



【摘要】:模具图图8-15 卡环滑动导向后侧导柱模架弹压导板七工位连续式复合模模具主要技术规格及零部件表8-15 模具主要技术规格及零部件(续)分析说明卡环冲压件见图8-15,外径与圆筒部分的长度均为mm,由1.2mm厚的冷轧10钢板冲压制成。角形摆杆12在上模回程上升时,会绕主轴向右摆,压簧13抽出弯芯11。角形摆杆12固定在下模座两边的支座转轴上,其下部小头端随上模活动,压杆的上下移动使其绕转轴左右摆动。
(1)模具图(图8-15)
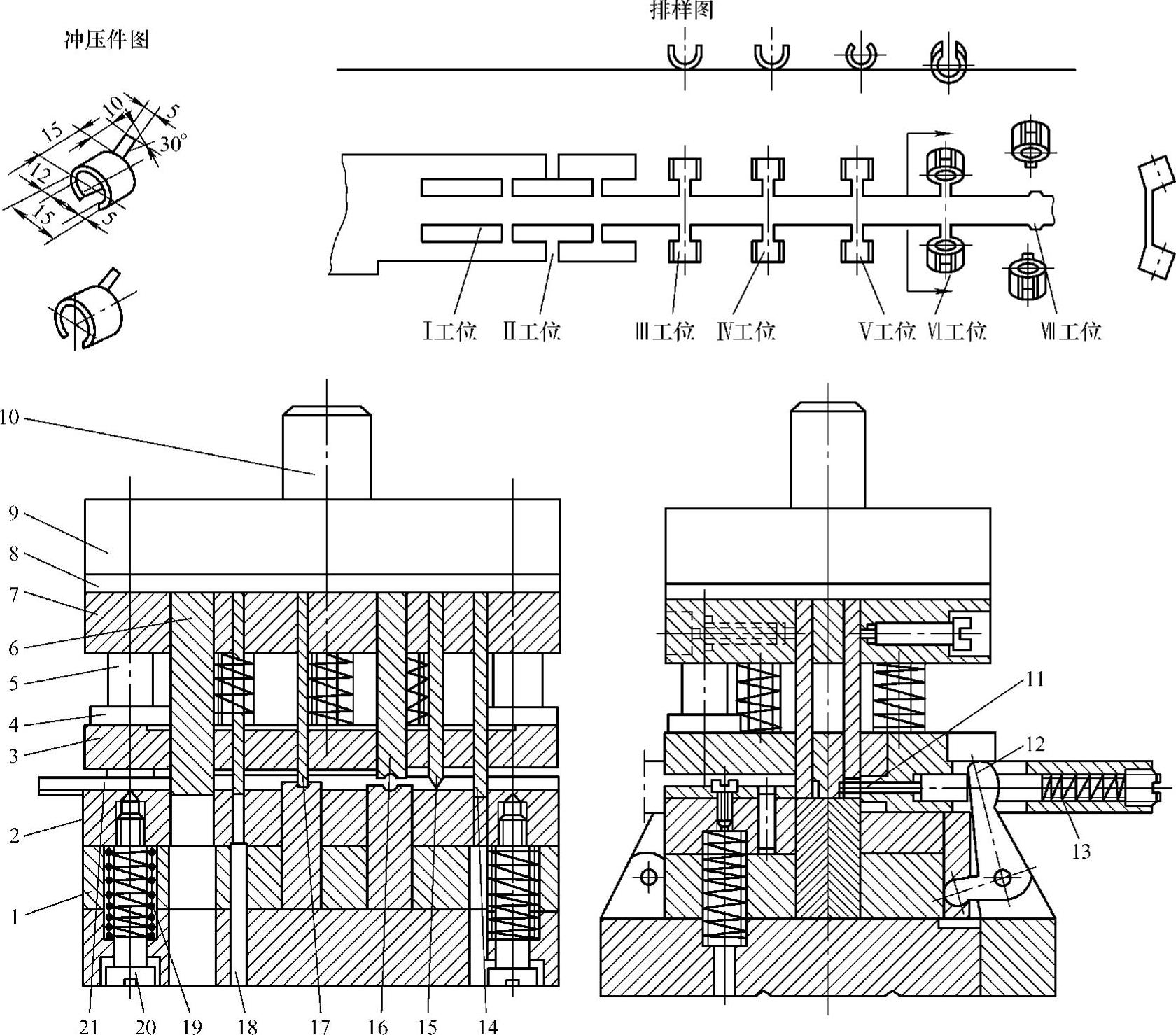
图8-15 卡环滑动导向后侧导柱模架弹压导板七工位连续式复合模
(2)模具主要技术规格及零部件(表8-15)
表8-15 模具主要技术规格及零部件

(续)(https://www.xing528.com)

(3)分析说明
卡环冲压件见图8-15,外径与圆筒部分的长度均为(15±0.2)mm,由1.2mm厚的冷轧10钢板冲压制成。该冲压件的加工难度不仅在于不封口圆环的冲压,更在于对圆筒开口处宽5mm、长10mm的斜置把柄的加工,要求开口与柄宽相等,柄向外约偏30°。
该冲模采用标准的后侧导柱(也可用四角导柱)模架,加厚的弹压卸料板挂装在导柱上,将卸料板作为凸模14、15、17、18导板使用,从而使该冲模成为高精度弹压卸料导板式连续复合模结构。其模孔与凸模配合要求按基轴制h5/H6,使凸模工作段占其总长的25%,插入在卸料(导板)板中,获得稳固的横向支承,使其抗纵弯能力因受力状态的改善而大幅度提高,不会产生纵弯折断。
角形摆杆12在上模回程上升时,会绕主轴向右摆,压簧13抽出弯芯11。当上模下行开始压缩卸料板上的弹簧使凸模工作之前,角形摆杆12向左摆动,压簧13推动弯芯11到位,并插入U形毛坯中,而后卷圆。角形摆杆12固定在下模座两边的支座转轴上,其下部小头端随上模活动,压杆的上下移动使其绕转轴左右摆动。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。