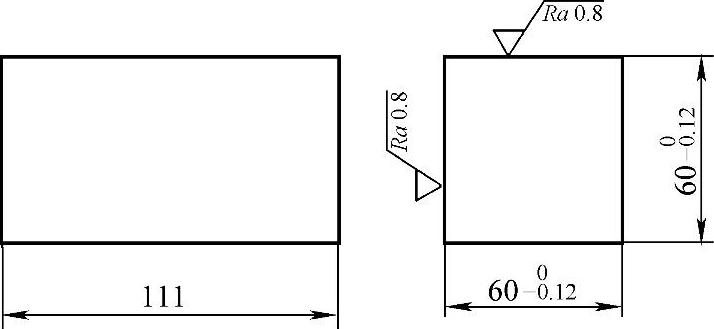
图2-27 偏心阀体料毛坯
(2)时间定额 450min(不含考前准备时间)。提前完工不加分,超时间定额10min扣5分;超20min扣10分;超过30min则停止考试。(https://www.xing528.com)
(3)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
4.评分标准(见表2-24)
表2-24 偏心阀体评分标准
(续)
七、车接头
1.考件图样(见图2-28)
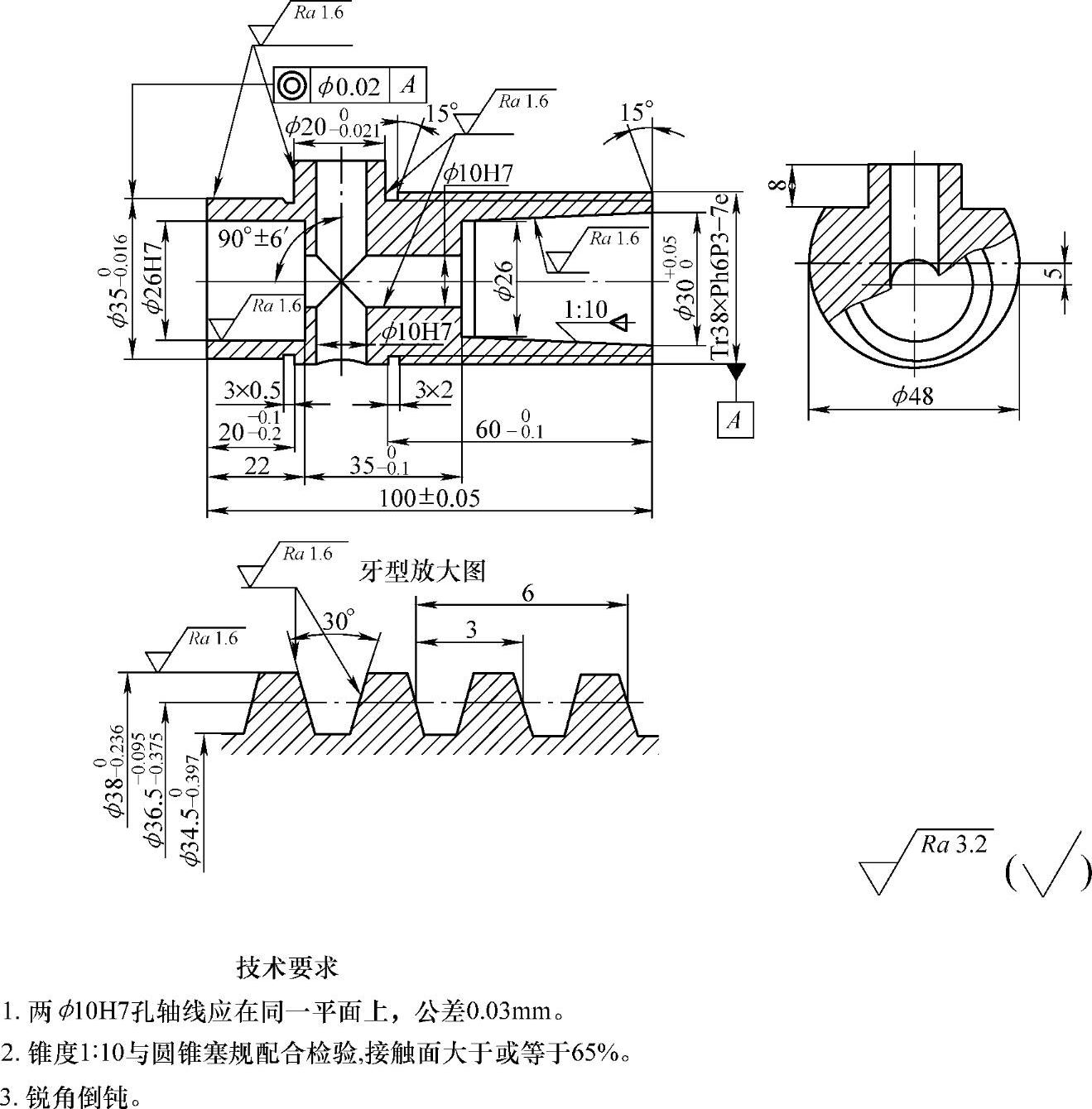
图2-28接头
2.准备要求
1)考件为45钢,尺寸为ϕ50mm×105mm的棒料一根。
