



【摘要】:当上模下行合模冲压时,弹簧被压缩储存能量;当冲模开启时,弹簧释放压力推动上模座,帮助冲模卸料及开启。由于导柱较长,闭模时可穿过卸料板、凹模、下模座,形成四板同柱,可获得零误差或接近零误差的导向,所以,该结构冲模能达到更高的冲压精度。
(1)模具图(图8-30)
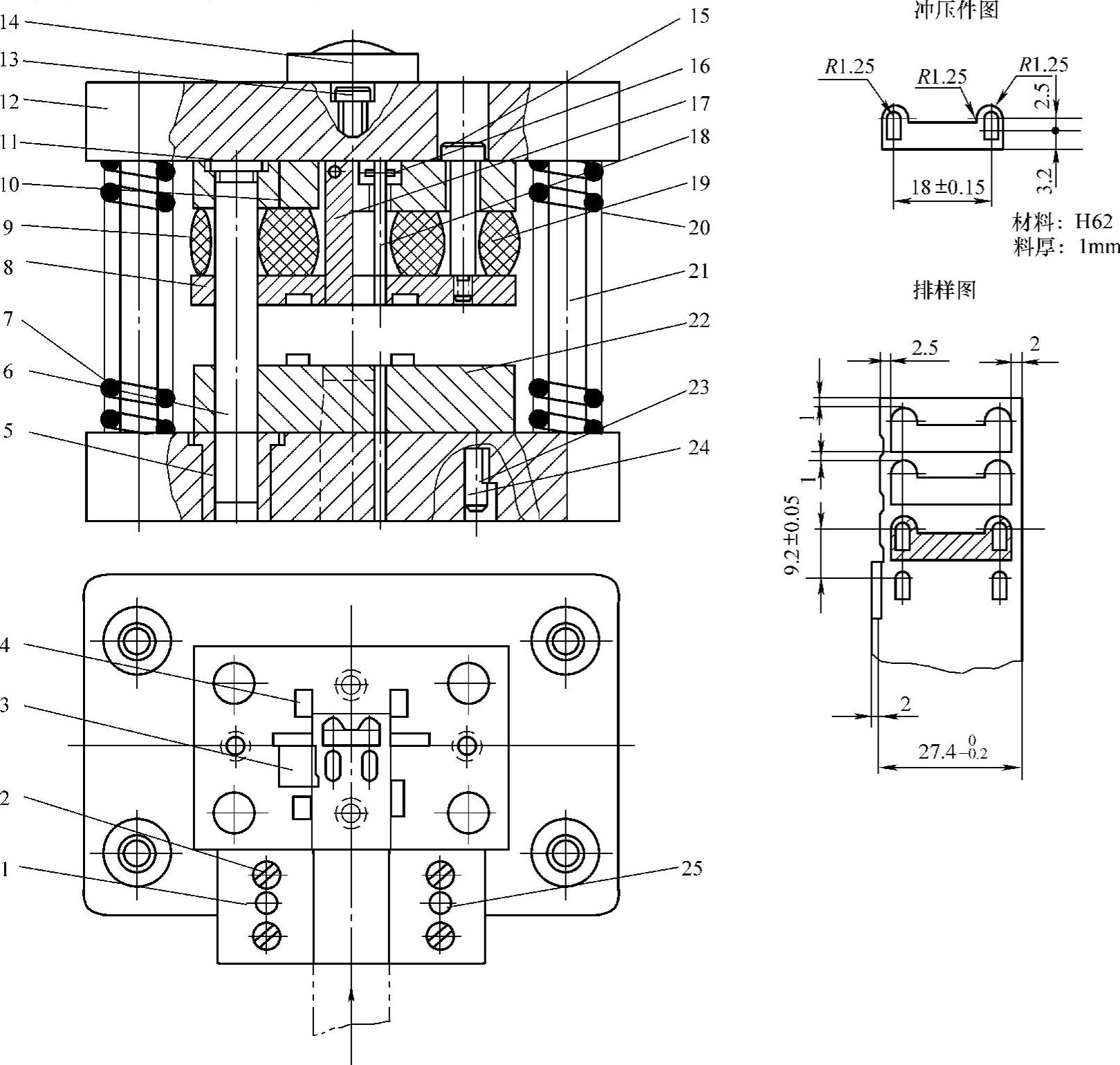
图8-30 调整板四导柱弹压导板冲孔、落料二工位连续冲裁模
(2)模具主要技术规格及零部件(表8-30)
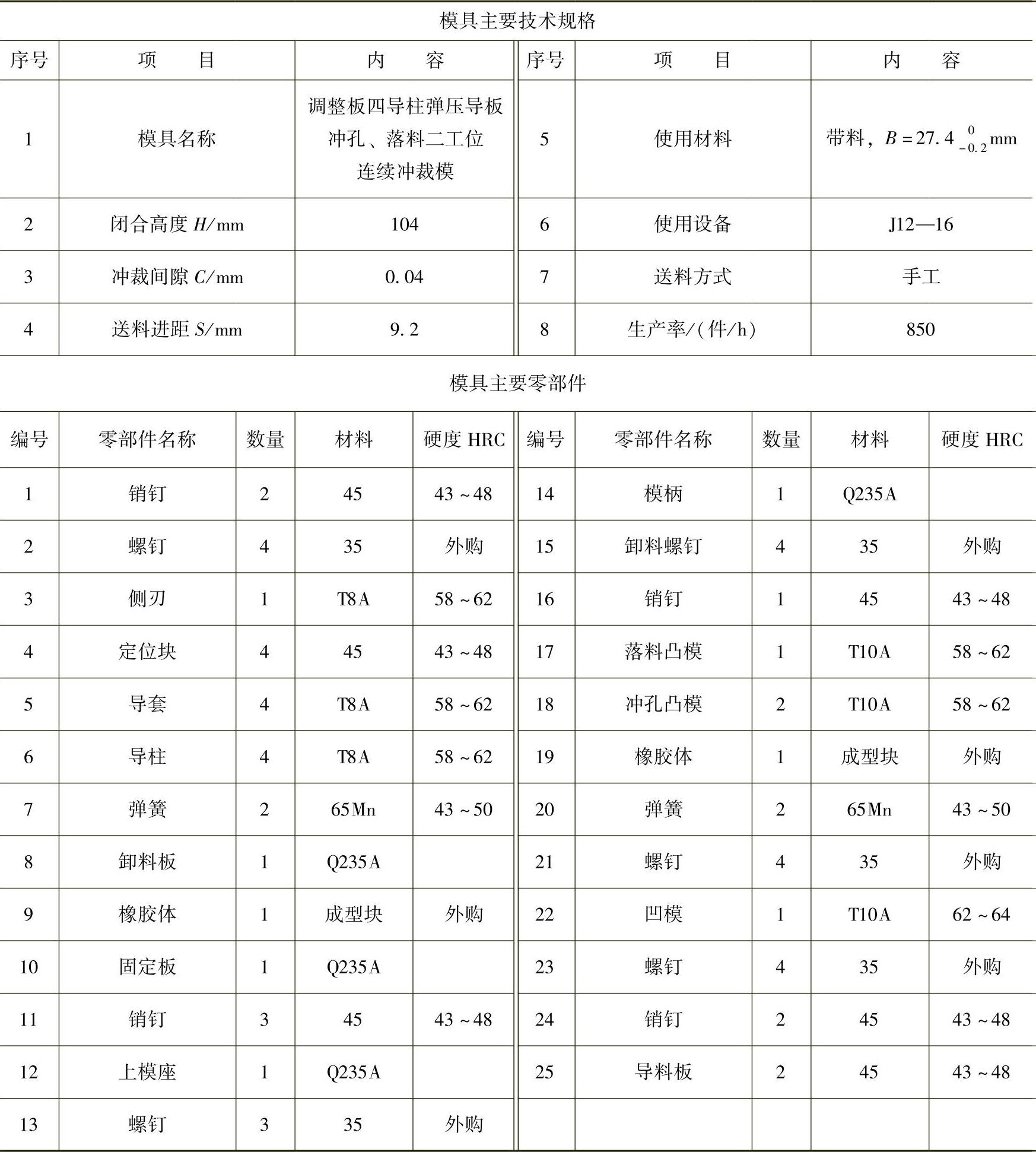
表8-30 模具主要技术规格及零部件
(3)分析说明(https://www.xing528.com)
图8-30所示冲裁模,可用料厚t=1mm、料宽B=27.40-0.2mm的H62黄铜带料,在公称压力为160kN的国产J12—16型开式单柱活动台偏心压力机上大量生产冲压件图所示的调整板冲压件,冲压精度高,冲压件质量好。该冲模的冲压运作过程及冲模结构特点如下:
1)合格带料或板裁条料,按模具图下方箭头所示方向送入模内,至侧刃挡块后由侧刃侧切定位,进行第Ⅰ工位冲两个长圆孔。入模原材料由四个挡料块为其导料,构成一个简易导料槽,送进材料不会偏斜。
2)该冲模的模架是用4个ϕ12mm×78mm的卸料螺钉21,各串一个压力弹簧20连接上、下模座构成。当上模下行合模冲压时,弹簧被压缩储存能量;当冲模开启时,弹簧释放压力推动上模座,帮助冲模卸料及开启。
3)模芯部分用在凸模固定板上安装的4根导柱6为其导向。由于导柱较长,闭模时可穿过卸料板、凹模、下模座,形成四板同柱,可获得零误差或接近零误差的导向,所以,该结构冲模能达到更高的冲压精度。
4)这种结构是从弹压导板式结构改进派生而来,适合薄料、小尺寸平板冲裁件的冲制。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。