



(1)模具图(图8-32)
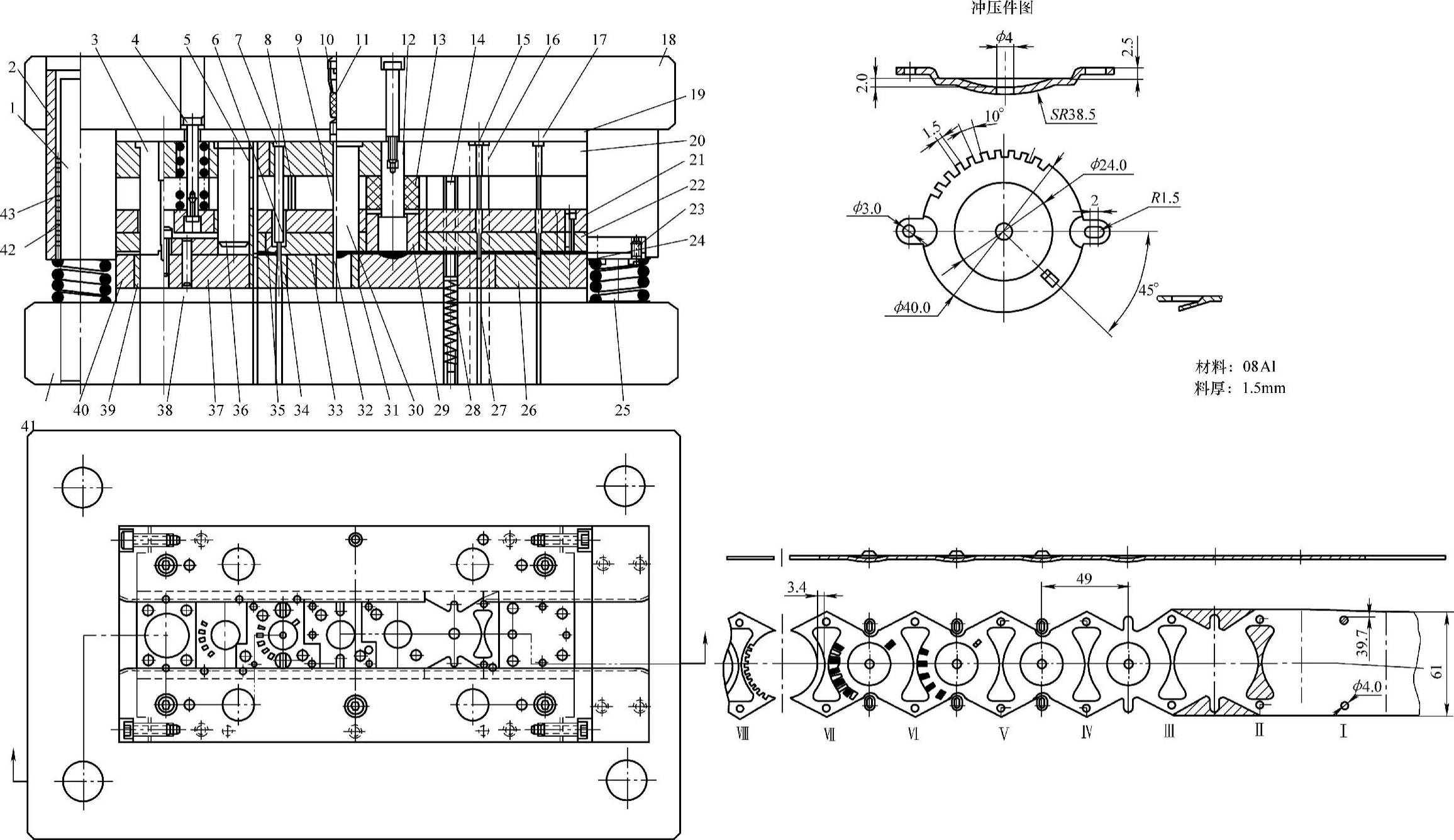
图8-32 膜盒开关转盘滚动导向滚珠四导柱钢模架弹压导板八工位连续式复合模
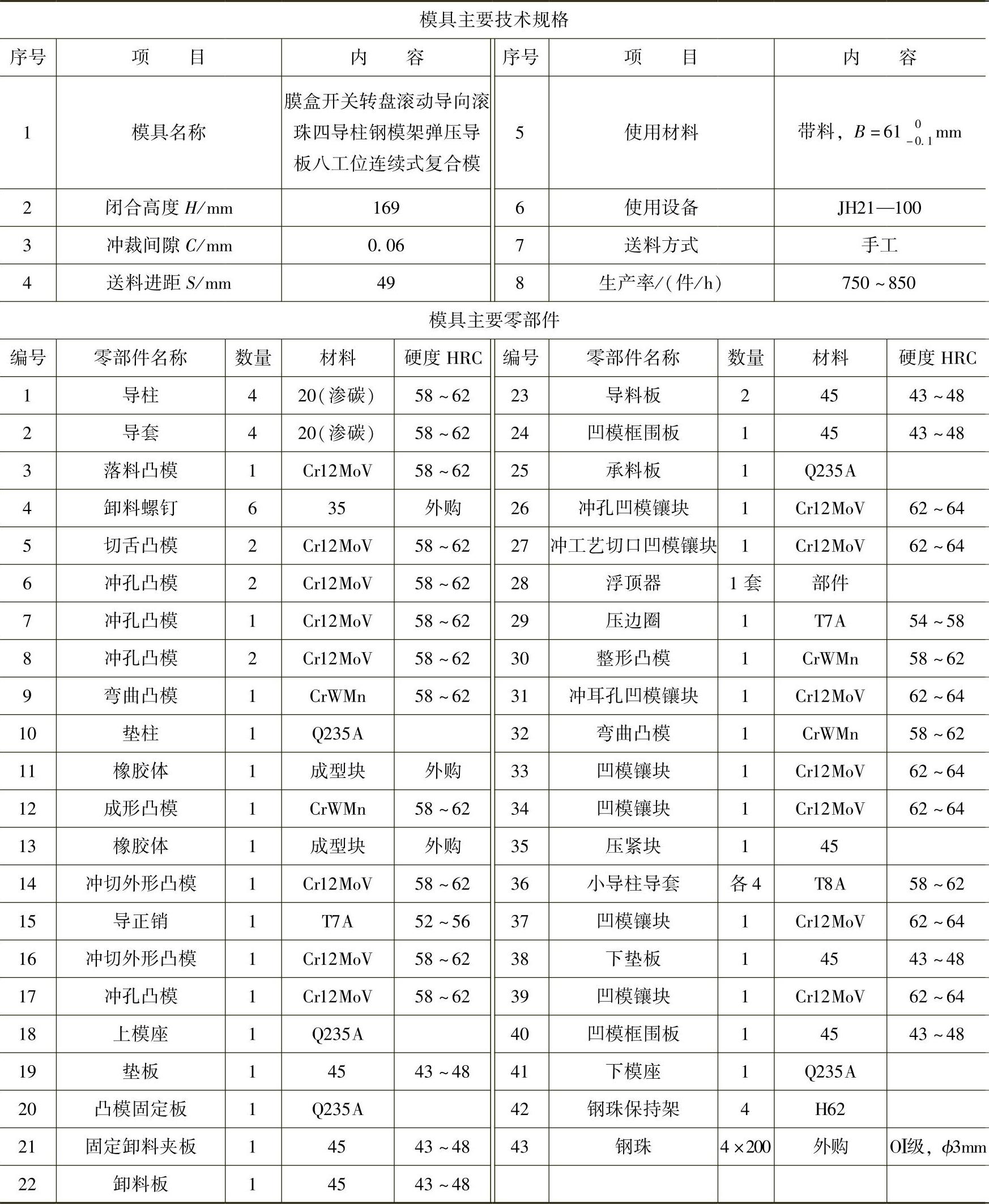
(2)模具主要技术规格及零部件(表8-32)
表8-32 模具主要技术规格及零部件
 (https://www.xing528.com)
(https://www.xing528.com)
(3)分析说明
图8-32所示复合模,可用料厚t=1.5mm、料宽B=610-0.1mm的08A1冷轧钢带,在公称压力为1000kN的国产JH21—100型开式双柱固定台压力机上大量生产冲压件图所示膜盒开关转盘冲压件,操作安全,冲压件质量好,生产效率高。该冲模的冲压运作过程及主要结构特点如下:
该模具设有8个工位,采用送料装置经导料板自动送料,用导正销精定位的送料方式。