2)检验锥度用显示剂。
3)相关工、量、刀具准备。
3.考核要求
(1)考核内容。各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用锉刀、砂布、磨石修整加工表面。锥度1∶10不允许使用靠模或用锥度铰刀加工。
(2)时间定额 420min(不含考前准备时间)。提前完工不加分,超时间定额10min扣5分;超20min扣10分;超过30min则停止考试。
(3)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
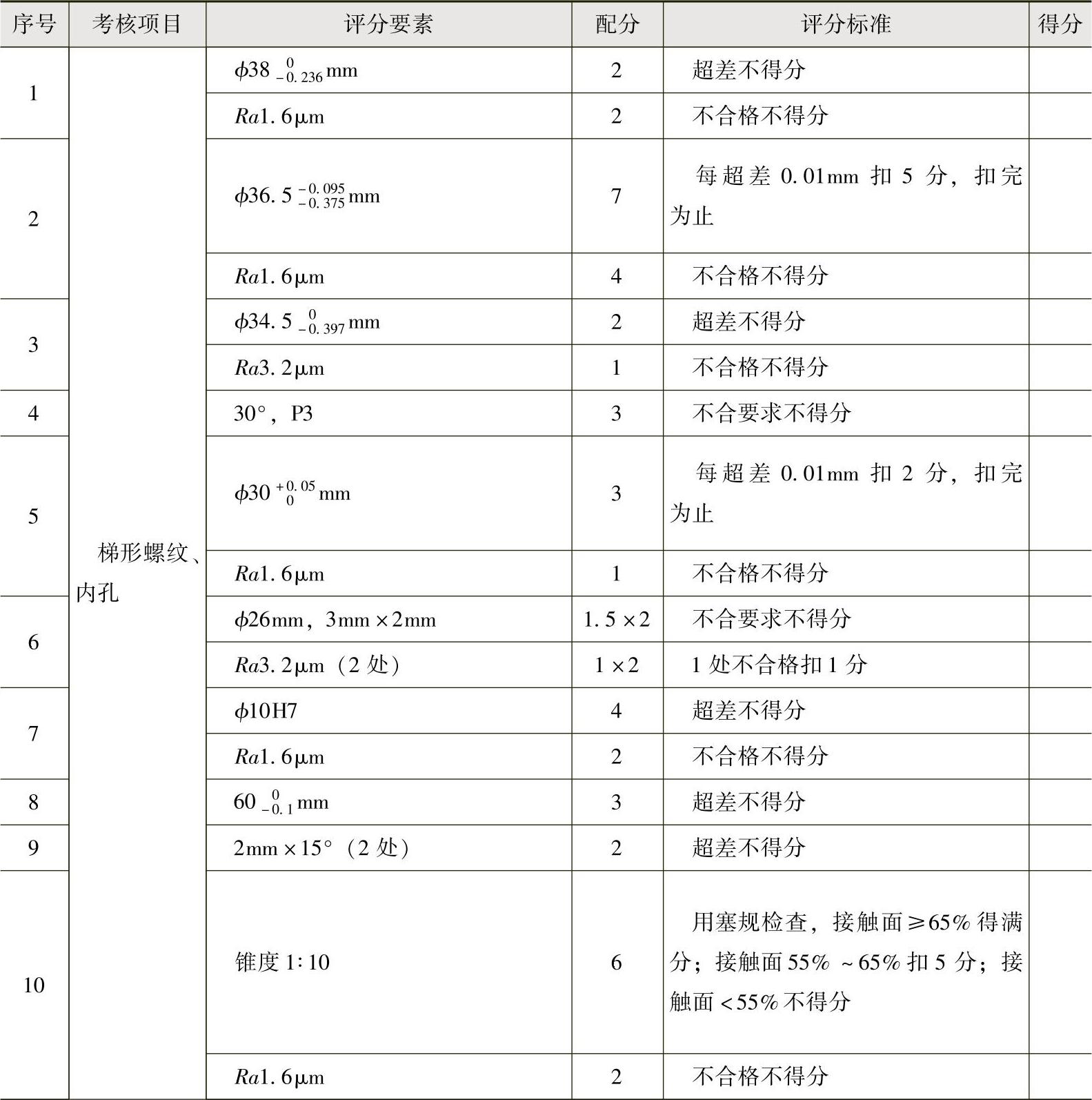
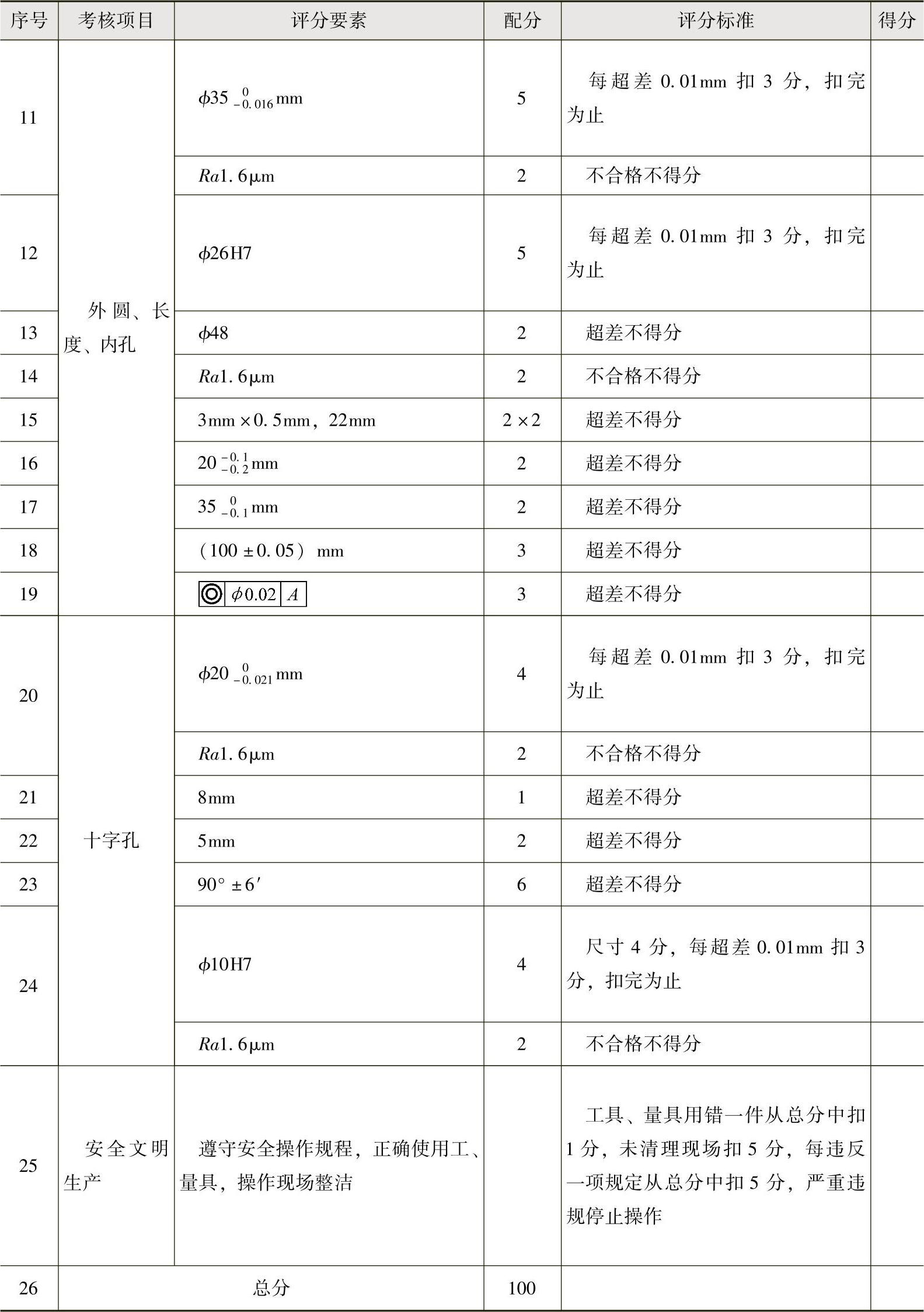
