



一、车单拐曲轴
1.考件图样(见图2-10)
2.考前准备
1)考件为45钢,尺寸为ϕ60mm×130mm的棒料。
2)检验锥度用的显示剂。
3)相关工、量、刀具的准备。
3.考核要求
1)考件的各尺寸、几何公差、表面粗糙度达到图样规定要求。
2)不准使用砂布对考件进行修整加工。
3)时间定额:300min(不含考前准备时间)。提前完工不加分,超时应停止考试。
4)安全文明生产
①正确执行安全技术操作规程。
②按企业有关文明生产的规定,做到工作地整洁,工件、工具、量具摆放整齐。

图2-10 单拐曲轴
4.评分标准(见表2-10)
表2-10 单拐曲轴评分标准

(续)

二、车螺套
1.考件图样(见图2-11)
2.考前准备
1)考件为45热轧圆钢,毛坯尺寸为ϕ60mm×60mm。
2)工、量、刀具准备。
3.考核要求
1)考核内容。各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用砂布、磨石修整加工表面。
2)时间定额:210min(不含考前准备时间)。
3)安全文明生产。正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
4.评分标准(见表2-11)。

图2-11 螺套
表2-11 螺套评分标准

(续)

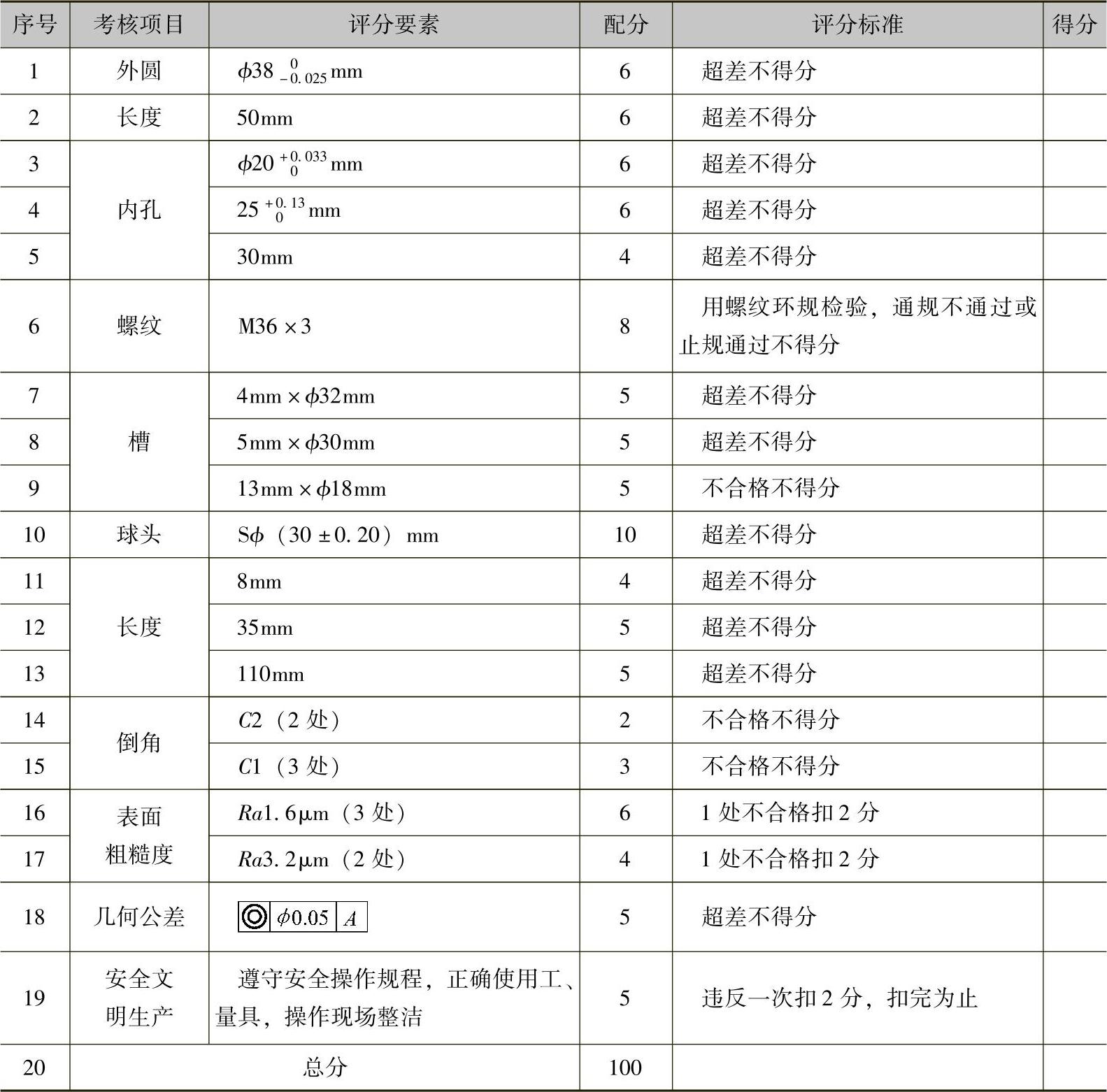
三、车球头联轴器
1.考件图样(见图2-12)
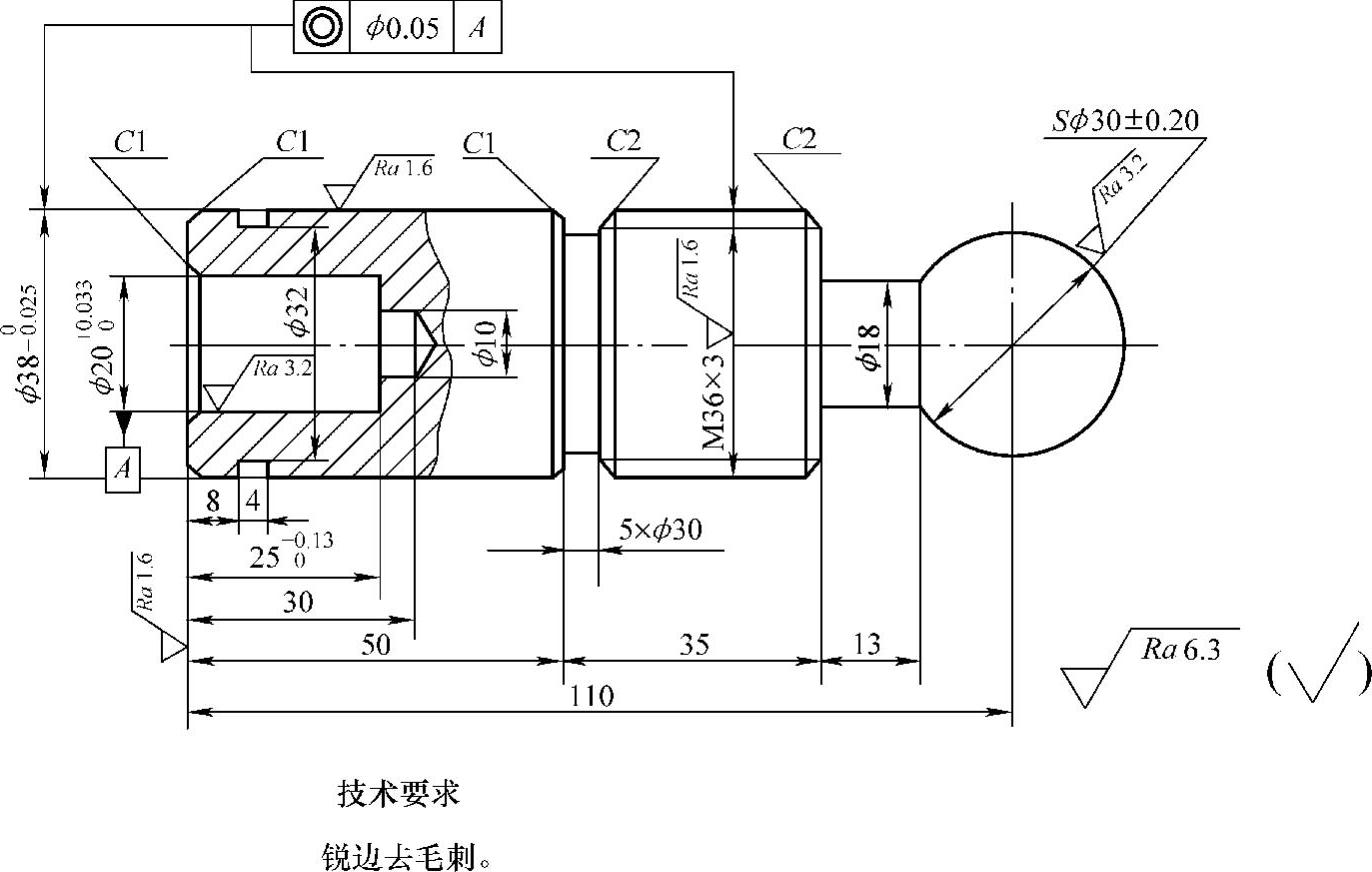
图2-12 球头联轴器
2.考前准备
1)考件为45热轧圆钢,毛坯尺寸为ϕ40mm×130mm。
2)工、量、刀具准备。
3.考核要求
1)考核内容。各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用砂布、磨石修整加工表面。
