



【摘要】:图8-16 轴头座滑动导向四导柱加强型非标准钢模架冲挤、落料、切断五工位连续式复合模表8-16 模具主要技术规格及零部件该冲模的运作过程及结构特点如下:1)在冲挤成形的第1工步与冲裁成形及落料的第2工步之间设两个空工位,考虑废料切断T步放在最后一个工位,则构成了五T位的连续式复合模排样。2)采用加厚钢模座、加粗并加长导柱的滑动导向四导柱加强型非标准专用钢模架,有效并大幅度提高模架的刚度及承载能力。
(1)模具图(图8-16)
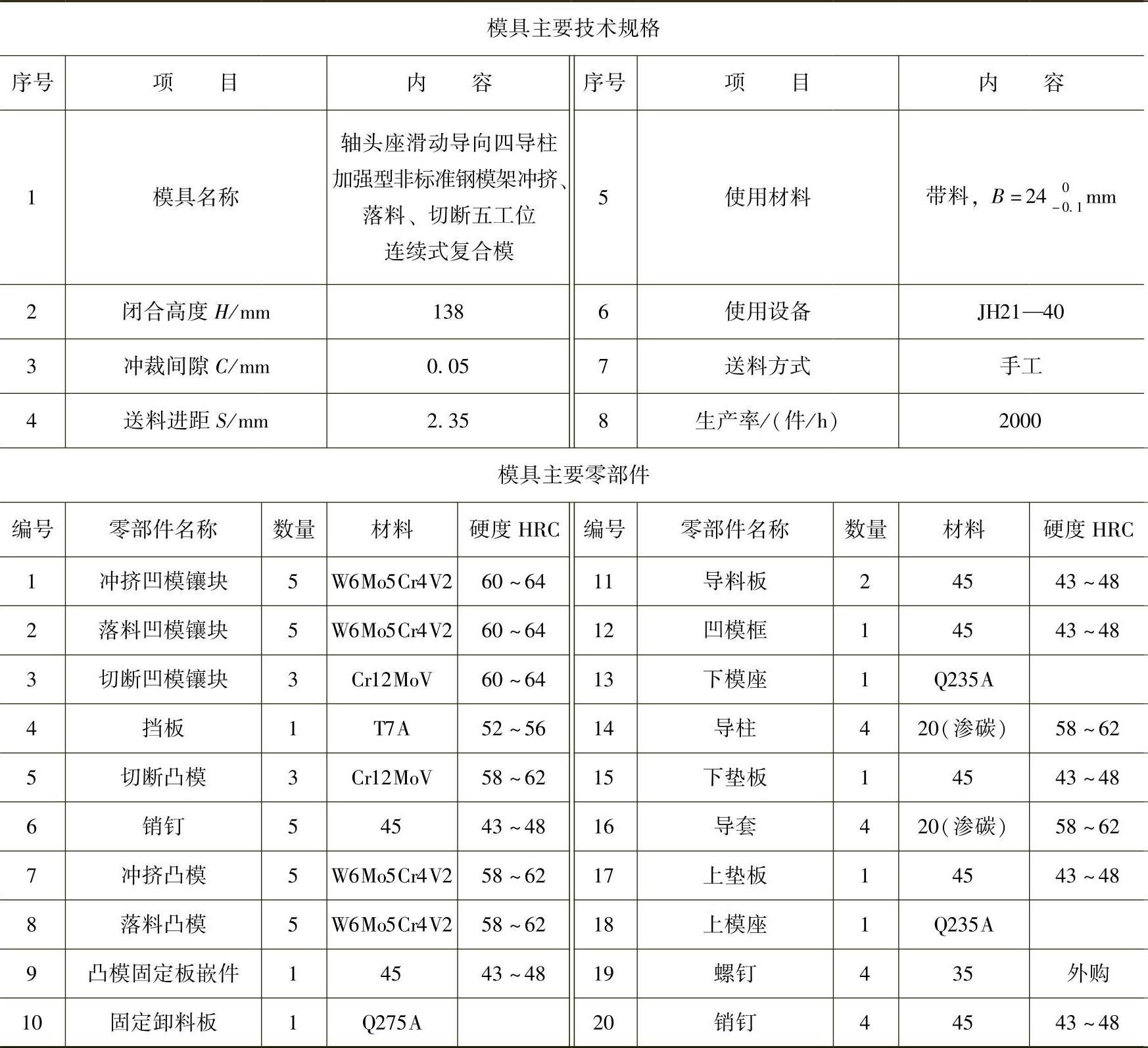
(2)模具主要技术规格及零部件(表8-16)
(3)分析说明
图8-16所示复合模,可用料厚t=1.25mm、料宽B=240-0.1mm的H62黄铜冷轧带料,在公称压力为400kN的国产JH21—40型开式双柱固定台压力机上成批和大量冲制冲压件图示出的冷锻立体形零件。由于该冲压件尺寸小而其尺寸与形位精度要求较高,采用宽大的搭边与沿边以及加大行距的5行排样,设冲挤成形、冲裁成形并落料。同时,考虑废料搭边框的切断,以利于黄铜的废料回收再生。