4.评分标准(见表2-25)
表2-25 接头评分标准
(续)
八、车双线梯形螺纹配合件
1.考件图样(见图2-29)
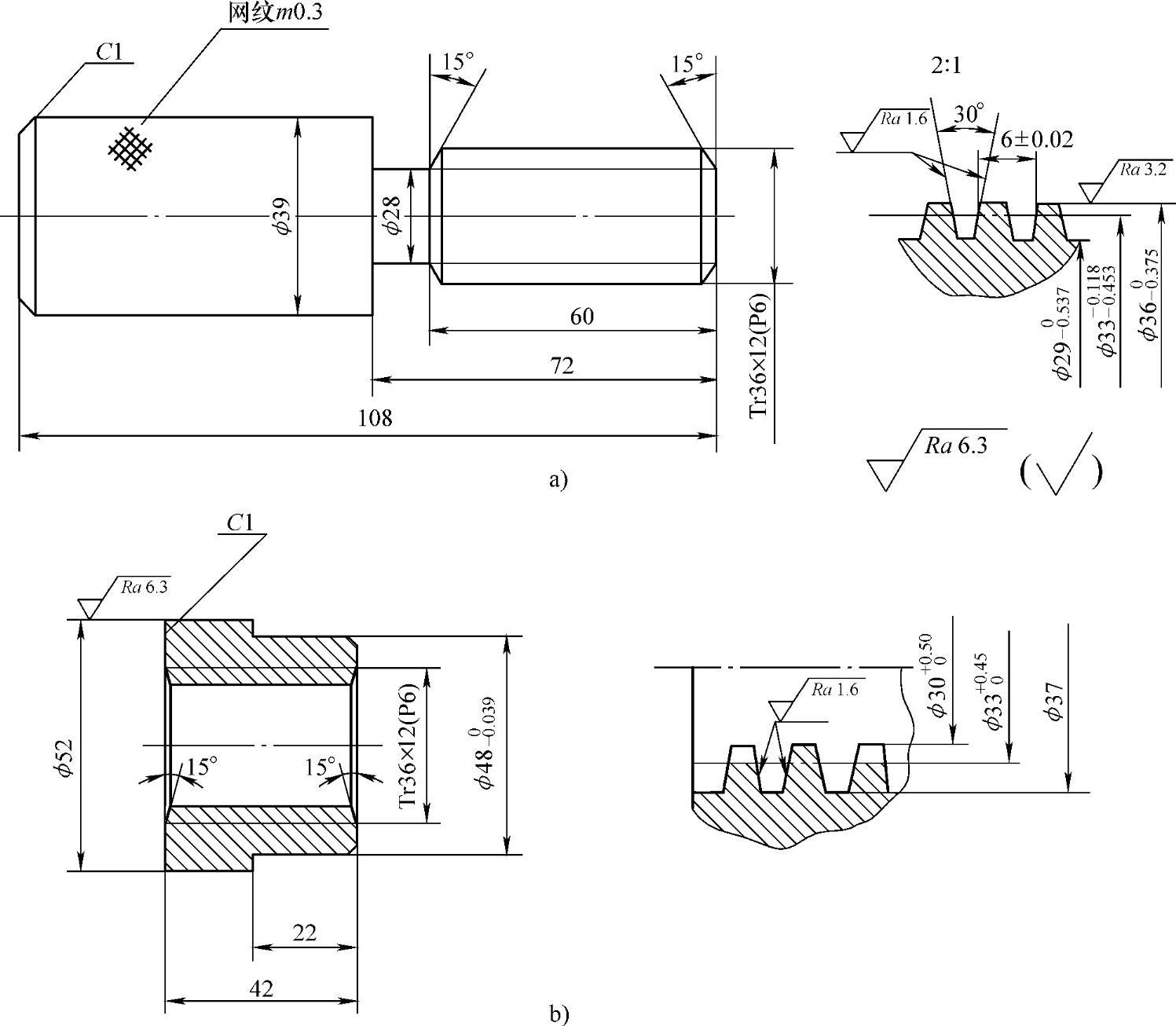
图2-29 双线梯形螺纹配合件
2.准备要求
1)考件为45钢,尺寸为ϕ40mm×110mm及ϕ55mm×45mm的棒料各一根。
2)相关工、量、刀具准备。
3.考核要求
(1)考核内容 各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用锉刀、砂布、磨石修整加工表面。
(2)时间定额 300min(不含考前准备时间)。提前完工不加分,超时间定额10min扣5分;超20min扣10分;超过30min则停止考试。
