



(1)模具图(图8-18)
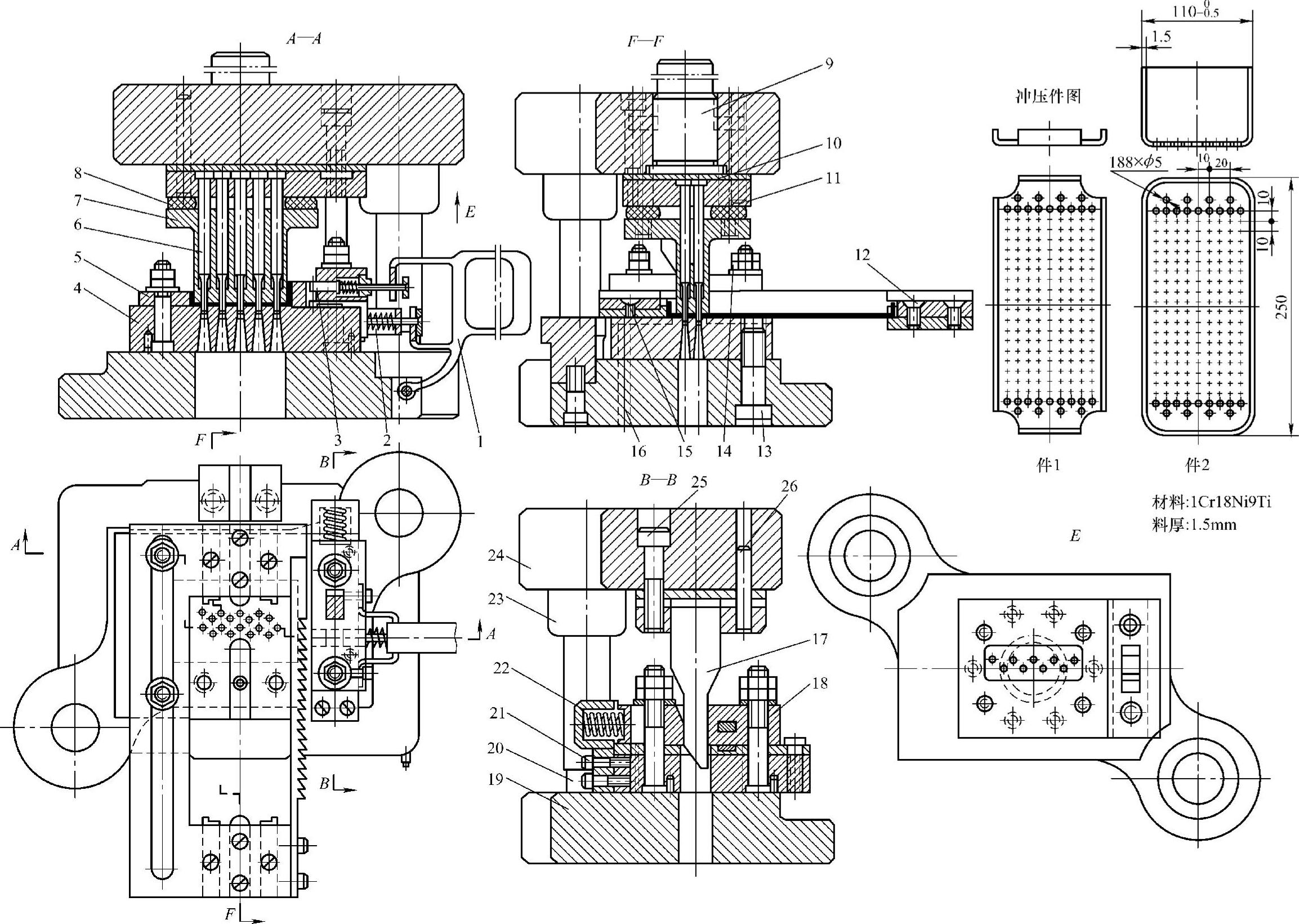
图8-18 网箱盖、箱底两件用楔驱动齿条传动、自动送进的连续冲孔模
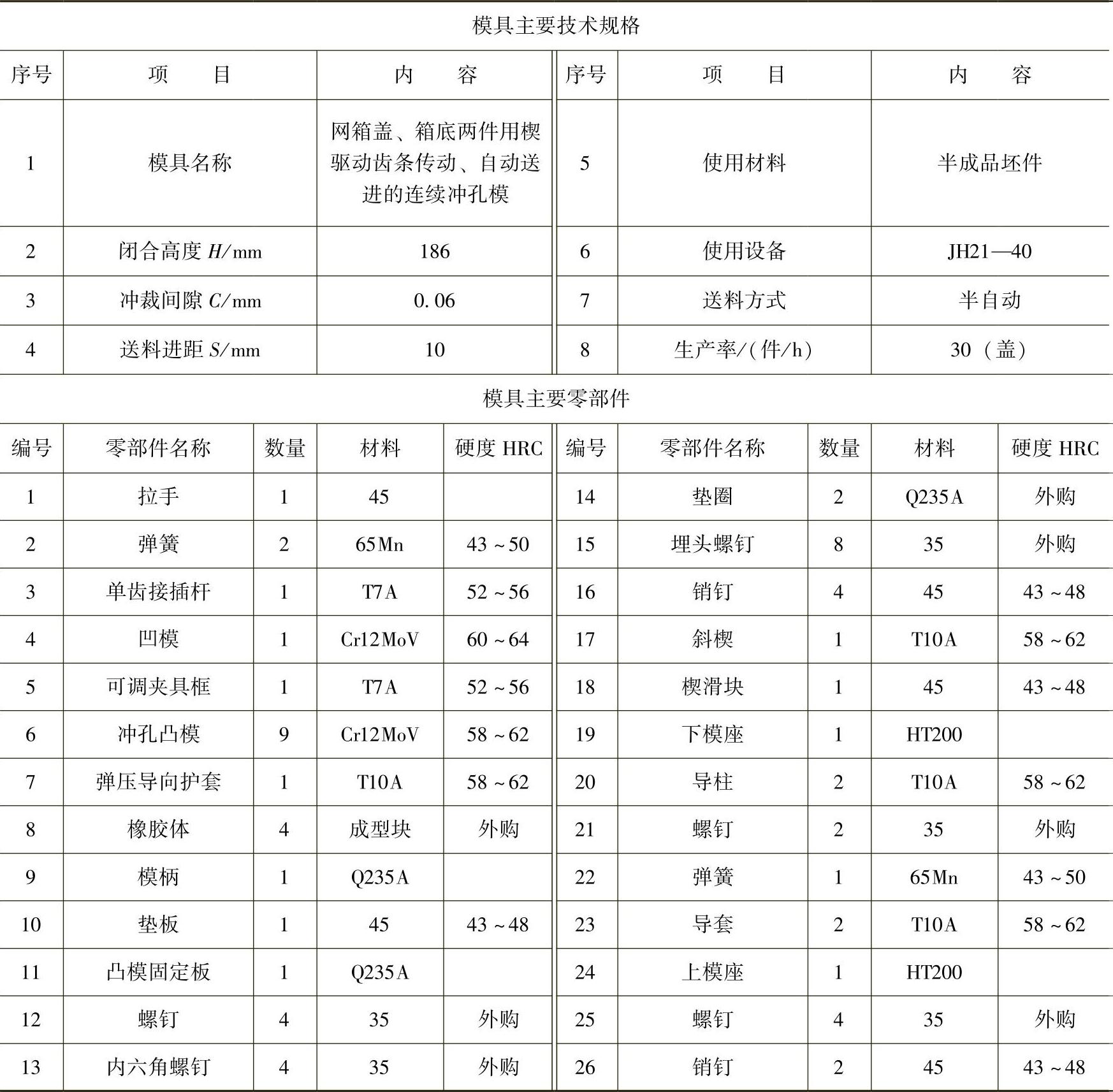
(2)模具主要技术规格及零部件(表8-18)
表8-18 模具主要技术规格及零部件
 (https://www.xing528.com)
(https://www.xing528.com)
(3)分析说明
图8-18所示为网箱盖和箱底两件用一套专用群孔半自动送料连续冲孔模。该冲模是用网箱盖和箱底的半成品进行连续冲孔。由于冲压件上群孔密布,在250mm×110mm的表面积上,共9行22列总计188个ϕ5mm的孔。孔的排列有两种形式:4孔一列共4列,盖和底各有两列,均为首尾两列,孔距20mm;另一种形式是每列9孔,孔距10mm,盖和底均有20列、9行,各188个ϕ5mm的孔。该冲模的冲孔运作过程及结构特点如下:
1)一次冲两列共9个ϕ5mm的孔,见E向视图。这两列孔的排样是:前列4孔,后列5孔,两列前后孔心距为10mm,而每行对应孔中心距均为10mm。如由5孔一列变成9孔一列,只用将4孔行列与5孔行列先后连续错开冲孔按10mm一个送料进距送进即可。因为每次冲压行程同时冲出两列孔,按孔位排列,前排4孔中心线正好在后排5孔的相邻两孔中心连线的中点,故只要送料装置按两列孔的中心距作为送料进距,进行连续冲孔,到工件尾部调头冲一次,即可完成冲孔加工。
2)单齿接插杆3由楔17通过压簧22推动,乘上模回程模具开启,楔17与楔滑块18脱开时,从齿条上的一个齿退出,与下一个齿啮合,每个齿距是一个送料进距。
3)每次9个ϕ5mm孔,冲孔凸模的排布见图8-18E向视图。每列9孔的共20列,两工件相同,都要冲两次。这样排布提高了凹模强度,发挥连续冲孔的优势,也使凸模加粗杆部加固后需要在固定板上有更大安装面积的问题得到解决。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。