



(1)模具图(图8-29)
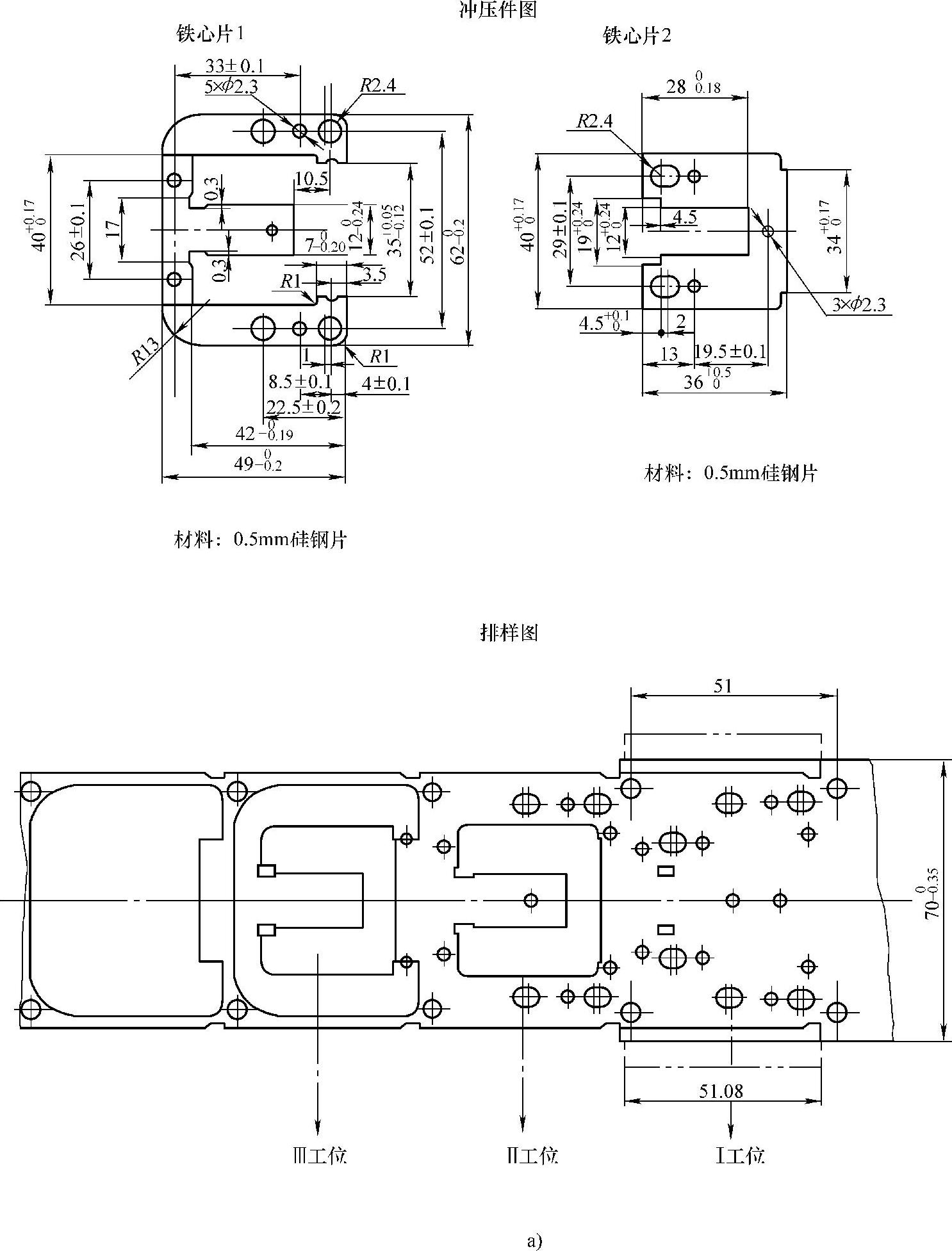
图8-29 铁心片滚动导向滚珠对角导柱模架弹压导板冲孔、落料三工位连续冲裁模
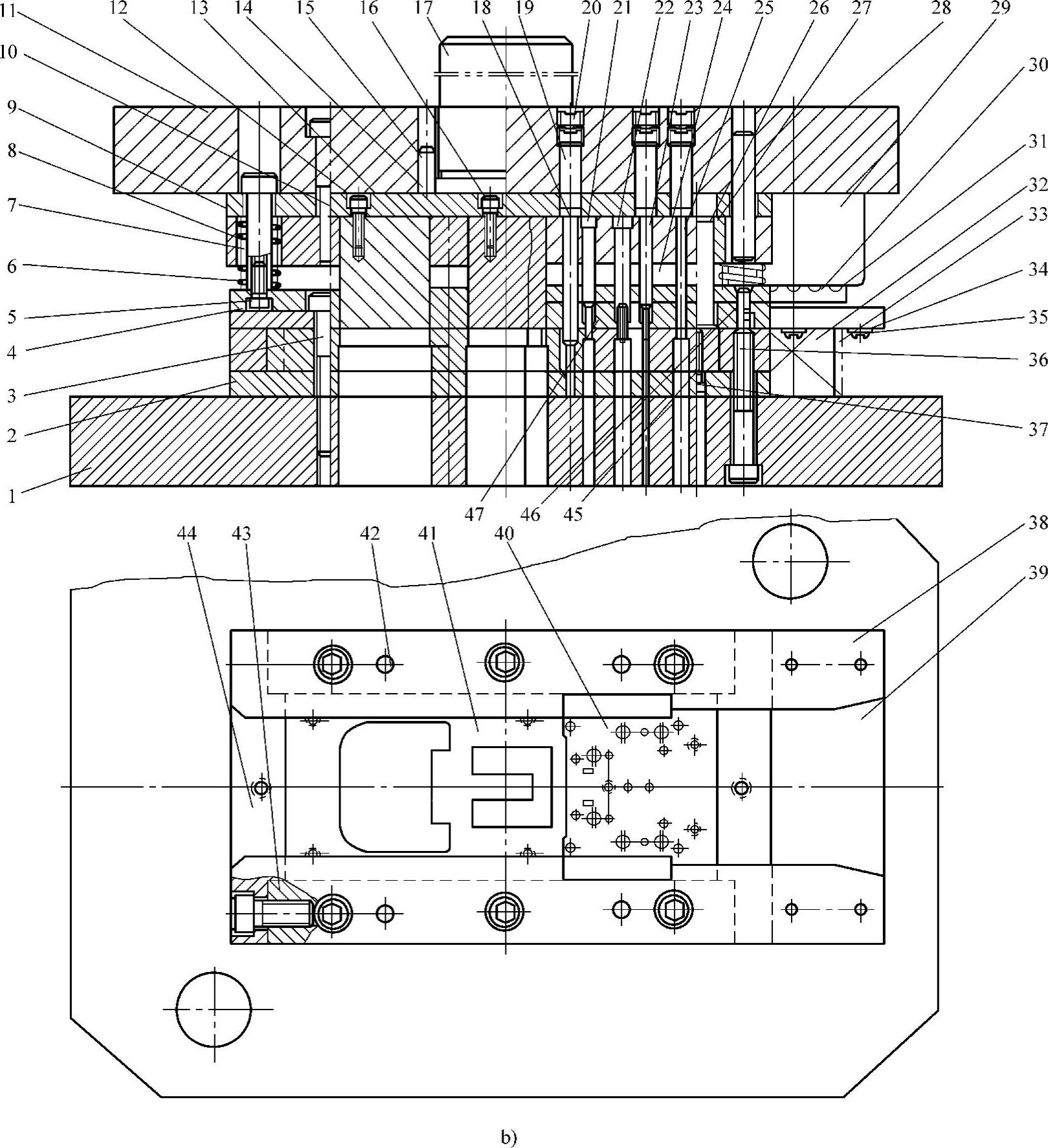
图8-29 铁心片滚动导向滚珠对角导柱模架弹压导板冲孔、落料三工位连续冲裁模(续)
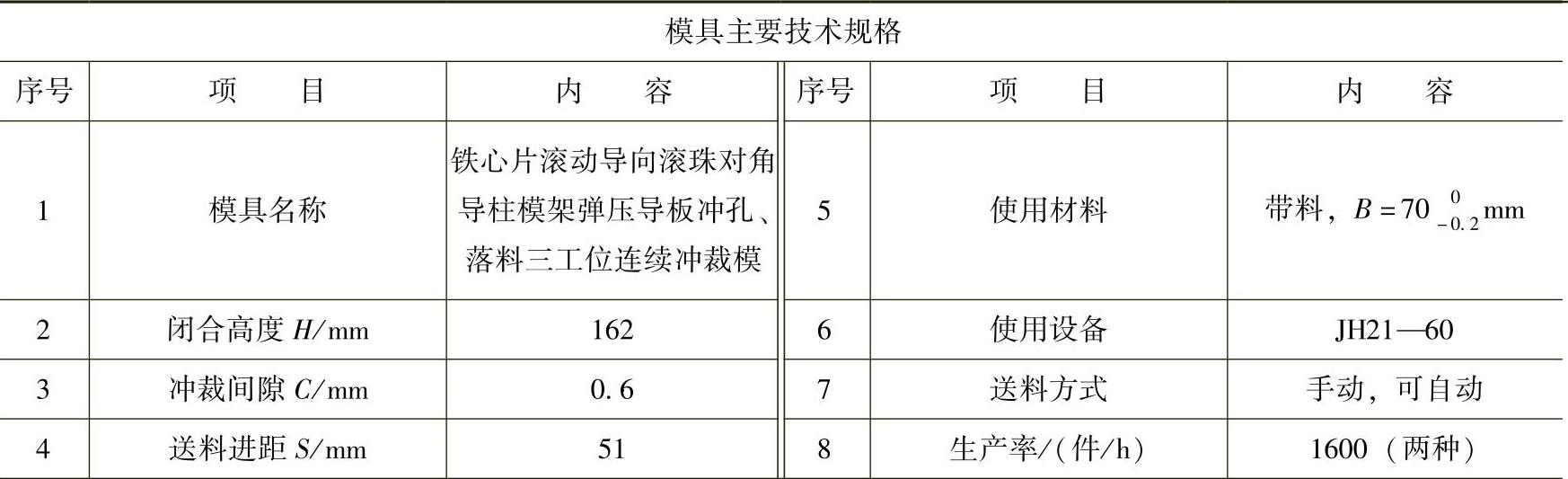
(2)模具主要技术规格及零部件(表8-29)
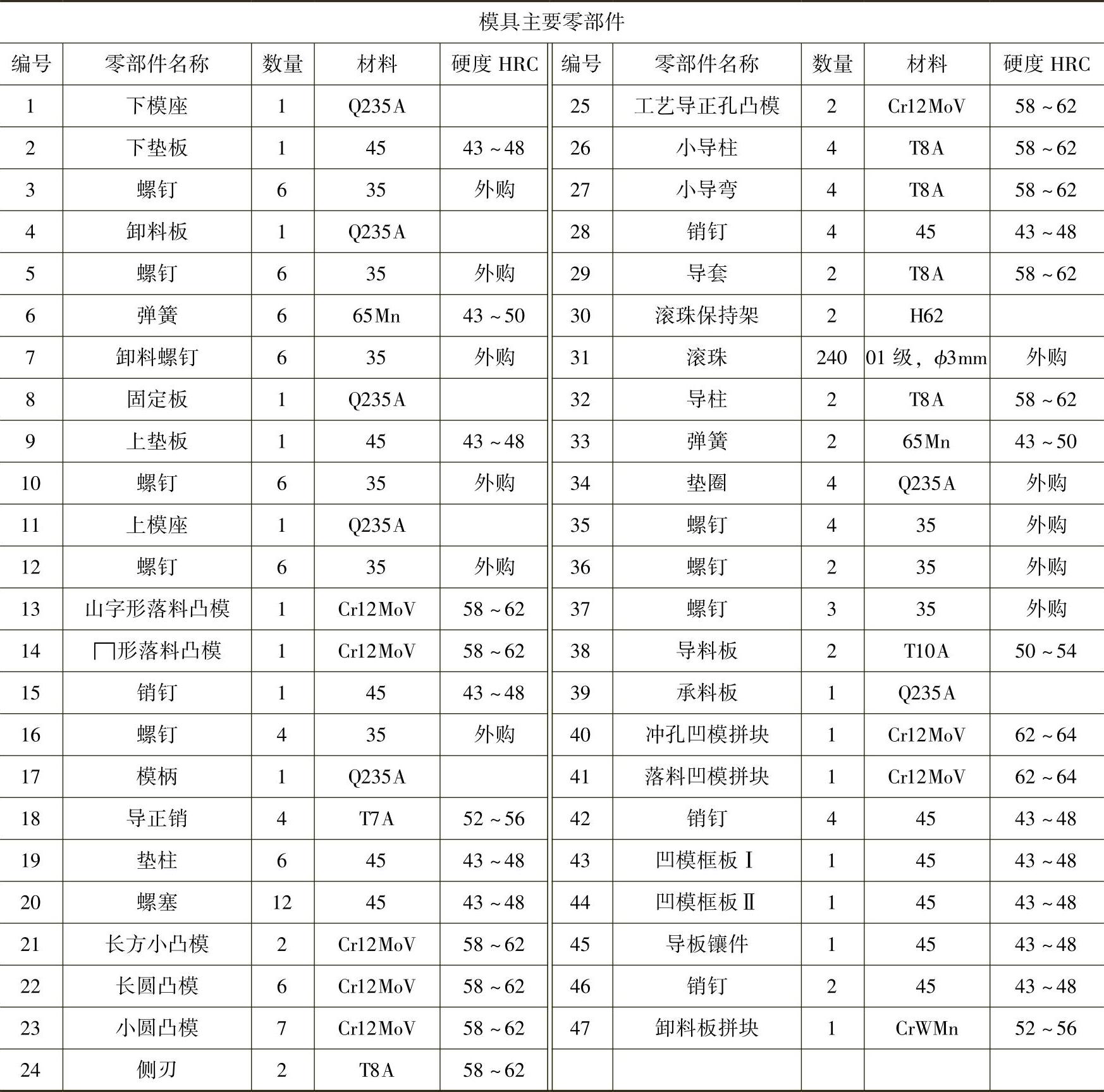
表8-29 模具主要技术规格及零部件