(3)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
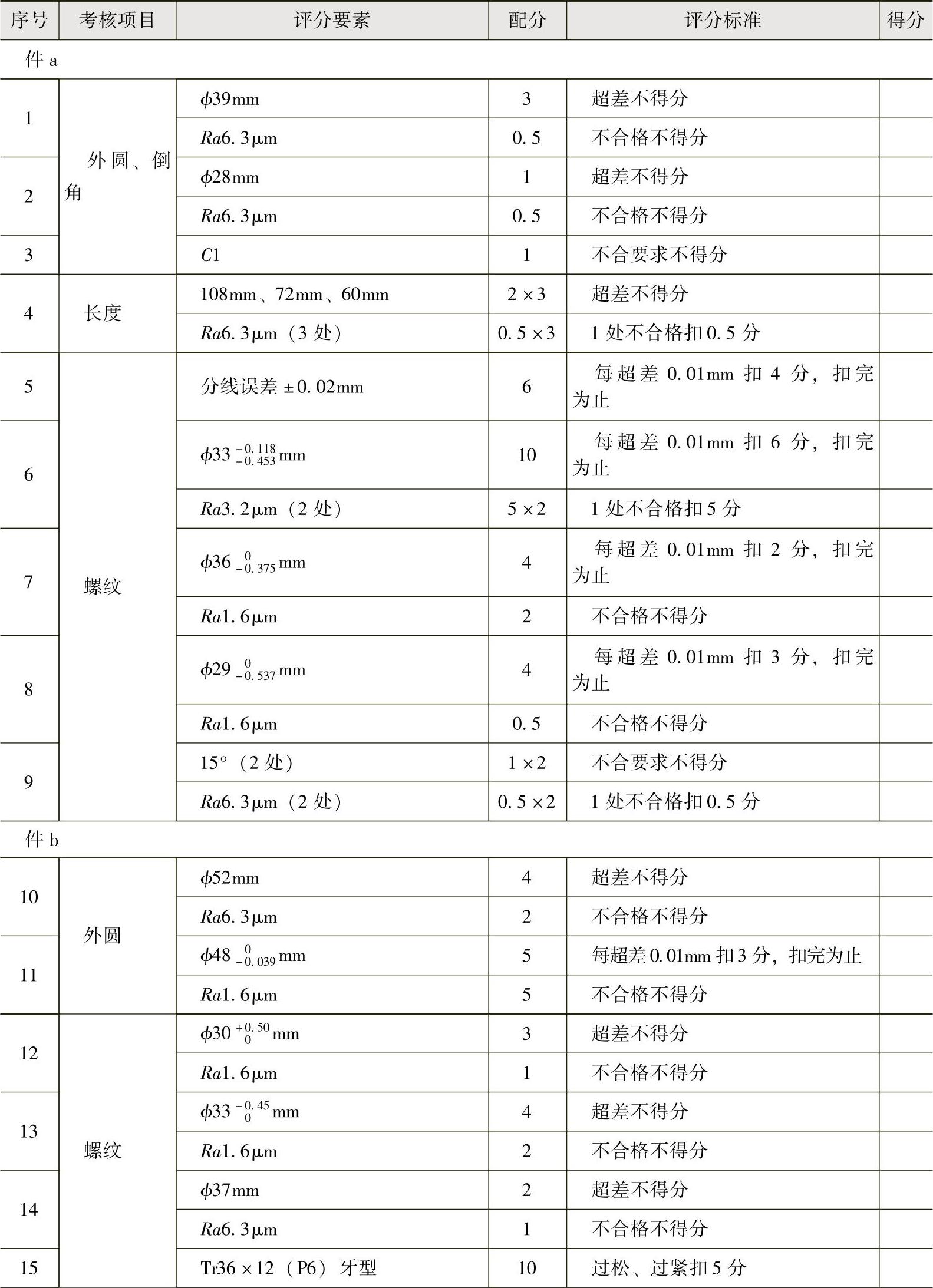
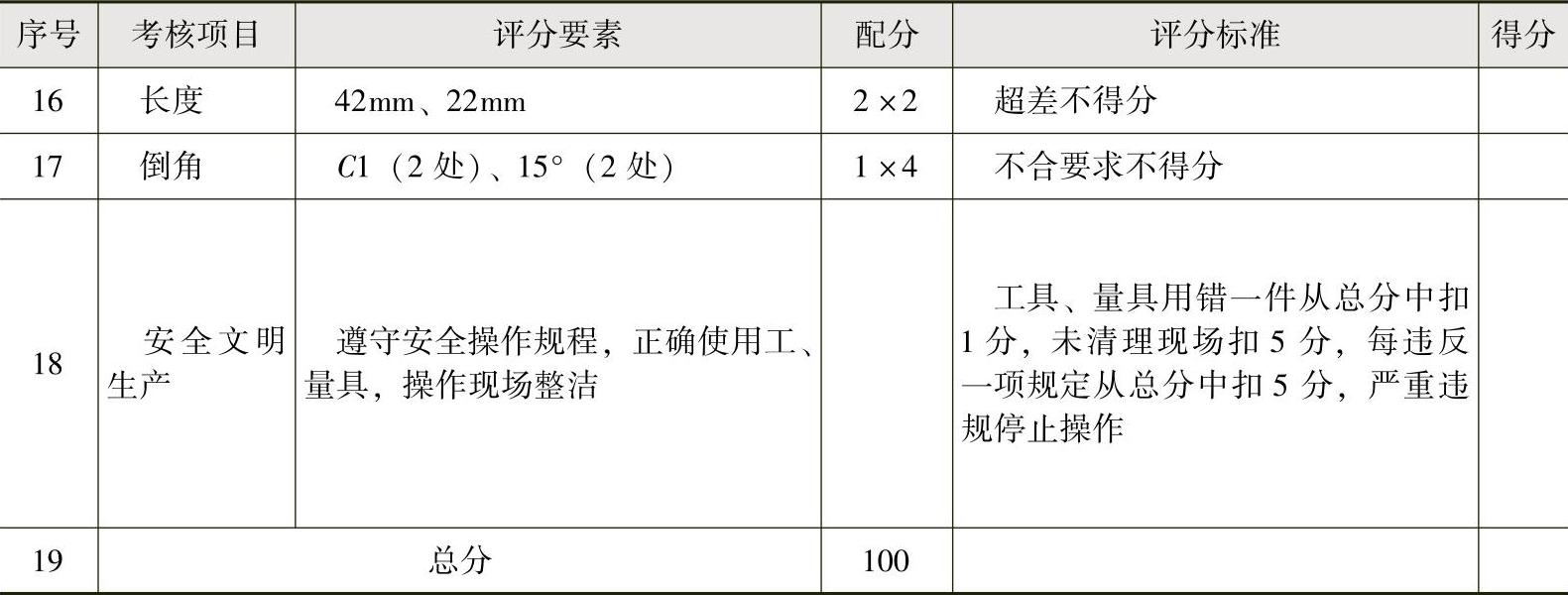
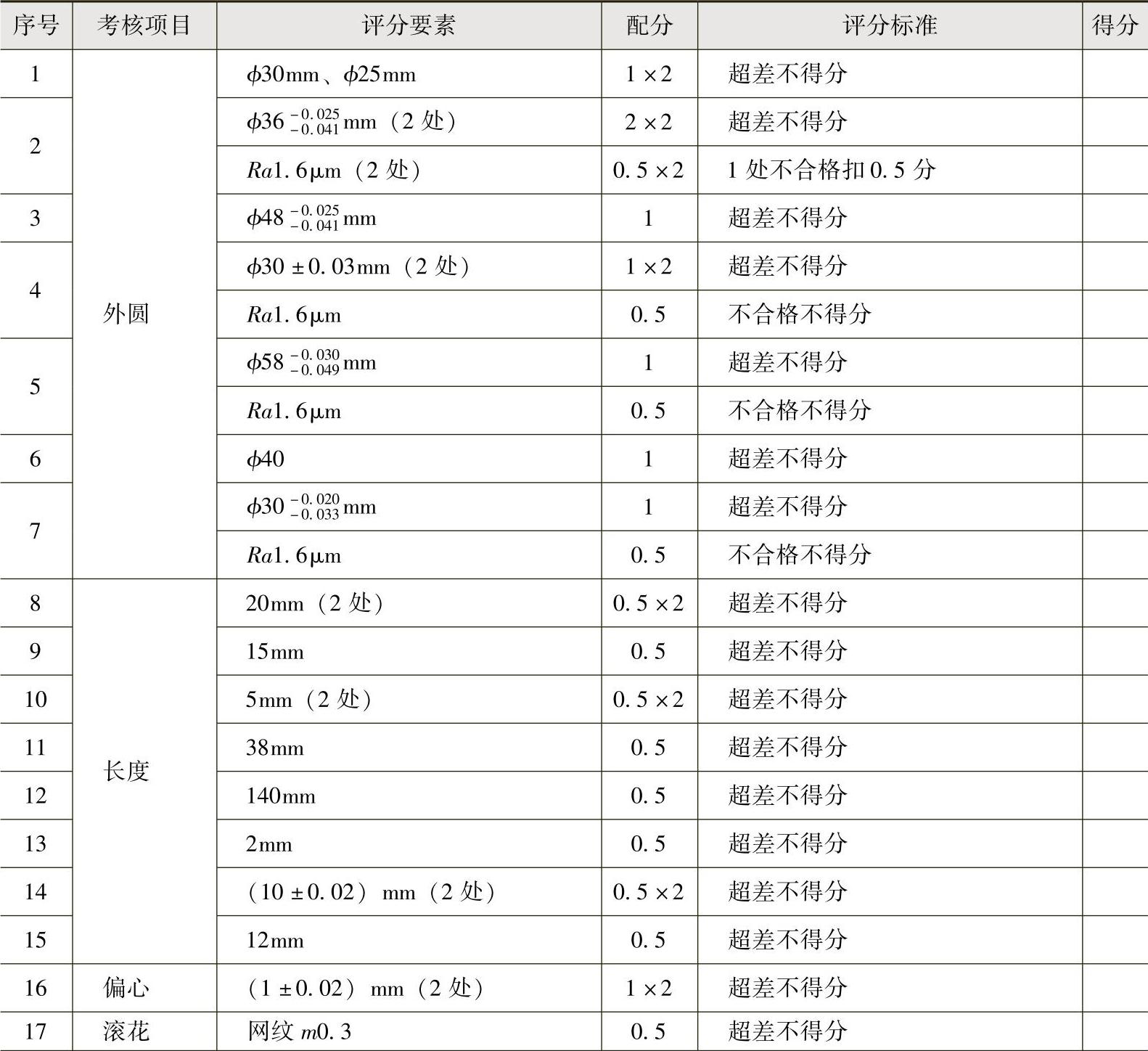
4.评分标准(表2-26)
表2-26 双线梯形螺纹配合件评分标准
(续)
九、车偏心轴三件组合工件
1.考件图样(见图2-30)
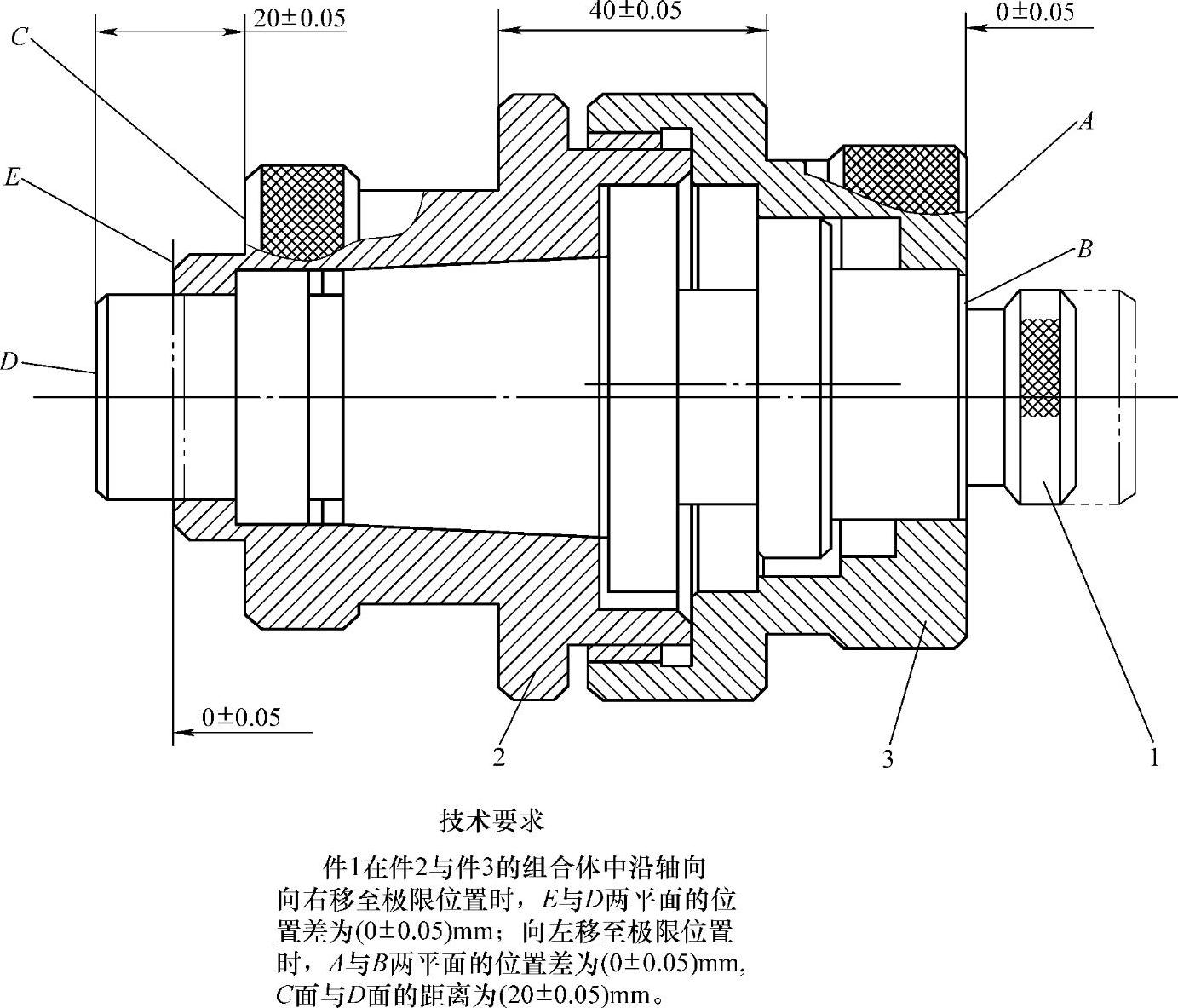
图2-30 偏心轴三件组合工件
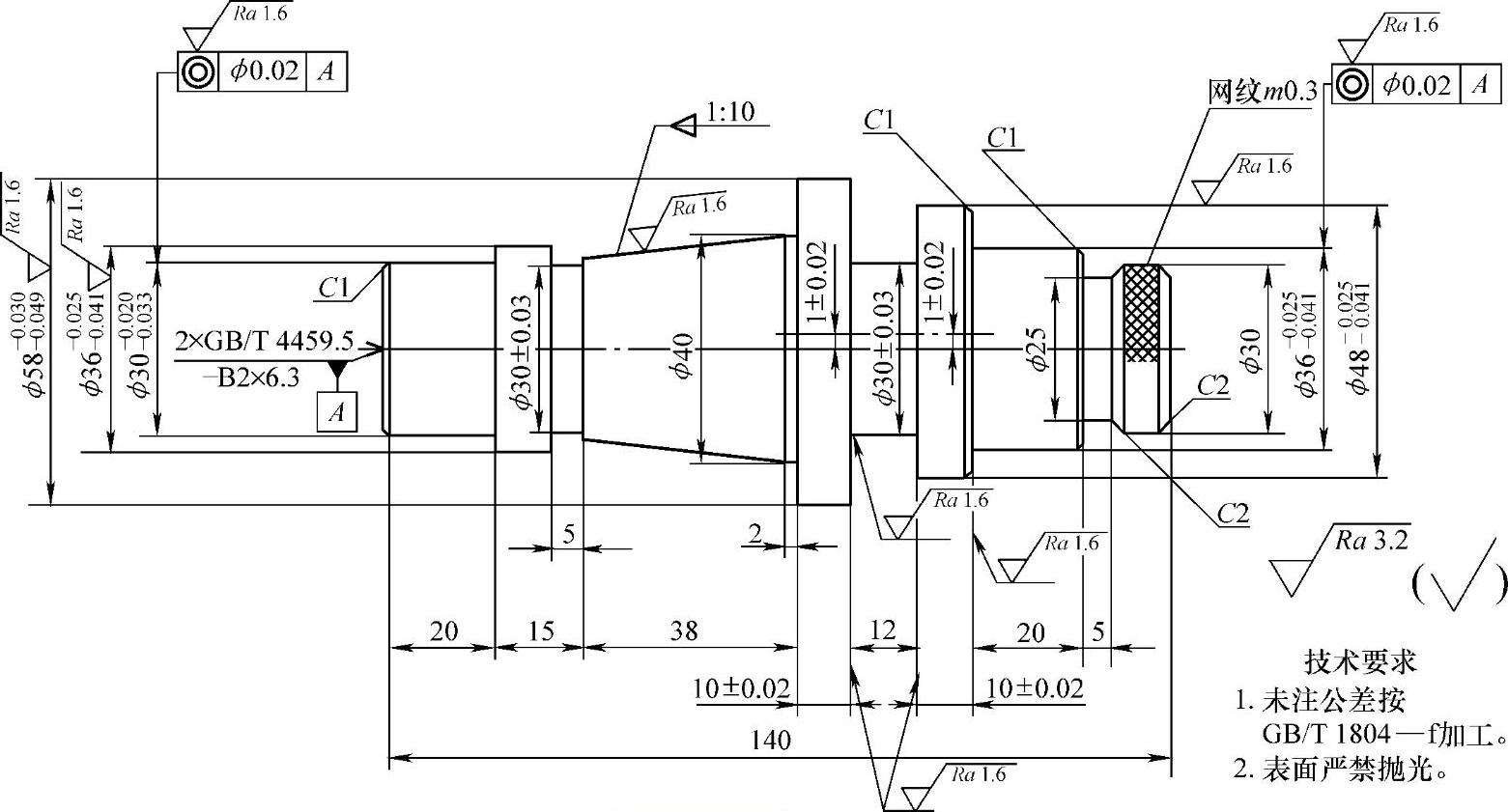
图2-30a) 锥轴