2)时间定额:270min(不含考前准备时间)。
3)安全文明生产。正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
4.评分标准(见表2-12)
表2-12 球头联轴器评分标准
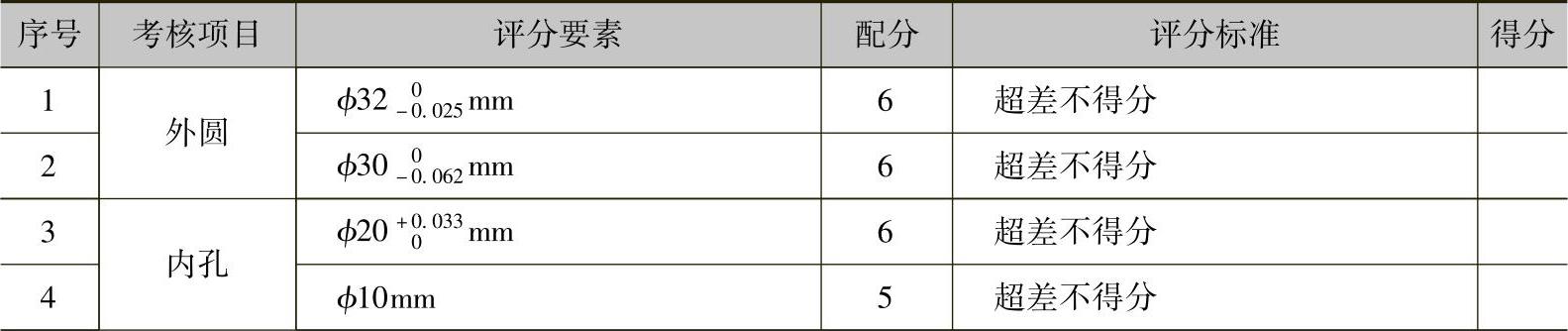
四、车联接轴
1.考件图样(见图2-13)
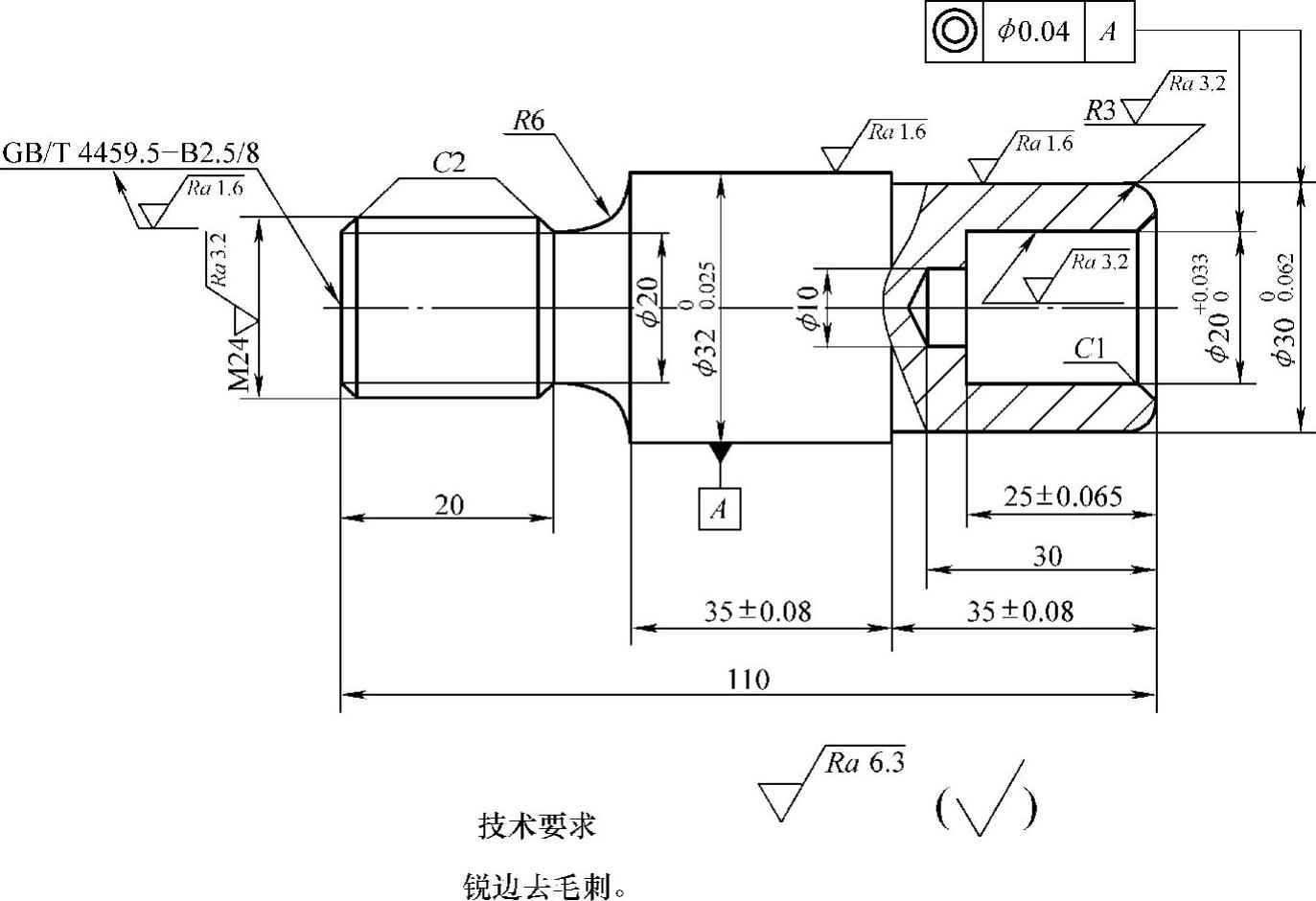
图2-13 联接轴
2.考前准备
1)考件为45热轧圆钢,毛坯尺寸为ϕ35mm×115mm。
2)工、量、刀具准备。
3.考核要求
1)考核内容。各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用砂布、磨石修整加工表面。
2)时间定额:210min(不含考前准备时间)。
3)安全文明生产。正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
4.评分标准(见表2-13)。
表2-13 联接轴评分标准
(续)
五、车锥孔轴套
1.考件图样(见图2-14)
2.考前准备
1)考件为45热轧圆钢,毛坯尺寸为ϕ55mm×85mm。
2)工、量、刀具准备。
3)检验锥度用的显示剂。
3.考核要求
1)考核内容。各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用砂布、磨石修整加工表面。
2)时间定额:210min(不含考前准备时间)。
3)安全文明生产。正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。(https://www.xing528.com)