(续)
(3)分析说明
图8-29所示冲裁模,可用料厚t=0.5mm、料宽B=700-0.2mm的硅钢带,在公称压力为600kN的国产JH21—60型开式双柱固定台压力机上大量冲制仪表用小型变压器铁心硅钢片,即由图8-29中冲压件图所示的山字形铁心片和 形铁心片。这两种铁心片是一个部件,两者形状尺寸匹配为一对偶件,适合套裁。(https://www.xing528.com)
形铁心片。这两种铁心片是一个部件,两者形状尺寸匹配为一对偶件,适合套裁。(https://www.xing528.com)
图8-29的冲压件图所示铁心片1、2,材料都是硅钢片,料厚为0.5mm。可由制件1套裁冲得制件2,用一套多工位连续冲裁模套裁冲制一模两件,材料利用率达到75%,实现了优质、高产、低消耗。
从排样图可以看出,该冲模设有3个工位:工位Ⅰ将两个制件上的大小孔(含导正销孔共20个)全部冲出,虽然孔不少,但都是圆孔,孔间距离都比较适当,安排在同一工位对提高制件质量有好处,对模具制造与装配也影响不大;工位Ⅱ、Ⅲ是先后落料两个制件。模具采用对称双侧刃和两个导正销定距。
该模具结构特点如下:
1)凹模分为两段(件40、件41),拼合后由凹模框板43、44用螺钉紧固,并在其下设有垫板,便于制造、维修和更换。
2)全部小凸模、导正钉采用双螺塞、垫柱顶压方式紧固,便于拆卸、更换。
3)工位Ⅰ处的卸料板47选用CrWMn制造,硬度为52~56HRC,各孔与凸模成H7/H6间隙配合,对小凸模起导向保护作用。卸料板与固定板之间设有小导柱、小导套作辅助导向。卸料螺钉7采用较易控制定长的结构,保证了卸料平行工作。
4)导料板用T10A制造,淬火硬度为50~54HRC,省去了侧刃挡块,同时导料板耐磨,使用寿命长。
5)冲裁间隙较小,双面冲裁间隙取0.03~0.05mm。
6)模架为钢模座,滚动导向结构。
7)凸、凹模用Cr12MoV制作,对冷热加工工艺作了合理安排。每次刃磨量为0.08~0.15mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。