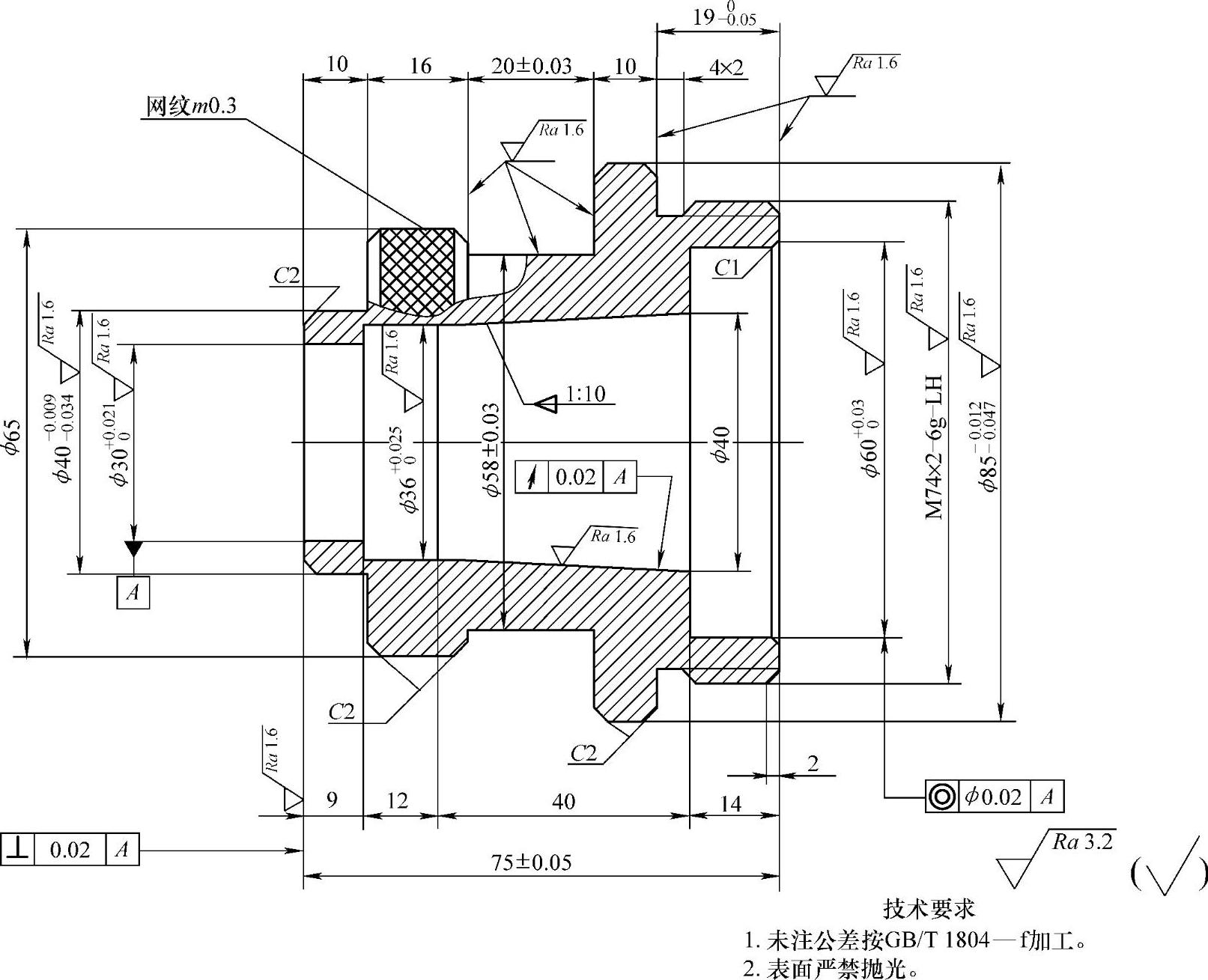
图2-30b) 锥套
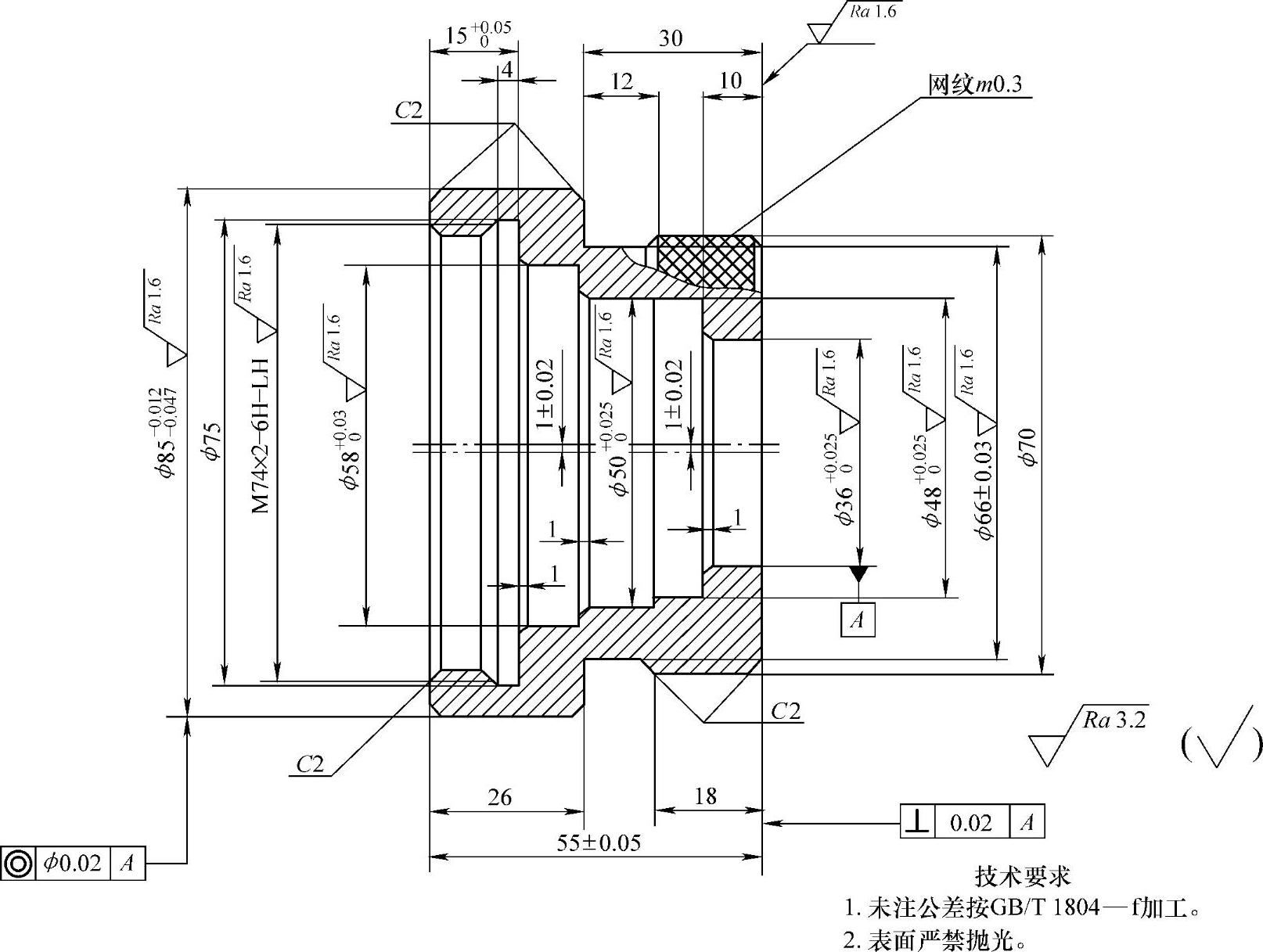
图2-30c) 偏心套
2.准备要求
1)考件为45热轧圆钢,锯断尺寸为ϕ65mm×145mm、ϕ90×60mm、ϕ90×80mm的棒料各1根。
3)工、量、刀具准备。
4)检验锥度用的显示剂。
3.考核要求
(1)考核内容 各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用砂布、磨石修整加工表面。
(2)时间定额 480min(不含考前准备时间)。
(3)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
4.评分标准(表2-27~表2-30)