图2-14 锥孔轴套
4.评分标准(见表2-14)。
表2-14 锥孔轴套评分标准

(续)

六、车阶梯轴
1.考件图样(见图2-15)

图2-15 阶梯轴
2.考前准备
1)考件为45热轧圆钢,毛坯尺寸为ϕ50mm×135mm。
2)工、量、刀具准备。
3)检验锥度用的显示剂。
3.考核要求
(1)考核内容 各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用砂布、磨石修整加工表面。
(2)时间定额 210min(不含考前准备时间)。
(3)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
4.评分标准(见表2-15)。
表2-15 阶梯轴评分标准

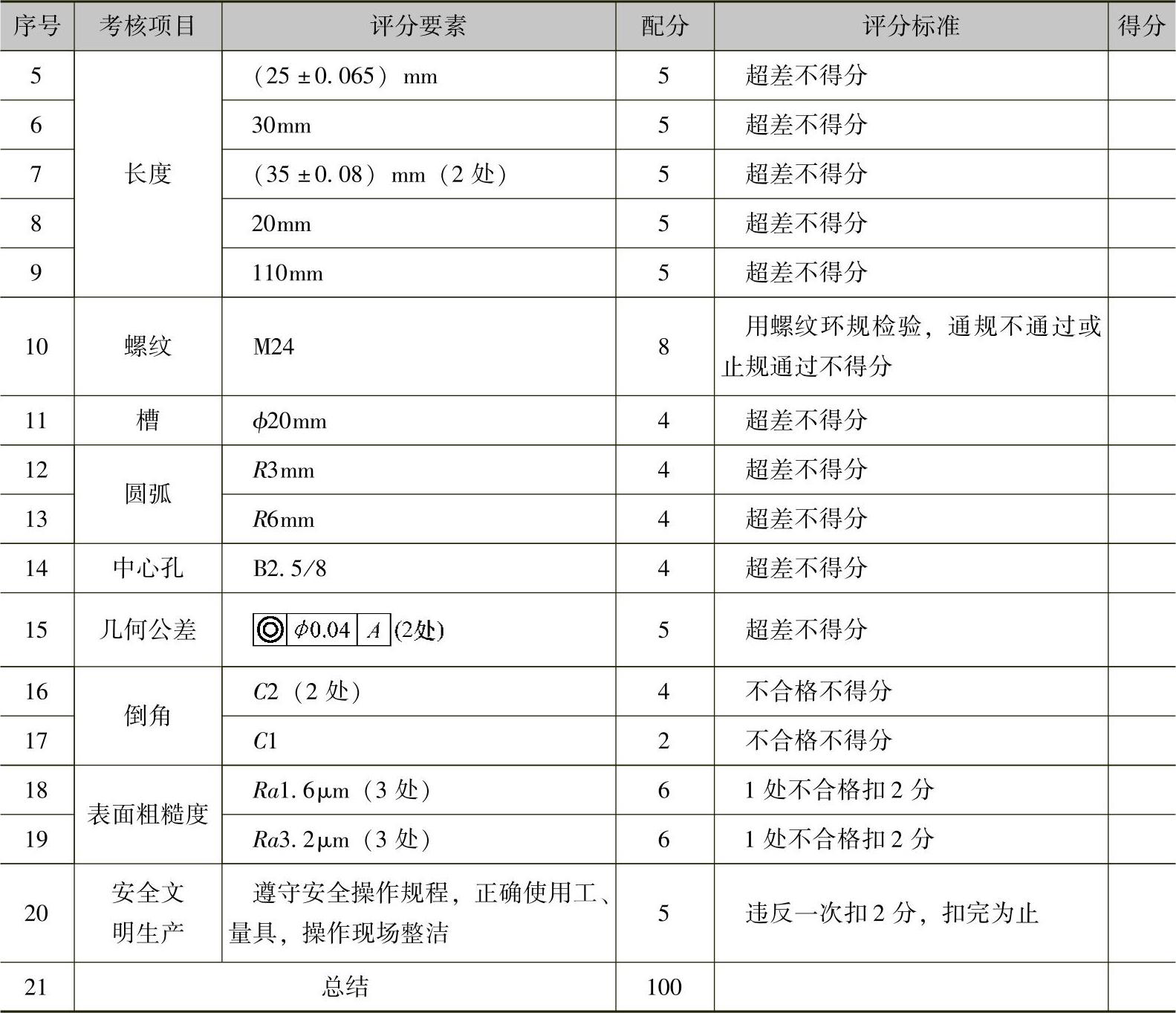
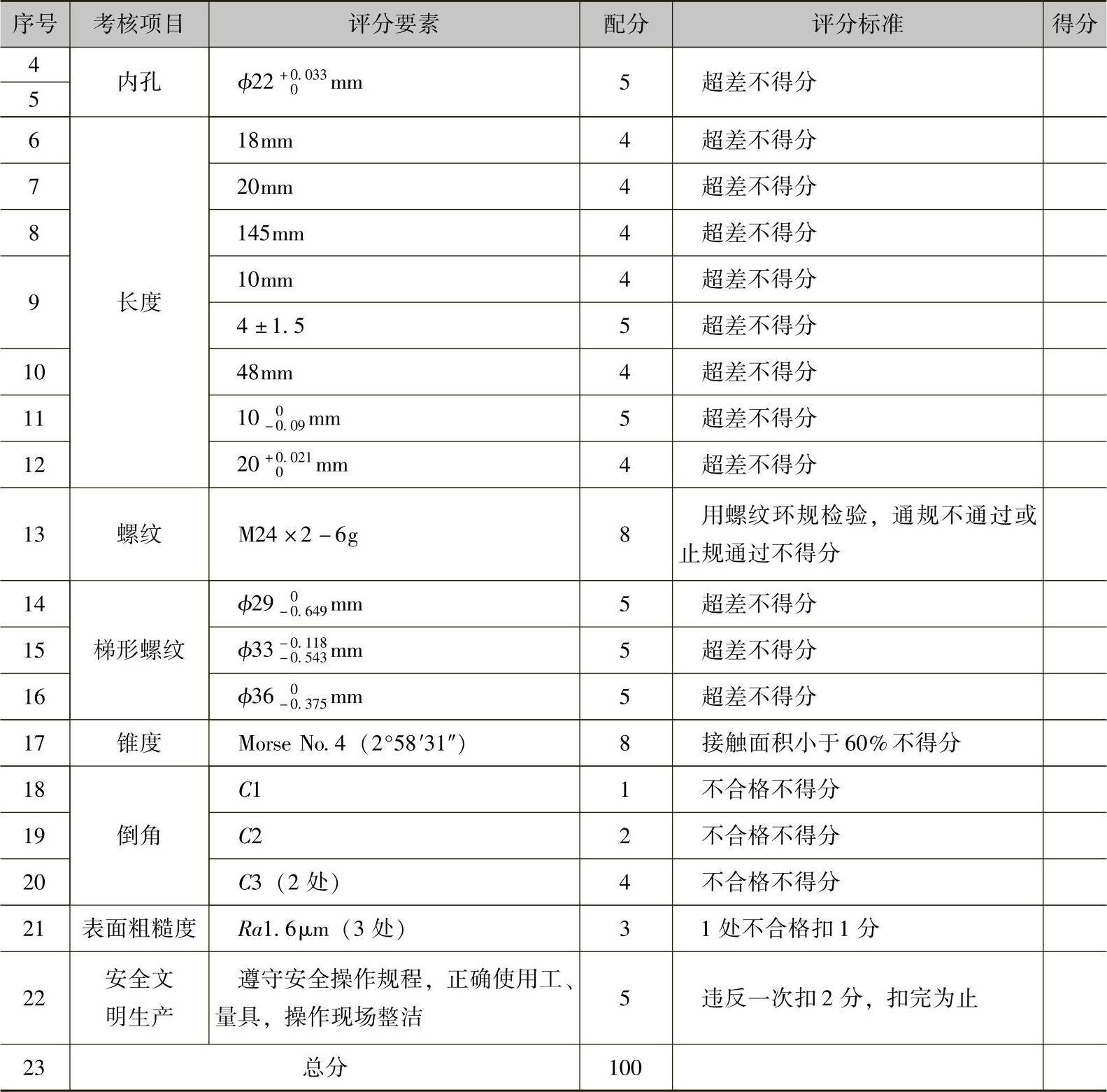
七、车锥柄螺杆
1.考件图样(见图2-16)

