



(1)模具图(图8-34)
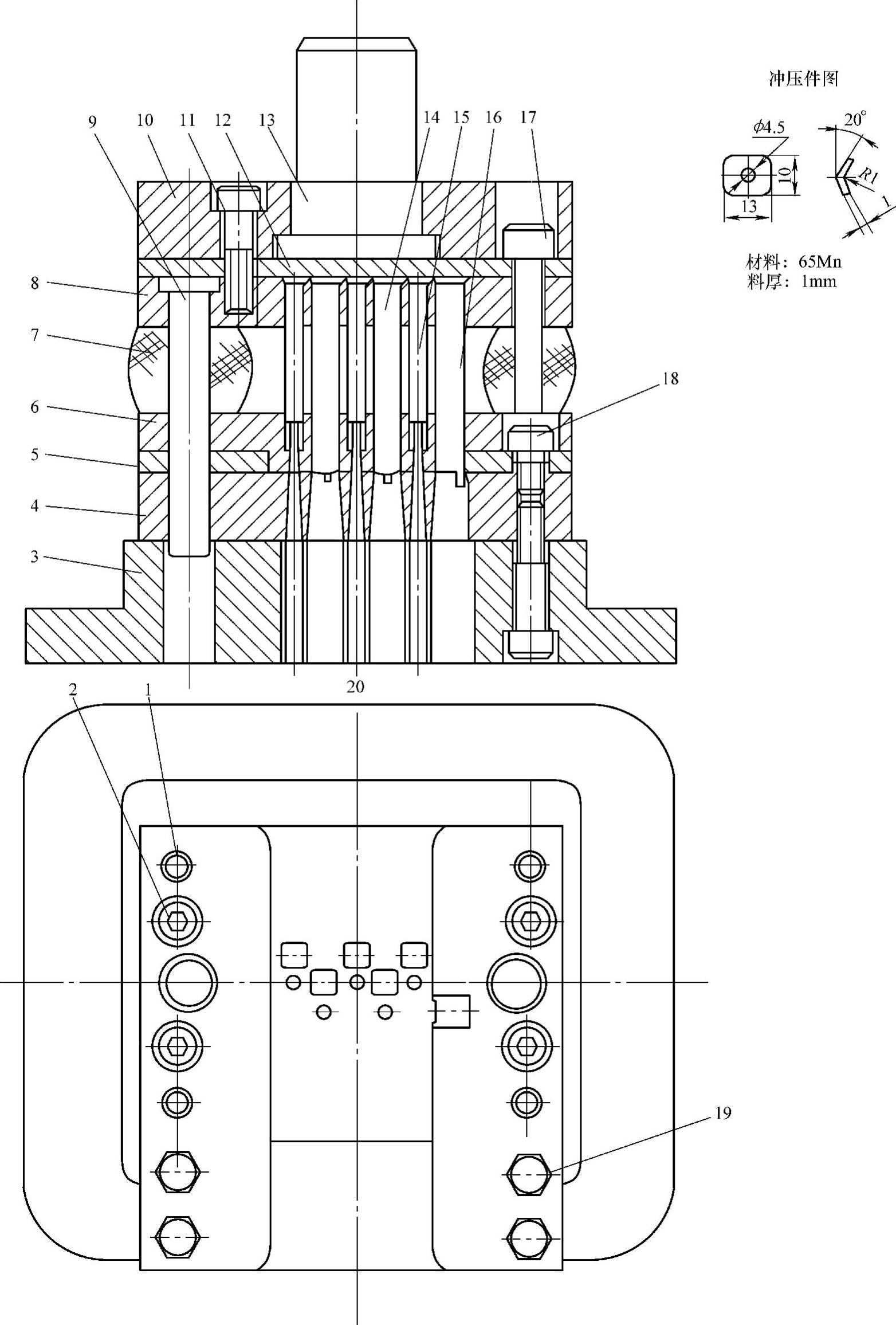
图8-34 瓦形垫弹压卸料导板式冲孔、落料压弯二工位连续式复合模
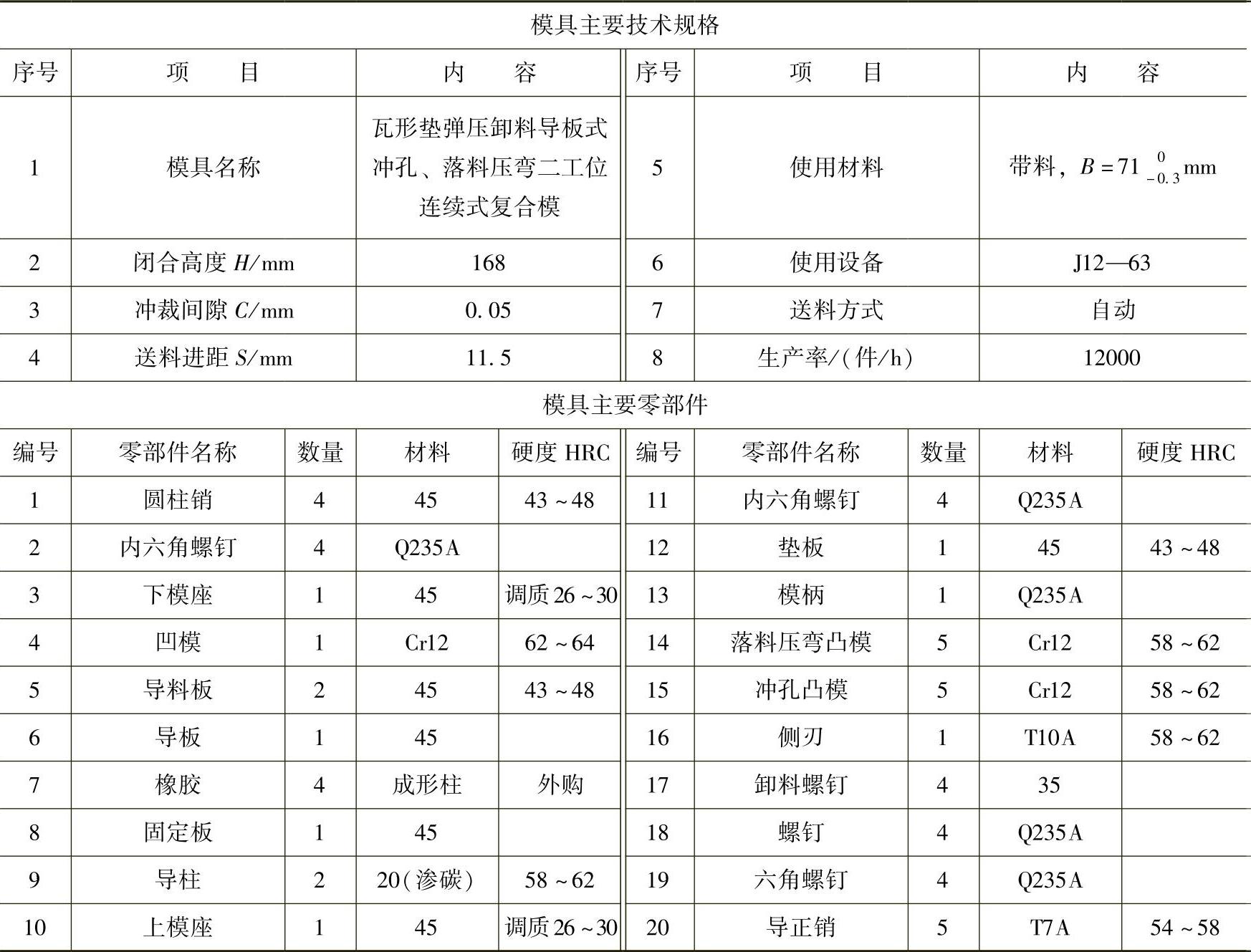
(2)模具主要技术规格及零部件(表8-34)
表8-34 模具主要技术规格及零部件
(3)分析说明(https://www.xing528.com)
图8-34所示为弹簧垫多列直排冲孔、落料—弯曲连续复合冲压的弹压卸料导板式连续复合模。冲压件材料为65Mn冷轧钢带,弹性大,硬度高。冲压时,必须先将带料冷轧形成的轧制圆弧压平再冲孔、落料,才能为弯形提供精确尺寸的展开毛坯,否则,最后弯形难以获得尺寸与形位精度都能令人满意的优质冲压件。为此,该冲模结构设计采用高强弹力的聚氨酯橡胶作为弹压卸料的弹性元件,采用“四板同柱”的长导柱,直接固定在凸模固定板上,使导柱穿过卸料板、导料板,并穿过凹模进入下模座,确保导柱在冲模开启时其头部仍深深留在凹模内。这样就保证了5个ϕ4.5mm小孔的细长冲孔凸模和5个落料弯曲凸模具有良好的导向。该冲模结构设计采用如下措施:
1)加粗ϕ4.5mm冲孔凸模杆部直径到ϕ(9~10)mm。
2)冲孔凸模工作段(刃口)留出15mm或3倍于冲孔直径的长度,不随杆部加粗,以便留出足够的刃磨量。在卸料板上制出台阶孔与冲孔刃口段匹配,并以基轴制h6/H7滑配合,制出与冲孔凸模台阶两直径相配合的导向孔,ϕ4.5mm刃口段的ϕ4.5mm导向孔长度为卸料板厚度的1/3。
3)将导柱长度加长,使其在冲模开启时仍能有大于导柱直径1.5倍的长度滞留在凹模导向孔中。
4)导柱与凹模导向孔的导向间隙要求小于冲裁间隙的一半。该冲压件料厚t=1mm,取GB/T16743—2010《冲裁间隙》Ⅰ类间隙(单边)C=8%t=0.08mm,故其导向可按基孔制h6/H7配合即可。该冲模不用模架,体积精小,结构紧凑,采用多列排样,效率很高,选用小行程偏心压力机配套冲压,可以达到安全、高效、优质的效果。
该冲模用侧刃、导正销构成送料定位系统,确保送料进距精度。导正销保证落料外形与中心孔的同轴度,保证冲压件不会偏心。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。