



【摘要】:模具图图8-26 接线头展开平毛坯冲孔、落料、切断三工位少废料连续冲裁模模具主要技术规格及零部件表8-26 模具主要技术规格及零部件分析说明图8-26所示冲裁模,可用料厚t=2mm、料宽B=620-0.1mm的T2纯铜板的剪裁条料,在公称压力为160kN的国产J23—16型开式双柱可倾压力机上大量生产冲压件图所示接线头展开平毛坯。该模具工作时,首先由始用挡料装置27定位,冲出两个8.5mm的孔,同时切除料头,随后由定位板24定位,冲出一个工件。
(1)模具图(图8-26)
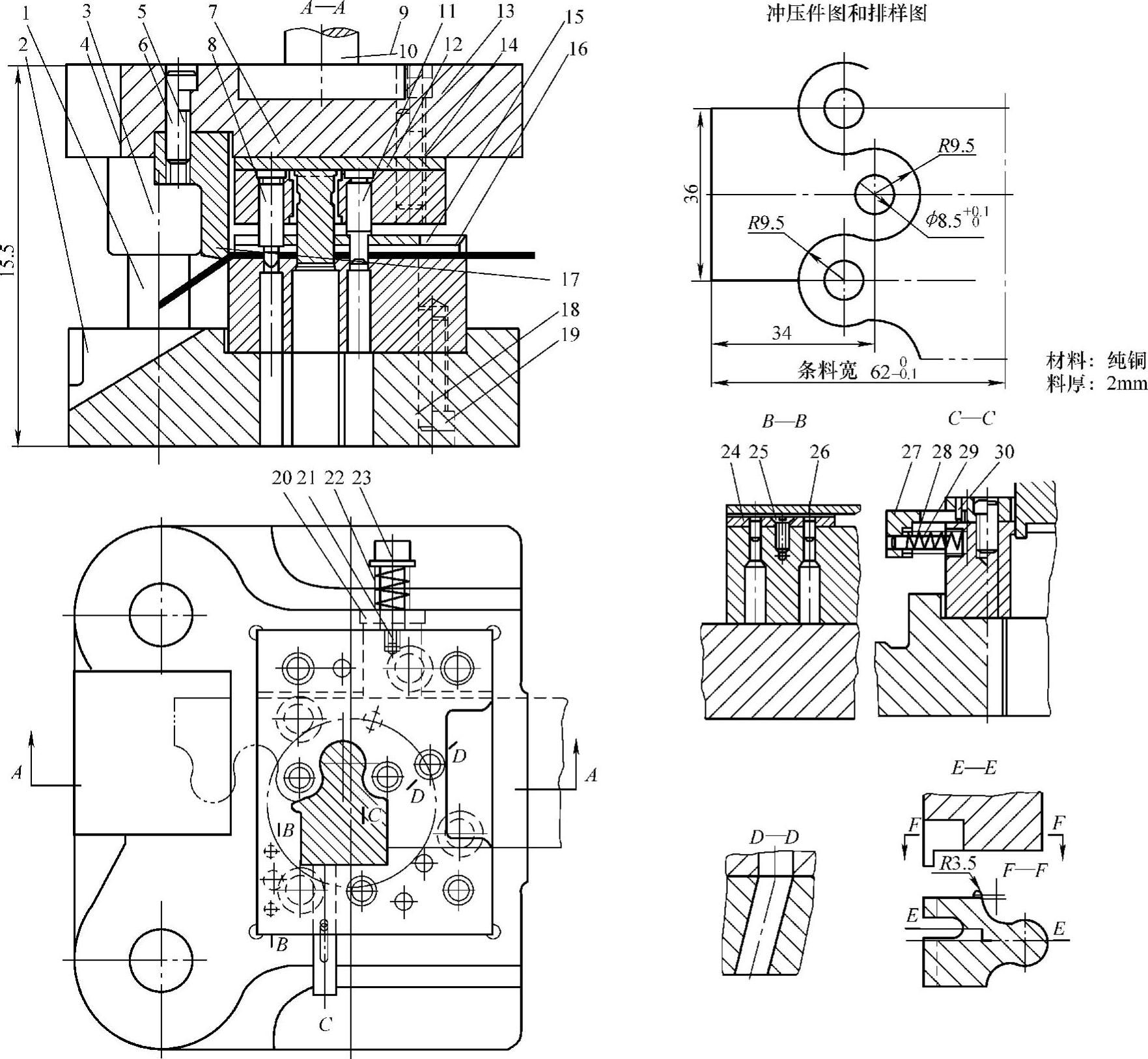
图8-26 接线头展开平毛坯冲孔、落料、切断三工位少废料连续冲裁模
(2)模具主要技术规格及零部件(表8-26)
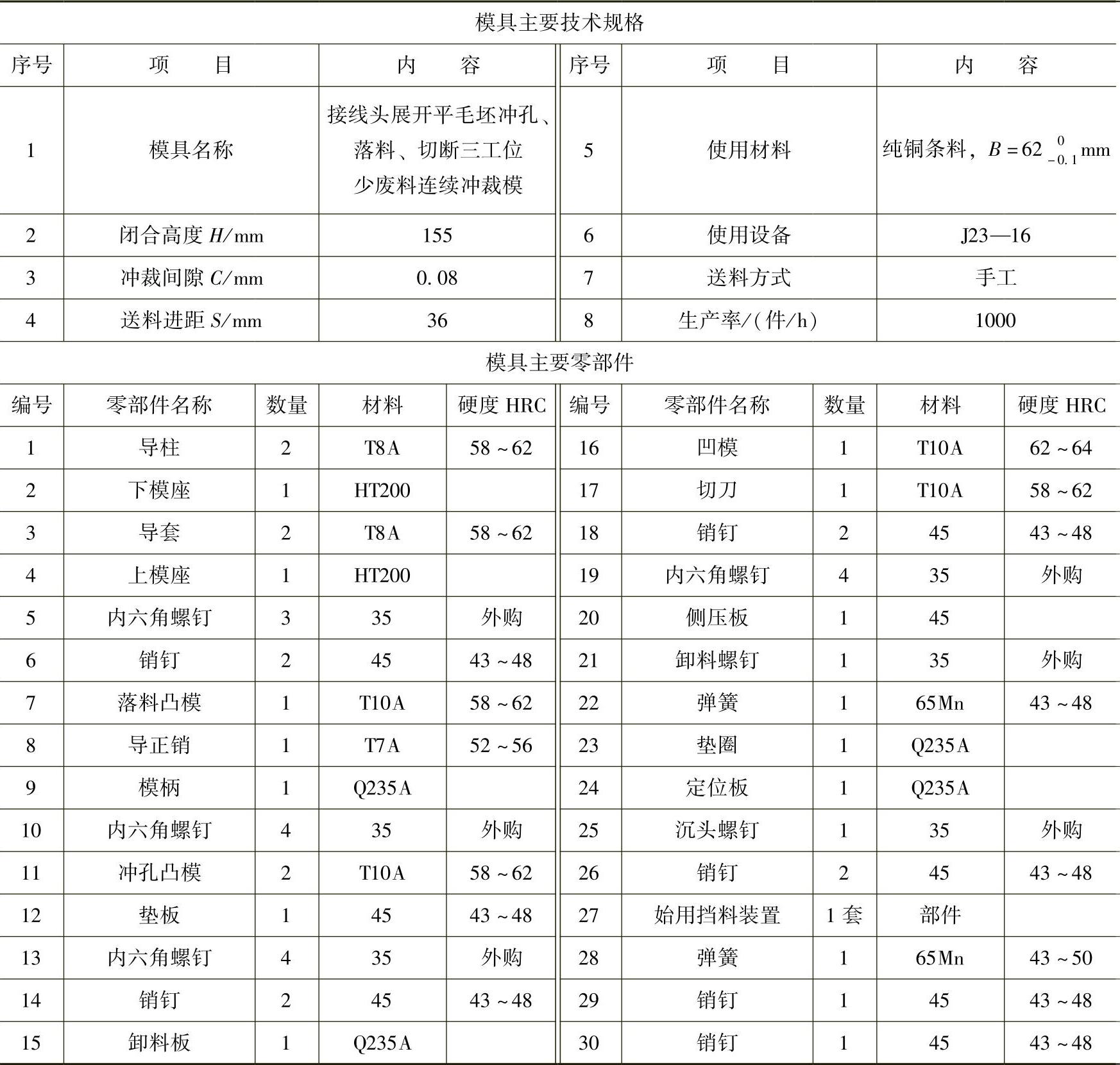
表8-26 模具主要技术规格及零部件
 (https://www.xing528.com)
(https://www.xing528.com)
(3)分析说明
图8-26所示冲裁模,可用料厚t=2mm、料宽B=620-0.1mm的T2纯铜板的剪裁条料(其长度L=500~1500mm),在公称压力为160kN的国产J23—16型开式双柱可倾压力机上大量生产冲压件图所示接线头展开平毛坯。该冲模采用无搭边排样,实现了少废料冲裁,冲孔产生的结构废料十分有限,其材料利用率可达到95%以上,而且废料还可回收。
该模具工作时,首先由始用挡料装置27定位,冲出两个ϕ8.5mm的孔,同时切除料头,随后由定位板24定位,冲出一个工件。该冲模在结构上的主要特点是改进了落料凸模的形状,详见落料凸模的孔形。
落料凸模7在结构上具有三个特点:其一,在它的左边下部有一条突起部分,工作时与凹模16的相应孔边作无间隙滑配,以平衡右侧刃口的冲裁反力;其二,在它下部相应于始用挡料销的端部处有一空槽,以免条料在首次冲压时与始用挡料销同时工作互相干涉而损坏;其三,在刃口的前方一侧带有一个R3.5mm的突出耳部,其目的是使条料右半部所切下工件的顶部圆弧曲线能够保证光滑过渡,避免出现毛刺。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。