表2-27 偏心轴三件组合评分标准
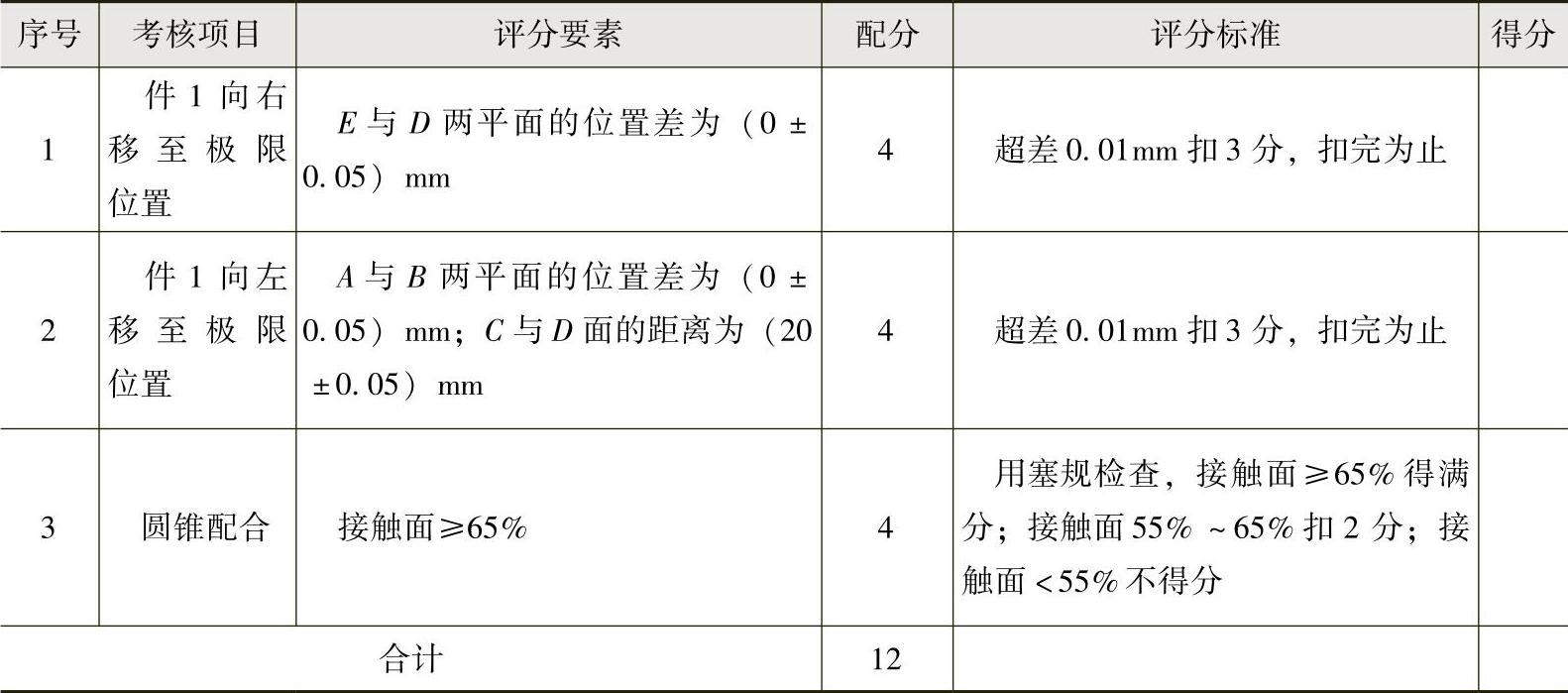
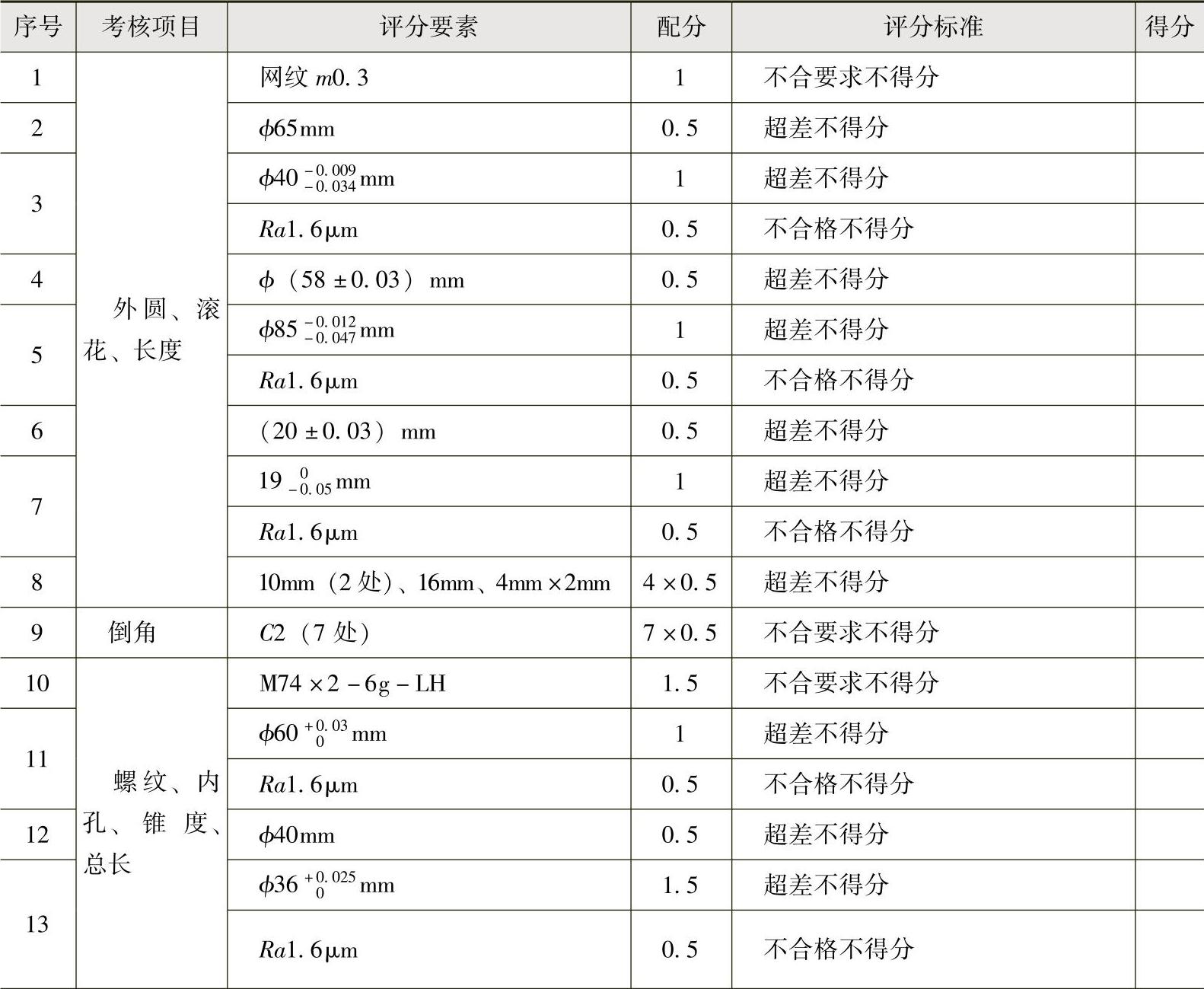
表2-28 偏心轴三件组合—锥轴评分标准
(续)
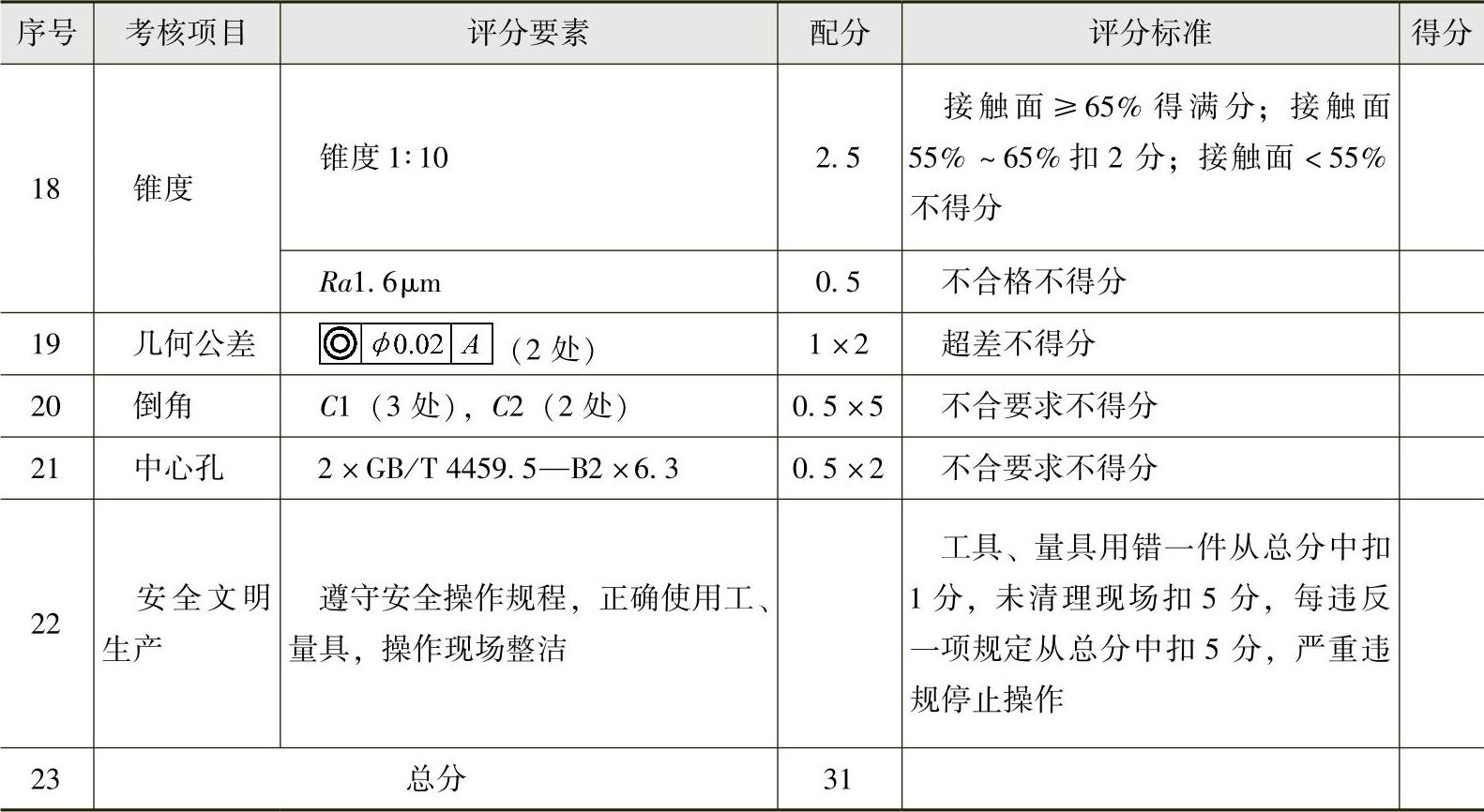
表2-29 偏心轴三件组合—锥套评分标准
(续)
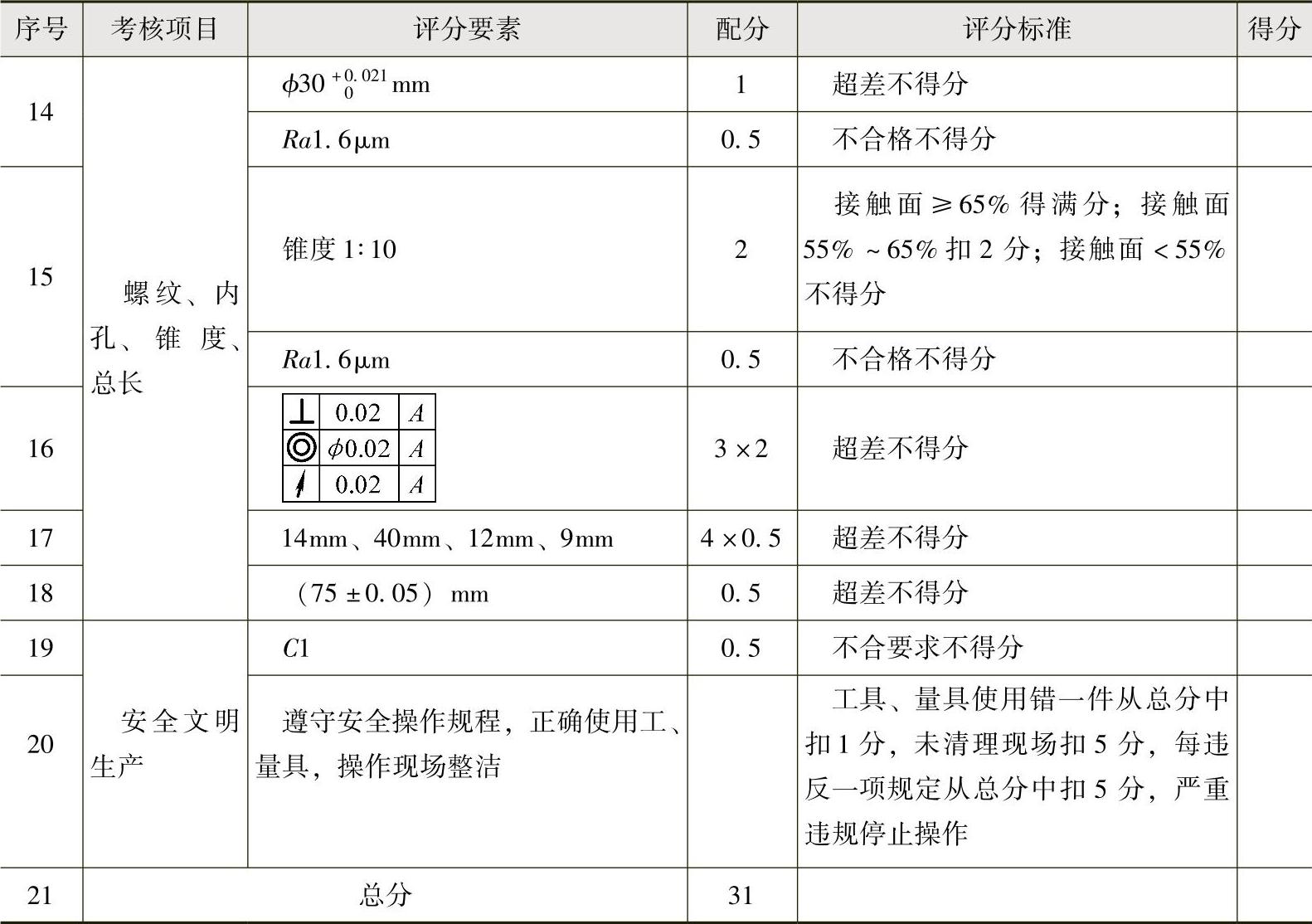
表2-30 偏心轴三件组合—偏心套评分标准
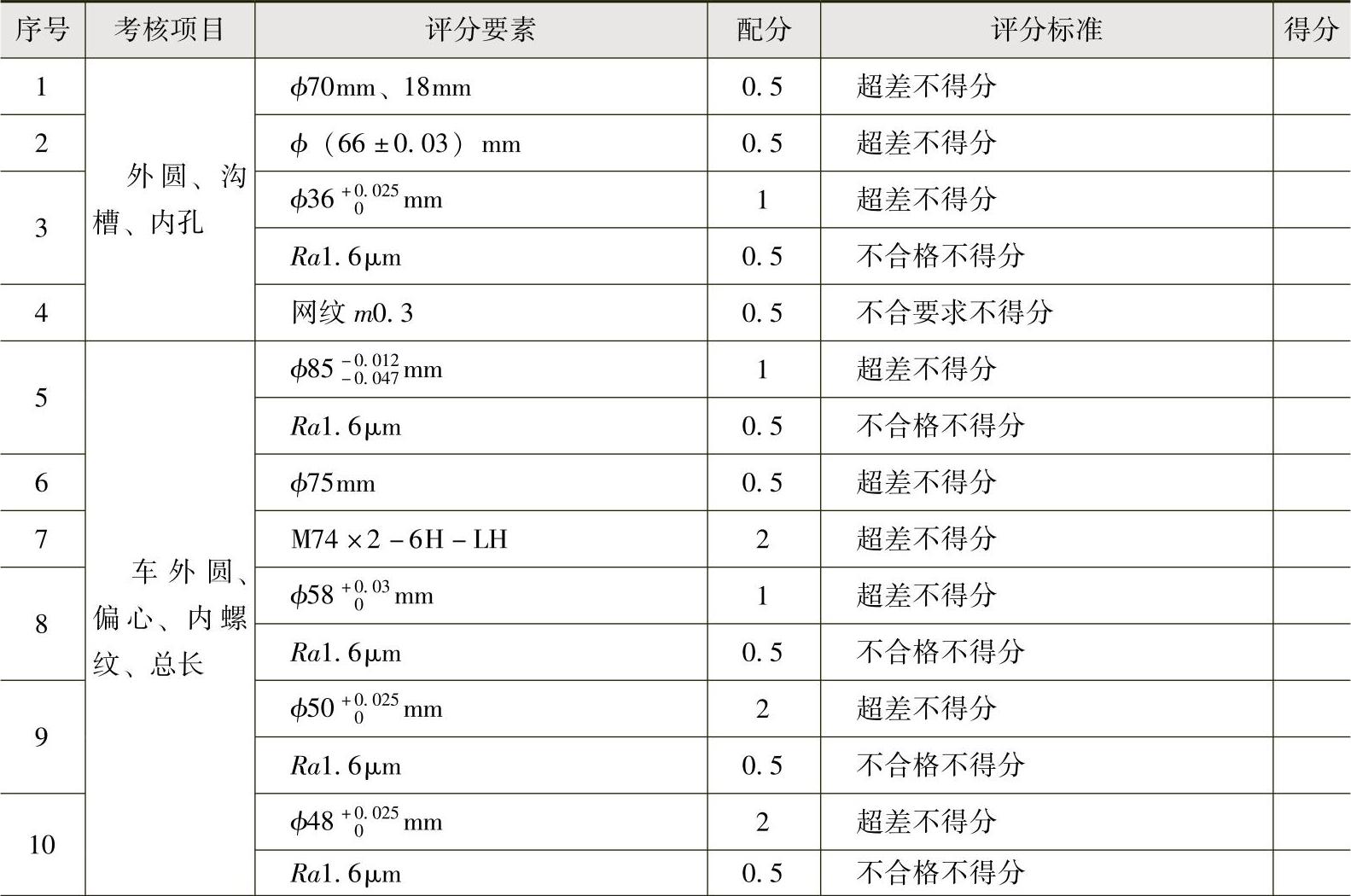
(续)
十、车螺套组合件
1.考件图样(见图2-31)