图8-32所示的排样图工位Ⅰ冲两个ϕ4mm的导正销孔;工位Ⅱ冲拉深I字形工艺切口,导正销导正;工位Ⅲ冲外形;工位Ⅳ中心成形;工位Ⅴ弯曲两侧,整形,导正销导正;工位Ⅵ冲弯曲部位上的腰形孔和圆孔,切舌,冲5个扇形孔和中间ϕ4mm的转动轴定位孔;工位Ⅶ冲另外5个扇形孔,导正销导正;工位Ⅷ落料。其中工位Ⅳ、Ⅴ、Ⅵ、Ⅶ是关键工位,决定膜盒开关转盘的尺寸、形状和位置精度。
模具结构主要特点是,采用4个ϕ35mm的滚珠导柱导套导向,卸料板采用4个ϕ25mm的滑动导柱导套导向,配合采用H6/H5,构成完善的弹压导板高精度导向系统,以保证上、下模的导向精度和凸模的动态精度。凹模采用6个镶块构成,相互套接,结合面在精密工具磨床上加工,工作刃口采用慢走丝线切割多次切割加工,并修研刃口。卸料部分采用卸料板22和固定板21组合而成,便于安装、制造。由于是大批量生产,采用送料器自动送料。整个下模采用将6块凹模镶块拼接后嵌入凹模框的结构,两侧采用围板24、40固定,便于装配、调节送料进距和减小高速冲压所带来的振动。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。