图2-16 锥柄螺杆
2.考前准备
1)考件为45热轧圆钢,毛坯尺寸为ϕ40mm×150mm。
2)工、量、刀具准备。
3)检验锥度用的显示剂。
3.考核要求
(1)考核内容 各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用砂布、磨石修整加工表面。
(2)时间定额 210min(不含考前准备时间)。
(3)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
4.评分标准(见表2-16)。
表2-16 锥柄螺杆评分标准

(续)
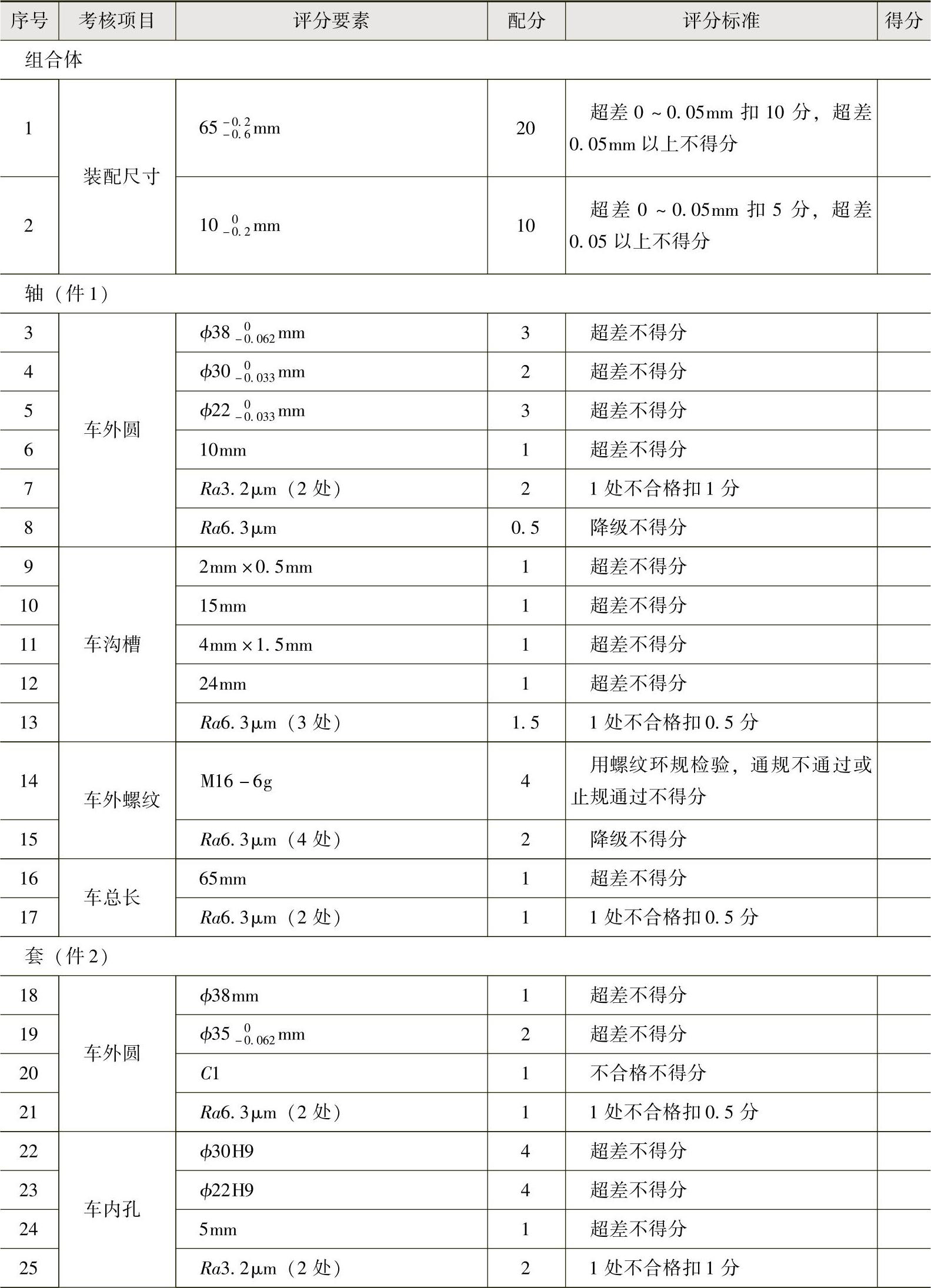
八、车三件台阶组合体
1.考件图样(见图2-17)
2.考前准备
1)考件为45热轧圆钢,毛坯尺寸为ϕ40mm×130mm。
2)工、量、刀具的准备。
3)检验锥度用的显示剂。
3.考核要求
(1)考核内容 各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用砂布、磨石修整加工表面。
(2)时间定额 240min(不含考前准备时间)。
(3)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。