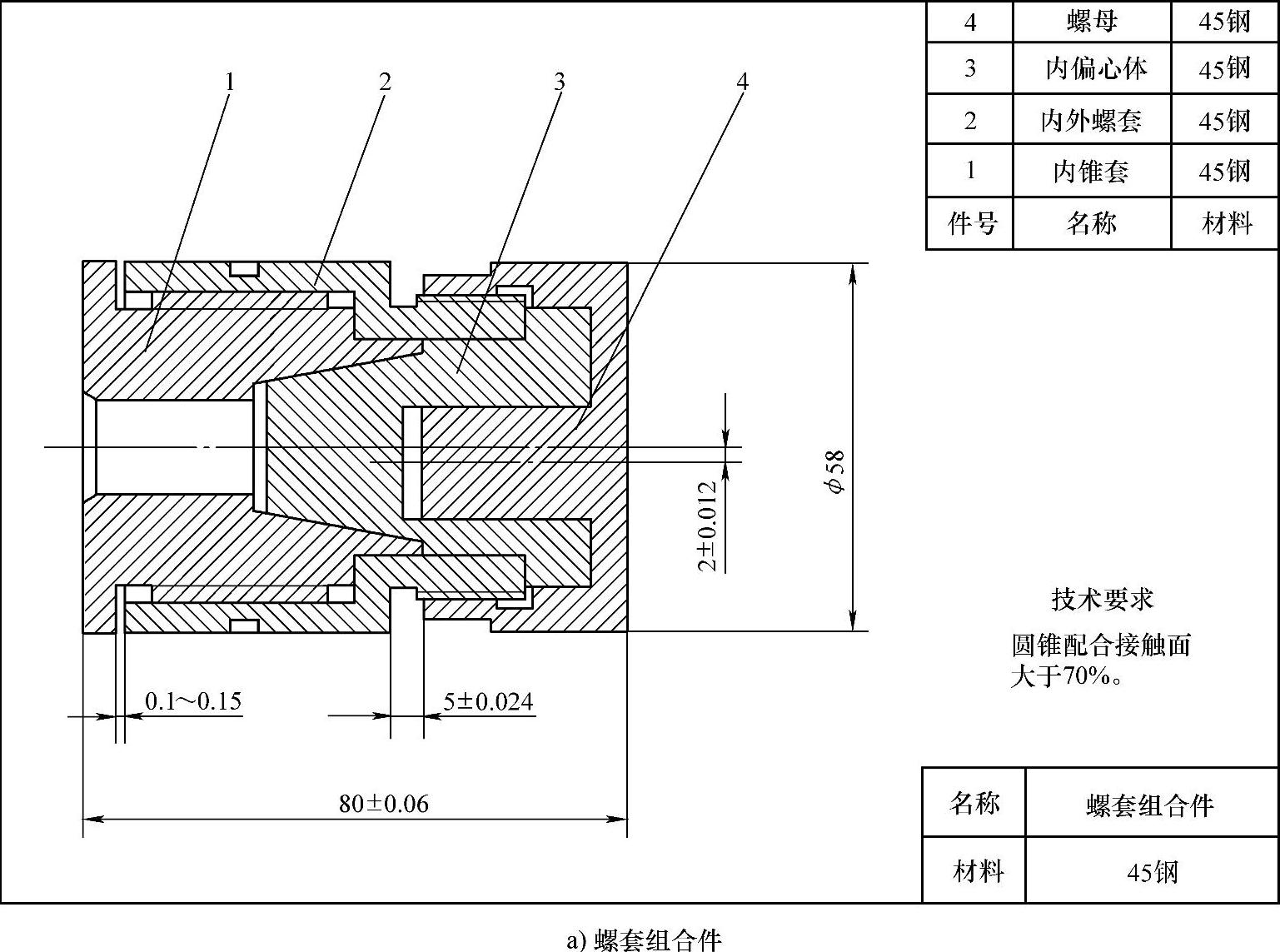
图2-31 螺套组合件
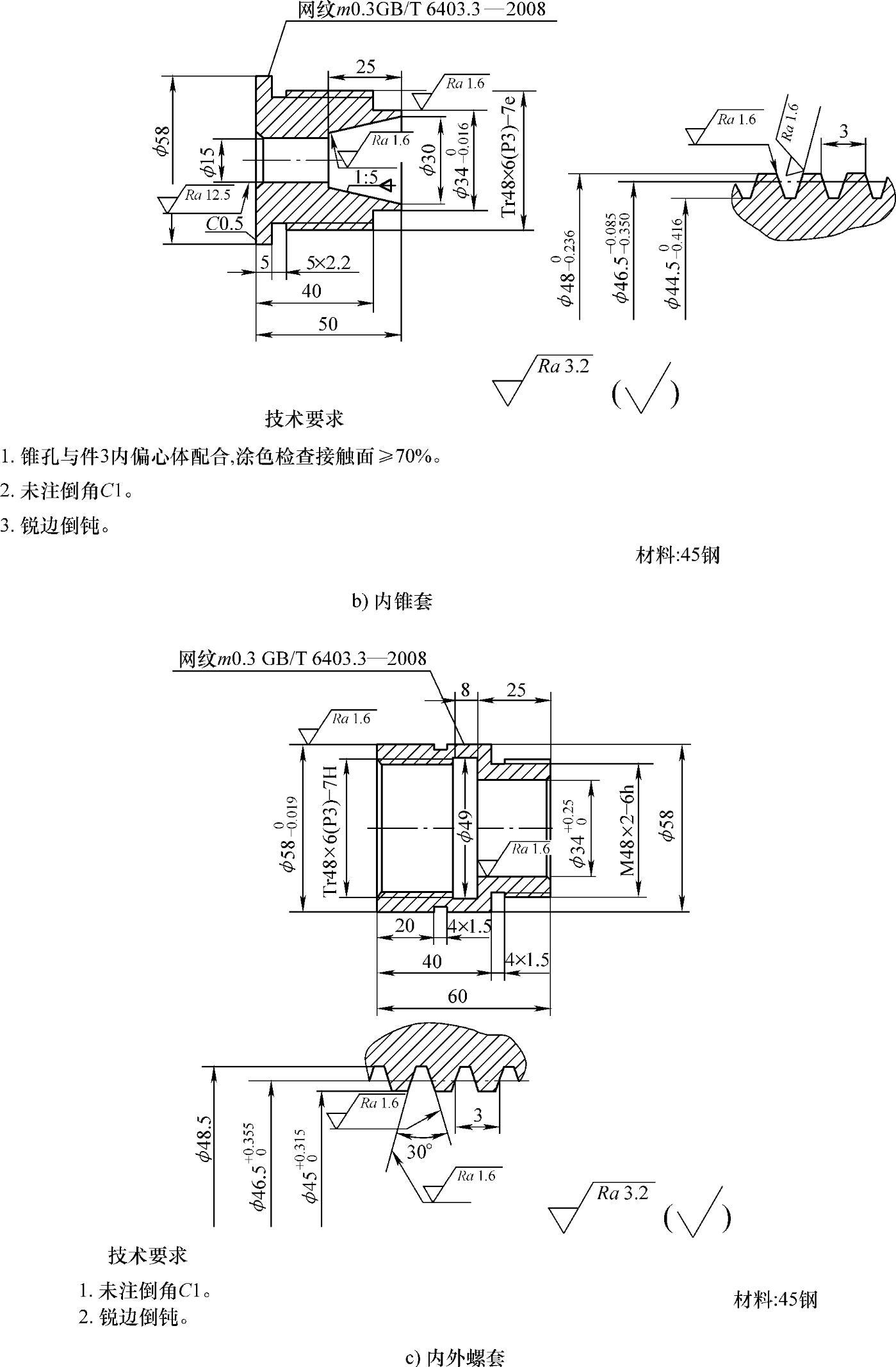
图2-31 螺套组合件(续)
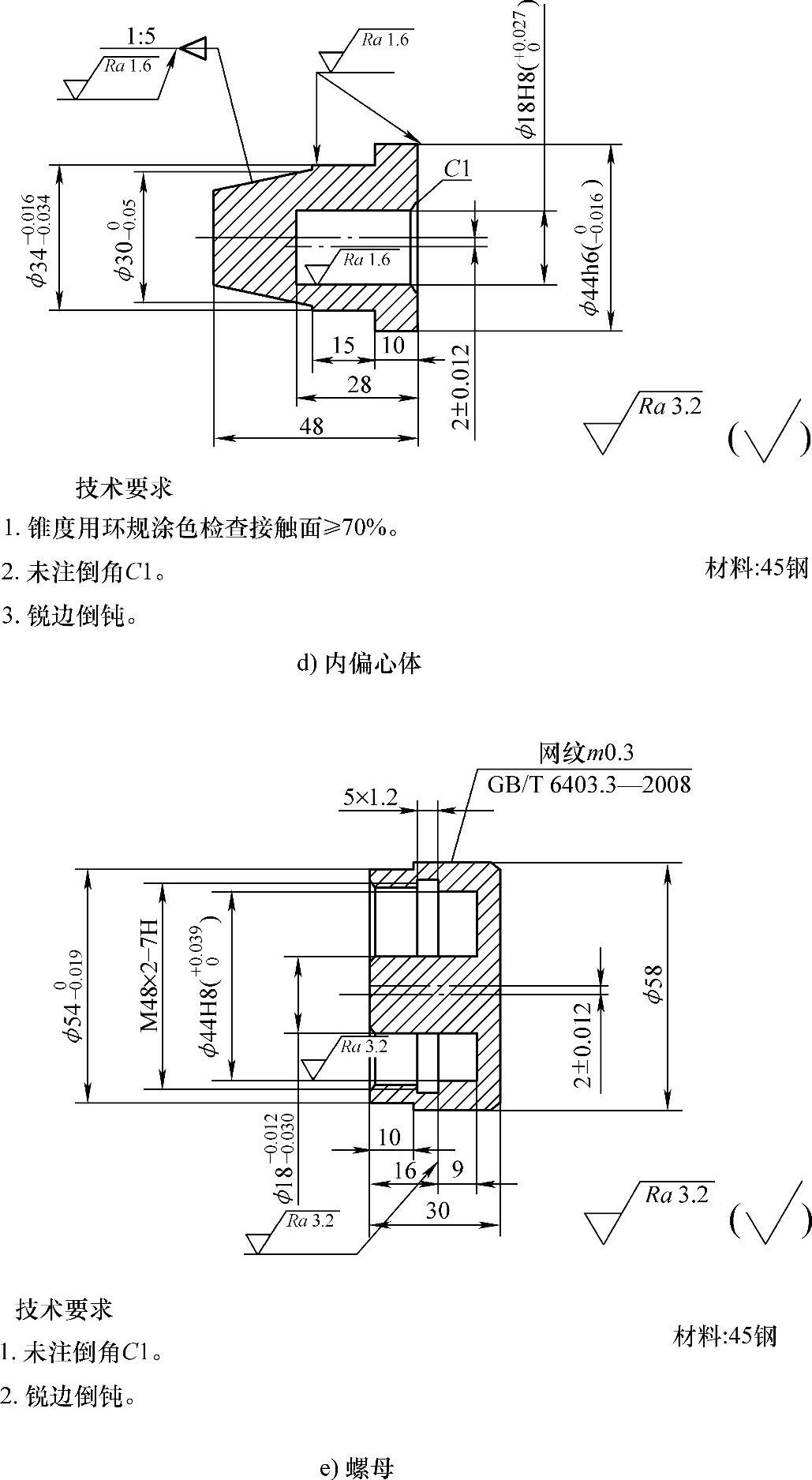
图2-31 螺套组合件(续)
2.准备要求
1)考件为45钢,此件为组合焊件,毛坯为50mm×50mm×30mm的钢板1块和ϕ24mm×35mm的棒料4根。
2)相关工、量、刀具准备。
3.考核要求
(1)考核内容 各尺寸、几何公差、表面粗糙度达到图样规定要求,不准使用砂布、磨石修整加工表面。
(2)时间定额 360min(不含考前准备时间)。
(3)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
