



【摘要】:考虑到上述情况,该冲模在结构设计上设置自动挡料定位机构、工位间自动送进机构、废料自动推出器、成品工件弹出模机构等,提高了冲模机械化程度,有效减轻了工人劳动强度。操作工只需在冲模入料口送料入模,故操作也较为安全。
(1)模具图(图8-36)
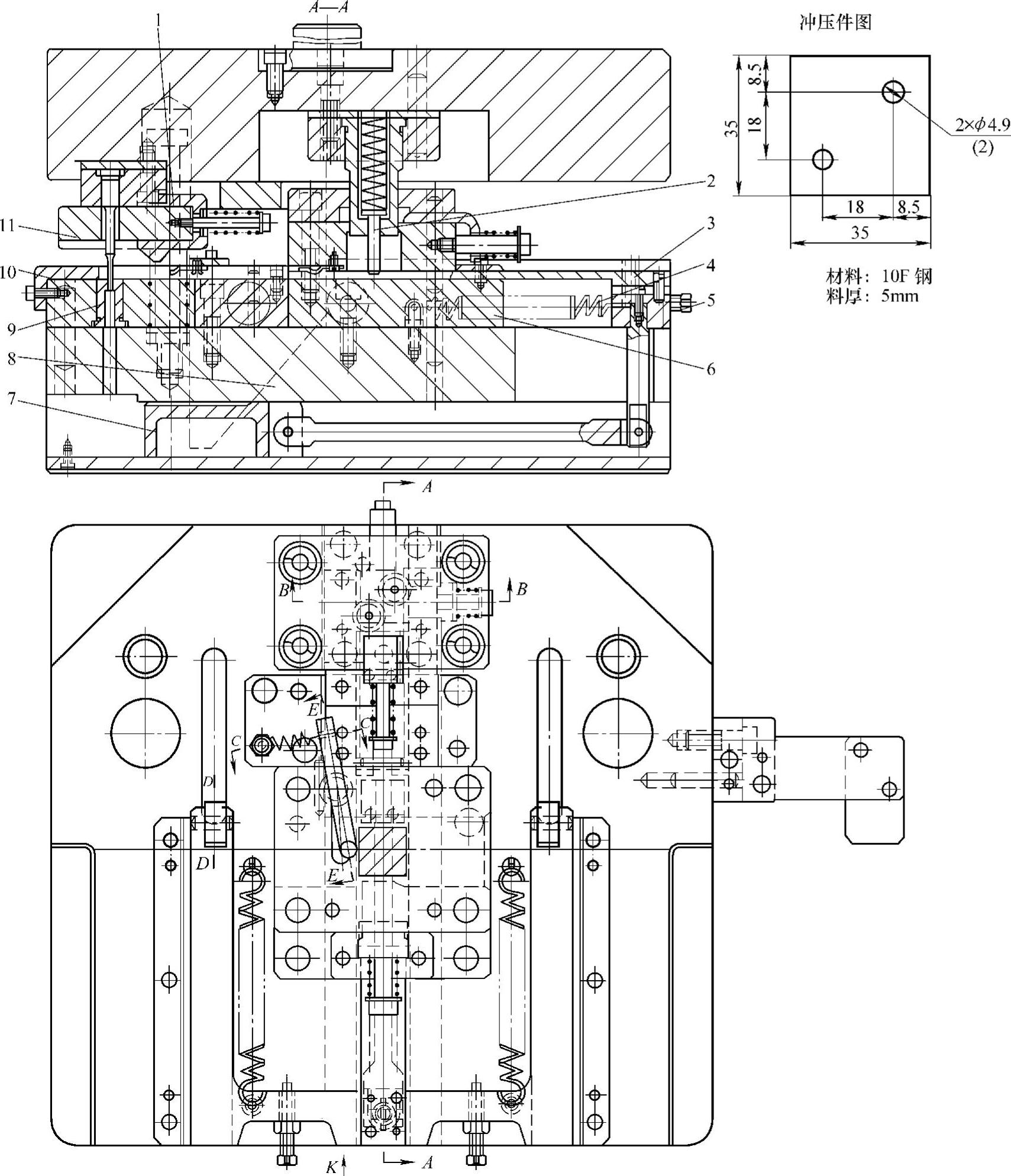
图8-36 孔板楔传动自动送进和卸出件的落料、冲孔二工位连续冲裁模
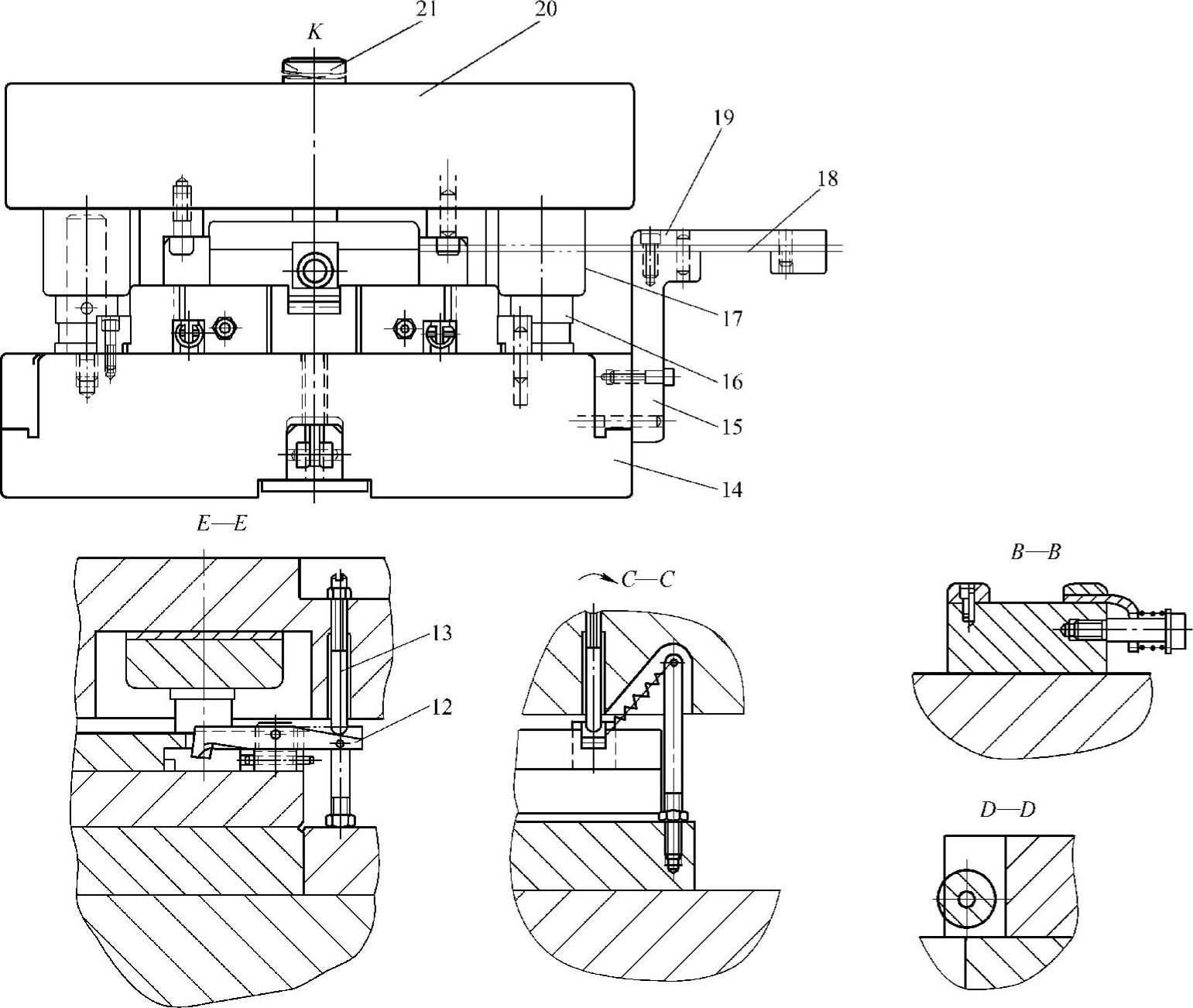
图8-36 孔板楔传动自动送进和卸出件的落料、冲孔二工位连续冲裁模(续)
(2)模具主要技术规格及零部件(表8-36)
表8-36 模具主要技术规格及零部件
 (https://www.xing528.com)
(https://www.xing528.com)
(3)分析说明
图8-36所示冲裁模,可用料厚t=5mm、料宽B=420-1mm的10F钢板剪裁条料,在公称压力为800kN的国产J23—80型开式双柱可倾压力机上成批和大量生产孔板冲压件。该冲模冲压运作过程及结构特点如下:
该冲模对条料进行落料、冲孔。因带有自动挡料、送出料、出废料机构,生产效率很高。
条料送进由自动挡料装置12挡料。自条料上落下的毛坯料由顶杆2推到垫板6上面。当压力机滑块上行时毛坯料在推料器3的作用下一个挨一个地被推动凹模9上面,并由定位板10定位。同时冲孔废料也被推出器7推出废料槽。推料器3和推出器7都由弹簧4拉动。
制件由装在单向刚性退料板11上的弹出器1弹出。
当压力机滑块下行时,推料器3和推出器7在斜楔8的作用下复位,送进时并由螺钉5限位。
该冲模冲压条料长度在650~2000mm之间,但厚度大于5mm,每根条料都要手工送入模内并用手工送到第Ⅰ工位。条料质量随长度变化,多在8.5~30kg之间,操作工劳动强度很大。考虑到上述情况,该冲模在结构设计上设置自动挡料定位机构、工位间自动送进机构、废料自动推出器、成品工件弹出模机构等,提高了冲模机械化程度,有效减轻了工人劳动强度。操作工只需在冲模入料口送料入模,故操作也较为安全。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。