图2-17 三件台阶组合体

图2-17 三件台阶组合体(续)
4.评分标准(见表2-17)。
表2-17 三件台阶组合体评分标准
(续)
九、车偏心轴
1.考件图样(见图2-18)
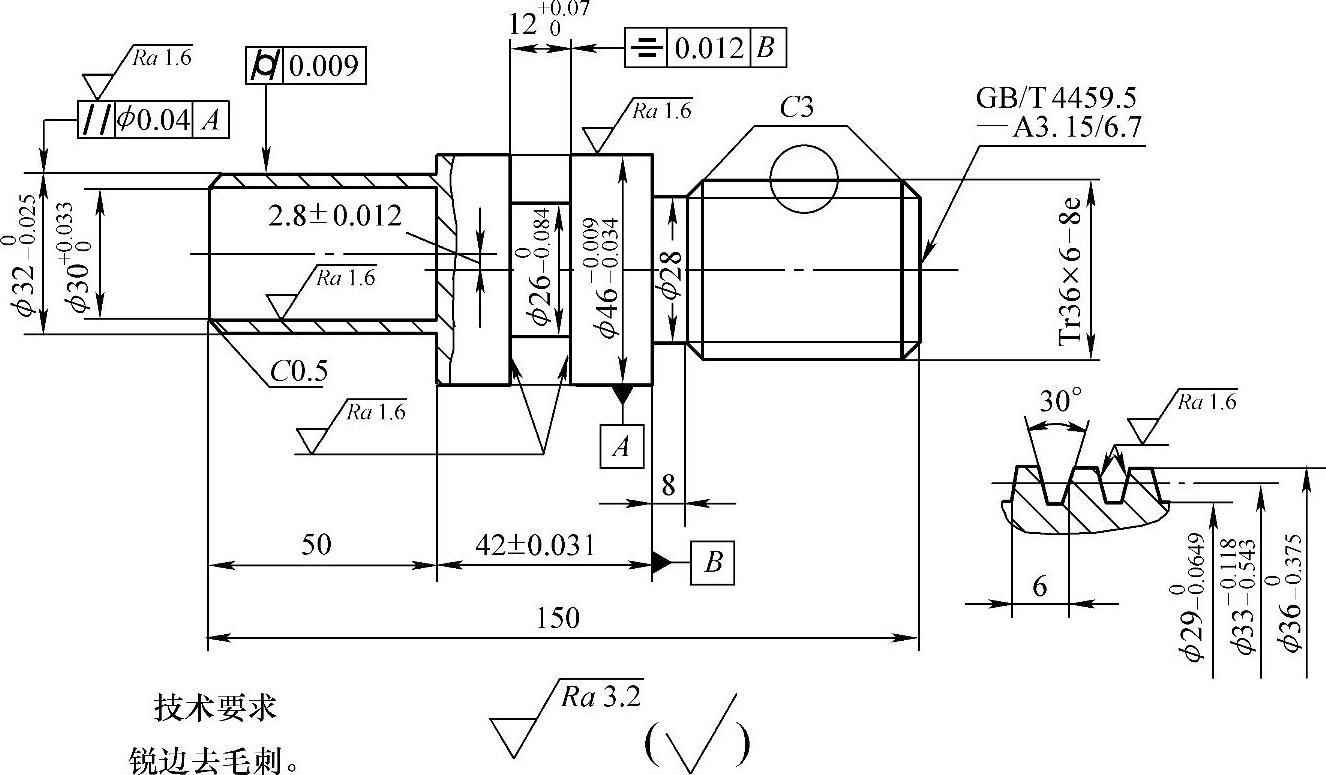
图2-18 偏心轴
2.考前准备
1)考件为45热轧圆钢,毛坯尺寸为ϕ50mm×154mm。
2)工、量、刀具准备。
3)检验锥度用的显示剂。
3.考核要求
(1)考核内容 各尺寸、几何公差、表面粗糙度达到图样规定要求;不准使用专用偏心夹具(偏心套)车削偏心部分;未注公差按IT14加工;不准使用砂布、磨石修整加工表面。
(2)时间定额 240min(不含考前准备时间)。
(3)安全文明生产 正确执行安全技术操作规程,按企业有关文明生产的规定,做到工作场地整洁,工件、工具、量具摆放整齐。
4.评分标准(见表2-18)
表2-18 偏心轴评分标准

(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。