4.评分标准(见表2-31~表2-35)
表2-31 螺套组合件评分标准

表2-32 螺套组合件—内锥套评分标准
(续)
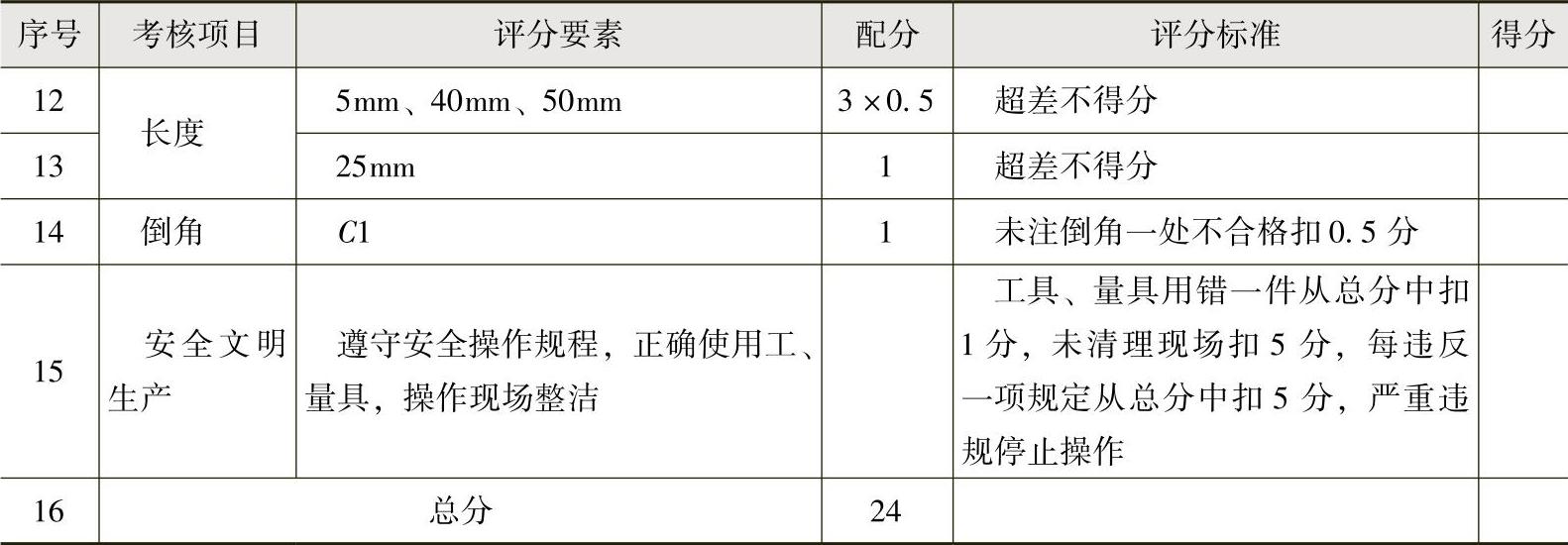
表2-33 螺套组合件—内外螺套评分标准
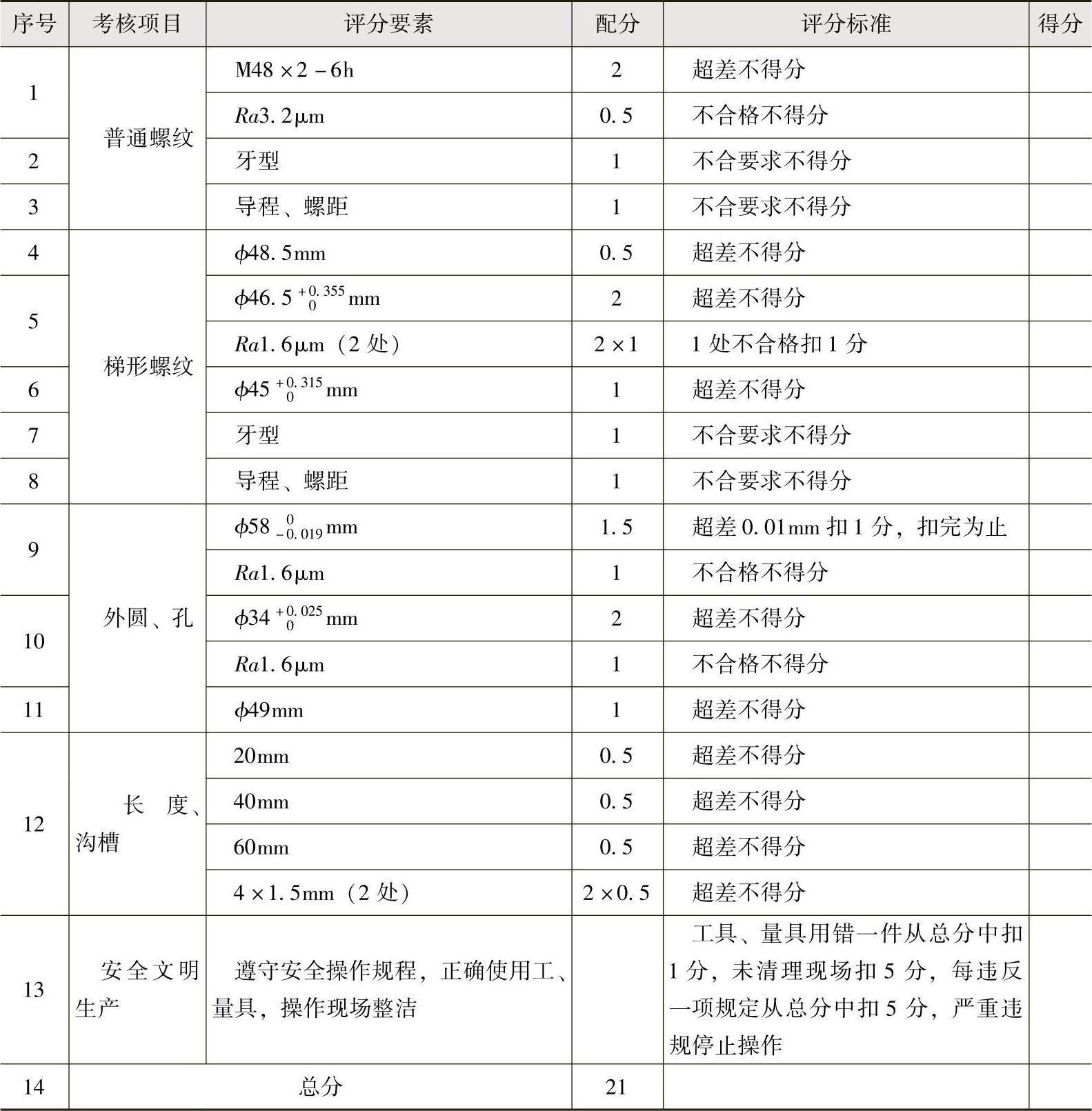
表2-34 螺套组合件—内偏心体评分标准
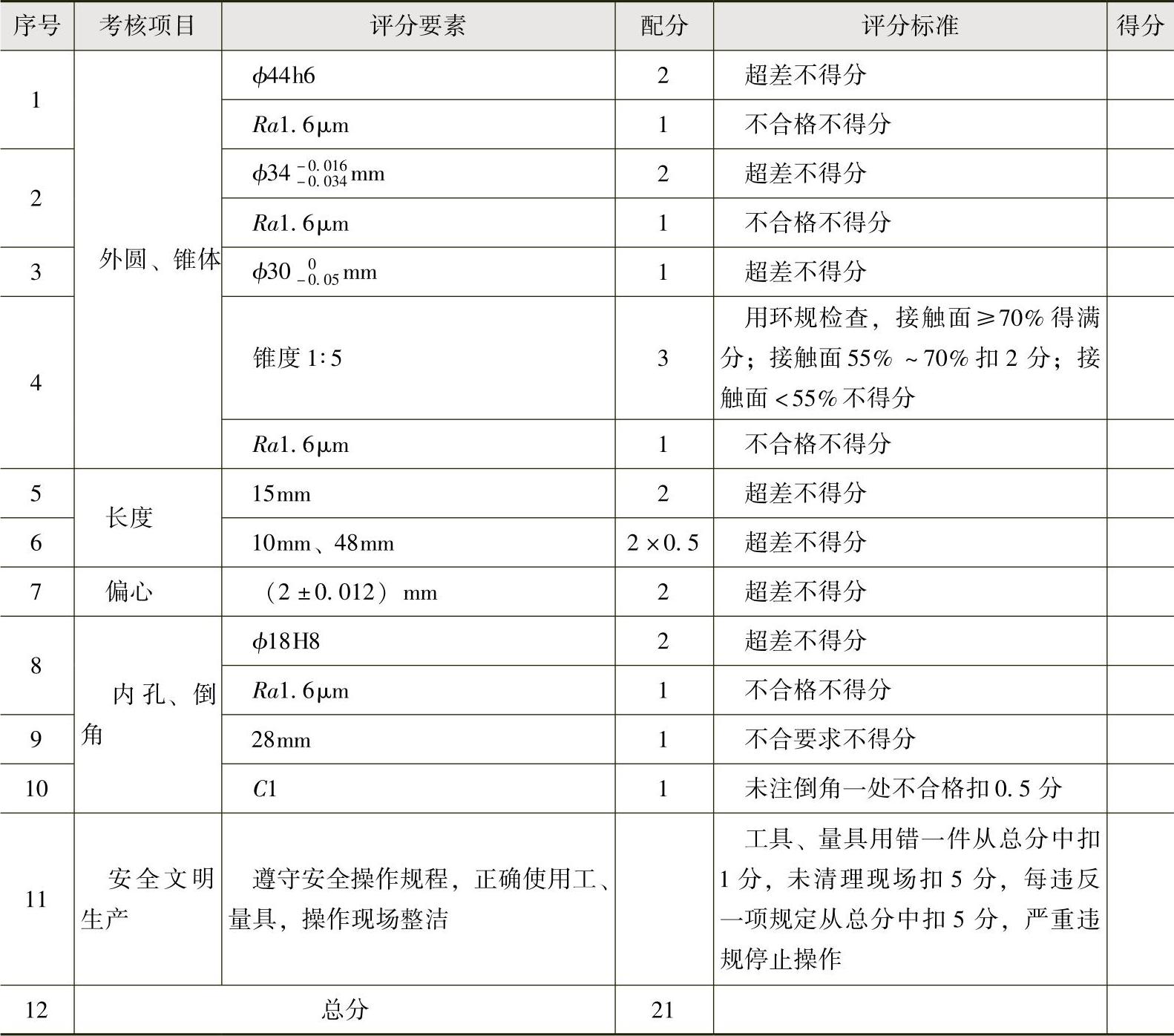
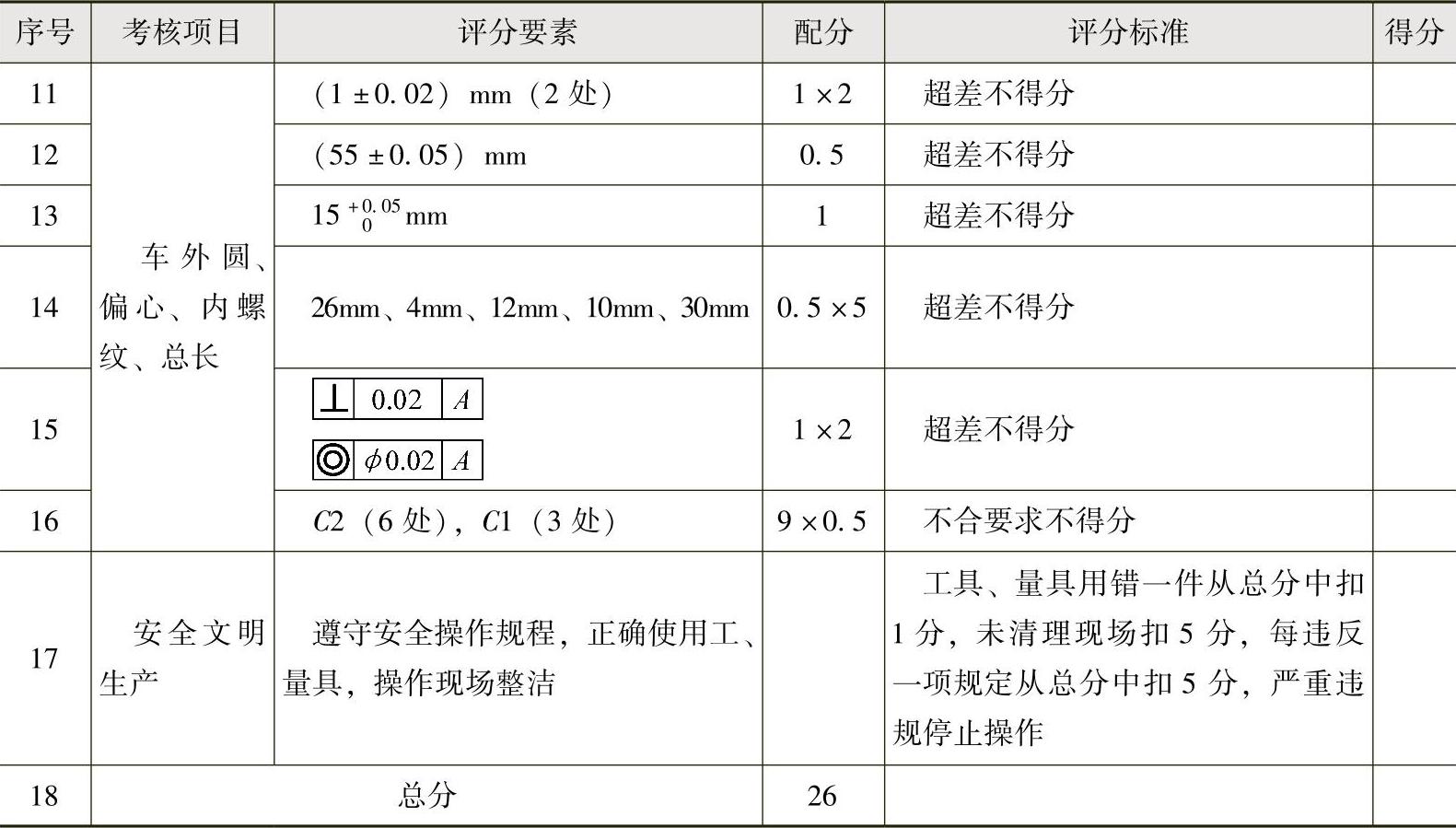
表2-35 螺套组合件—螺母评分标准
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。