



【摘要】:经校直器校直的钢丝由滚珠夹持式自动送料装置送至倒角器外缘送料定位处,上模下行闭模,进行切断、打扁的冲压加工,用后续坯件送进,将已冲压加工的工件推送入倒角器一次到位,而倒角器电动机35运作,将工件进入一端头部倒圆。完成倒圆的成品零件由倒角器推送出模落入机座下部成品箱。待模具开启时,楔与滚轮12脱开,弹簧推动楔滑块带着夹持器实施送料动作。
(1)模具图(图8-17)
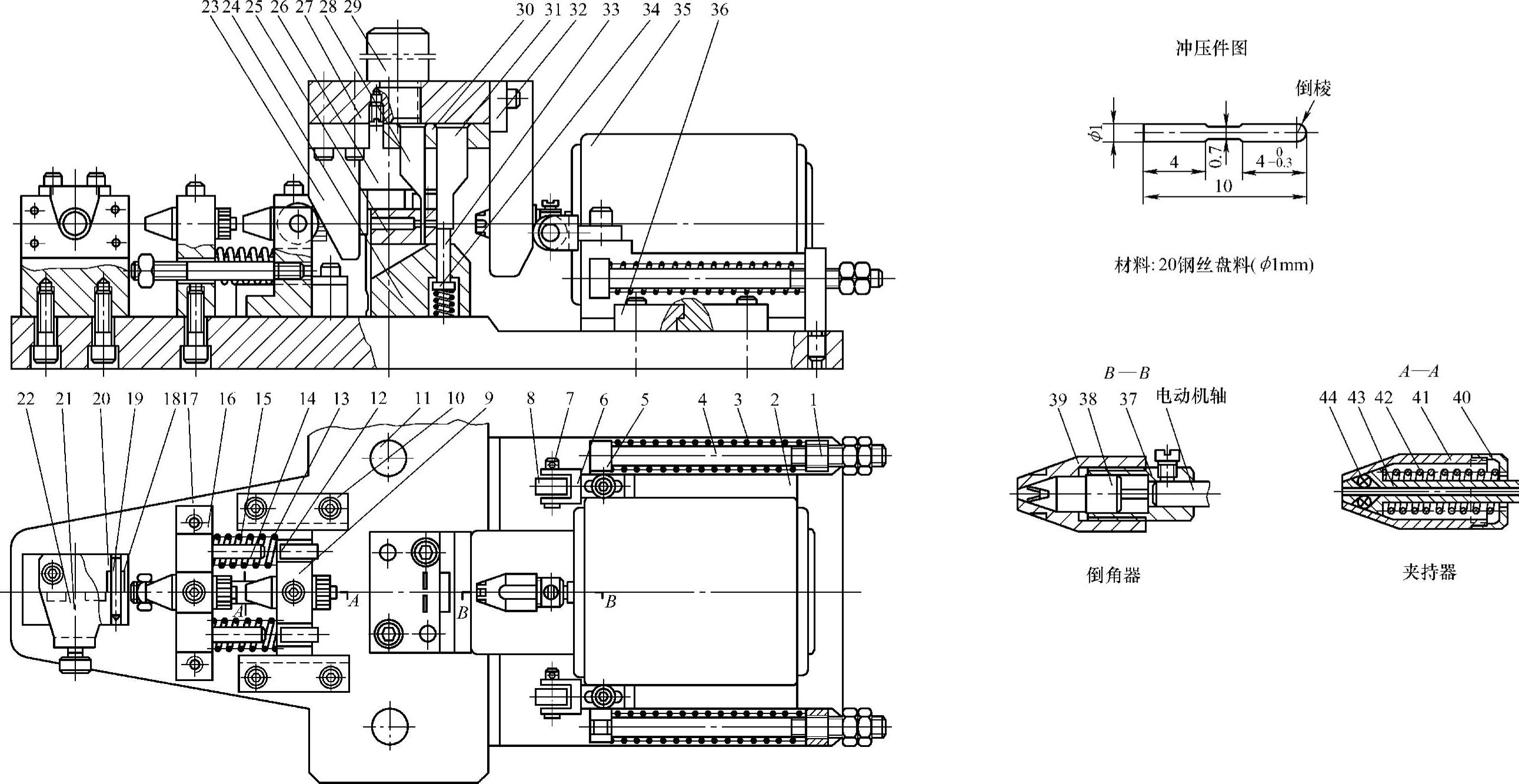
图8-17 撞针类零件用滚珠夹持自动送料的四工位连续式组合模
(2)模具主要技术规格及零部件(表8-17)
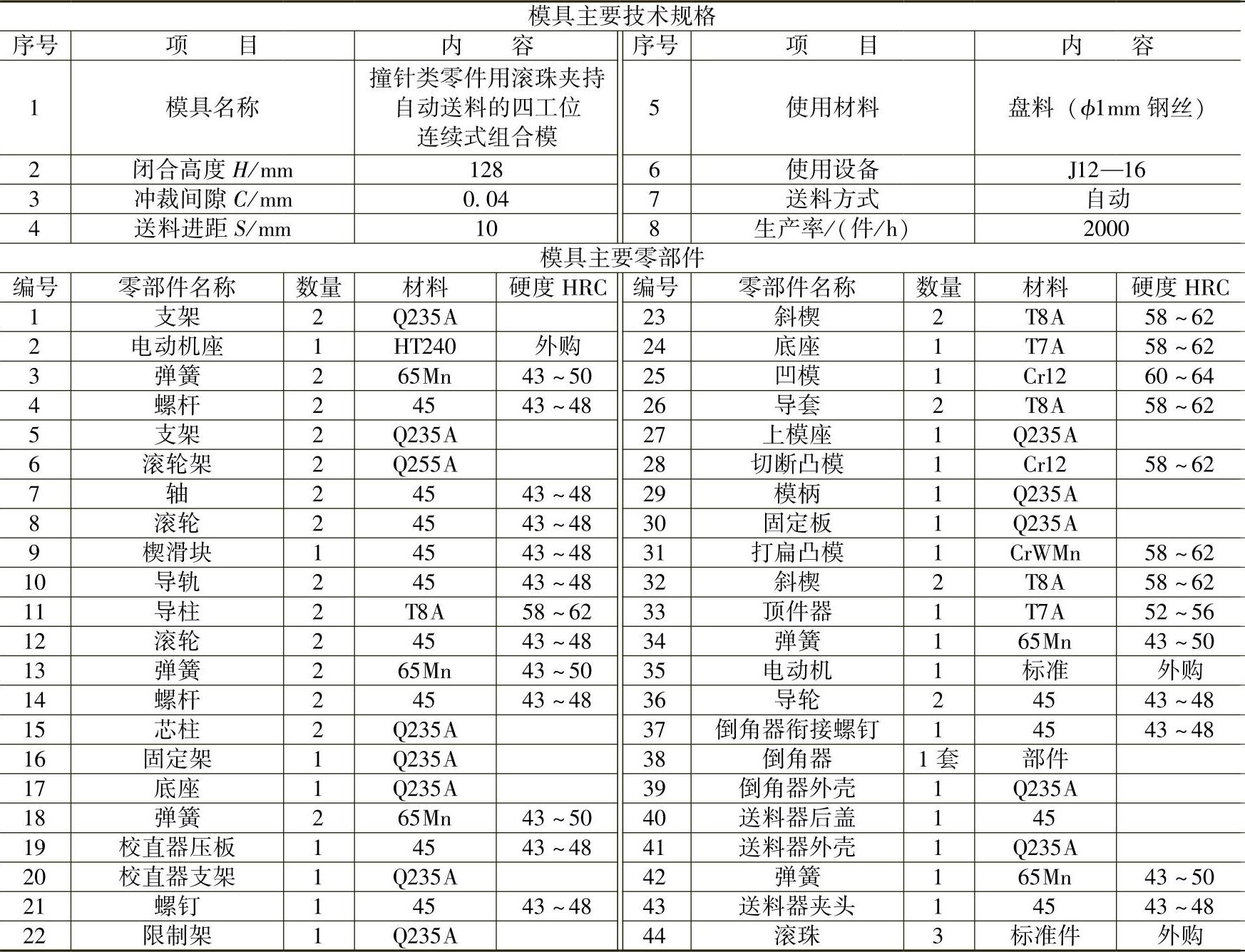
表8-17 模具主要技术规格及零部件
(3)分析说明(https://www.xing528.com)
图8-17所示组合模,可用直径ϕ1mm的成盘钢丝,在公称压力为160kN的国产J12—16型开式单柱活动台偏心压力机上大量生产冲压件图示出的撞针标准件,成品制作互换性强一致性高,质量好,可以实现优质、高产、低消耗。
图8-17所示模具是一套冲压加工与机械加工组合的高效模具,该模具的运作过程及结构特点如下:
1)该模具由校直机构、送料机构、冲压加工机构以及切削加工机构4部分组成,由压力机通过两套4组楔传动机构进行4工位连续协调运作。
2)采用滚珠夹持式自动送料装置。经校直器校直的钢丝由滚珠夹持式自动送料装置送至倒角器外缘送料定位处,上模下行闭模,进行切断、打扁的冲压加工,用后续坯件送进,将已冲压加工的工件推送入倒角器一次到位,而倒角器电动机35运作,将工件进入一端头部倒圆。
3)倒角器的结构见B-B剖视图。完成倒圆的成品零件由倒角器推送出模落入机座下部成品箱。
4)送料夹持器结构见A—A剖视图。由两只斜楔23在闭模前下行接触滚轮12,给弹簧13施压,使其储备能量。待模具开启时,楔与滚轮12脱开,弹簧推动楔滑块带着夹持器实施送料动作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。