冲挤成形是用t=1.25mm的带料,在闭口冷模锻的模腔中冲挤板料充满模腔而成形,冲挤时进入模腔的原材料H62黄铜体积在强大压力冲击下要依模腔大小及形状重新分配。如原材料体积大,必须增加冲压方向的尺寸;原材料体积少了,会造成冲压件充不满模腔,出现“欠压”、“缺肉”,而成为废次品。故排样及工位设置是成败的关键环节,应特别关注。
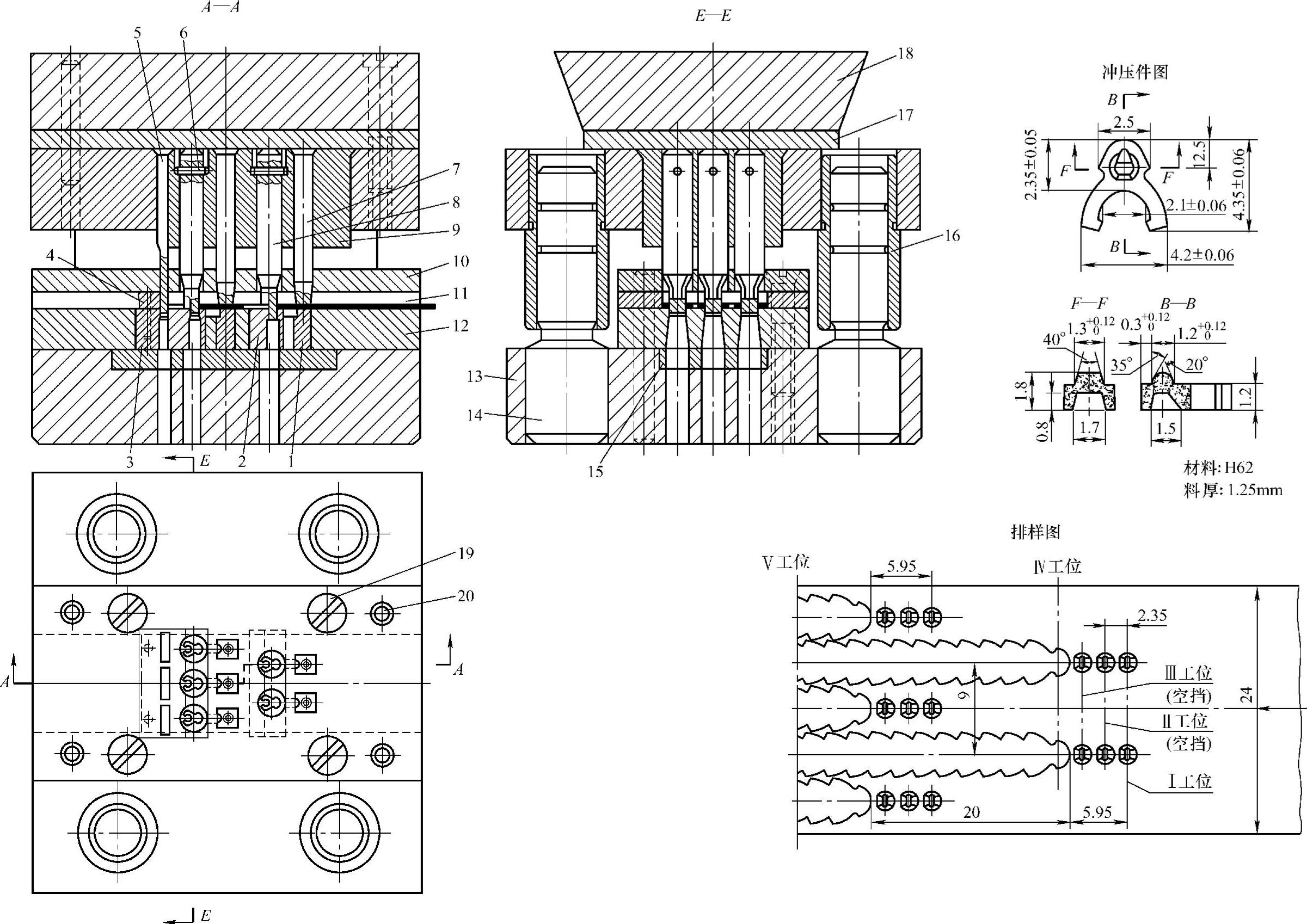
图8-16 轴头座滑动导向四导柱加强型非标准钢模架冲挤、落料、切断五工位连续式复合模
表8-16 模具主要技术规格及零部件(https://www.xing528.com)
该冲模的运作过程及结构特点如下:
1)在冲挤成形的第1工步与冲裁成形及落料的第2工步之间设两个空工位,考虑废料切断T步放在最后一个工位,则构成了五T位的连续式复合模排样。
2)采用加厚钢模座、加粗并加长导柱的滑动导向四导柱加强型非标准专用钢模架,有效并大幅度提高模架的刚度及承载能力。
3)采用镶拼结构的模芯,耐用,刃磨、修理、更换易损件方便。
4)采用加厚的固定卸料板、加厚的凸模固定板以及厚垫板,以提高其承载能力。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。