



(1)模具图(图8-14)
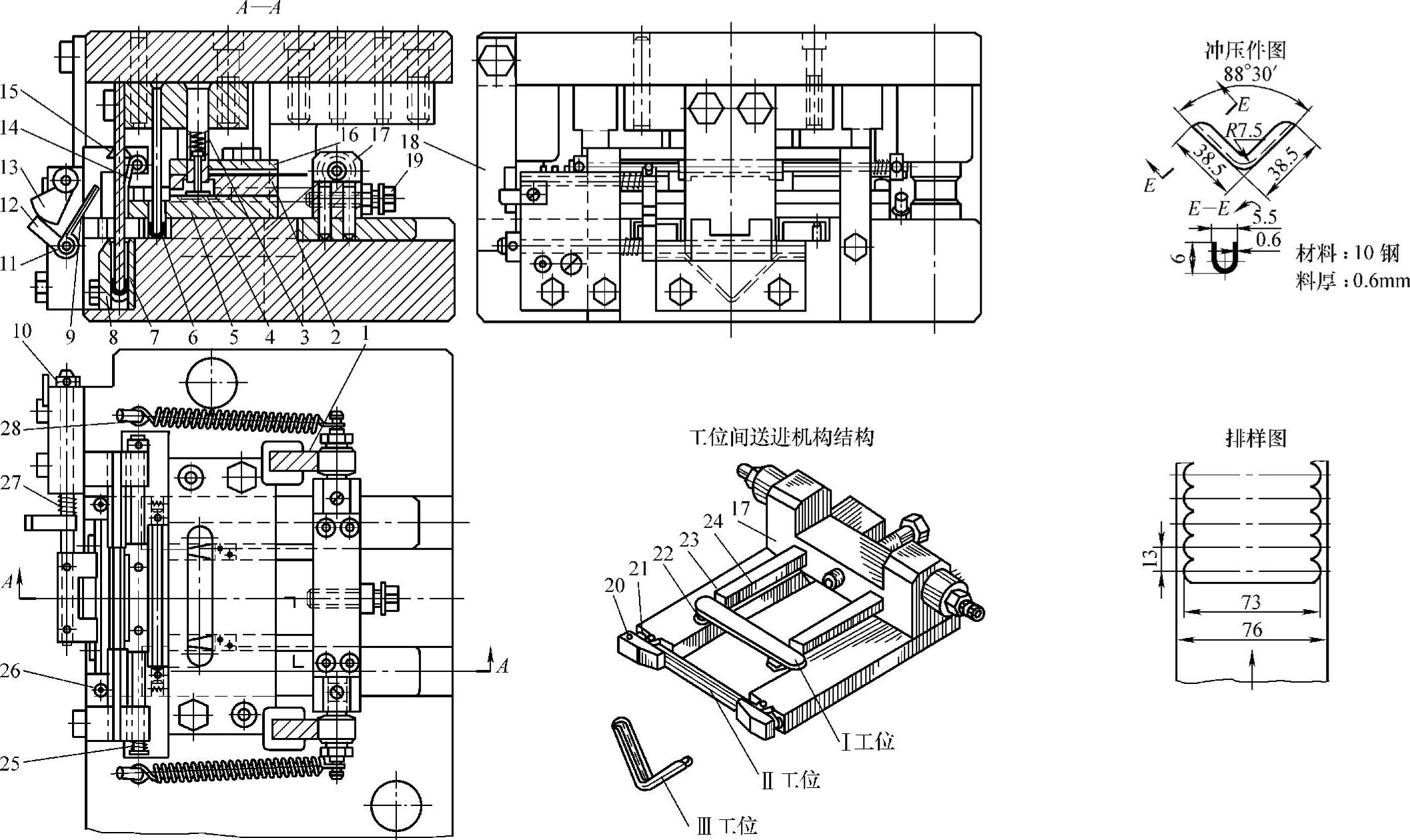
图8-14 包角多层凹模落料、连续弯曲成形三工位自动冲模
(2)模具主要技术规格及零部件(表8-14)
表8-14 模具主要技术规格及零部件

(3)分析说明(https://www.xing528.com)
图8-14所示为包角多层凹模落料、连续弯曲成形自动冲模。从冲压件图可以看出,该零件是直接用带料,经整体落料获得展开平毛坯后弯曲成U形槽钢,再将其向槽口一边弯88°30′,成形为最终的包角零件。
冲压工艺使用宽76mm的带料,采用有沿边、无搭边排样,实施落料、弯U形槽钢、弯88°30′成形。其三工位连续复合模及工位间送进系统都十分新颖。整套冲模的结构设计因件而异,有较多创新,要点如下:
1)弯曲零件虽然仅仅是一个小于90°但接近90°的单角弯曲件,要直接用带料连续冲压一模成形存在诸多难点:弯曲的U形断面,宽度小于深度,弯成形卸件力大,弯成U形槽钢总包在凸模上;弯U形槽钢必须整体落料,而落料后、弯用U形槽后坯件的工位间送进难度较大。
2)包角零件弯边高度大,两边相等均为38.5mm。弯曲成形时需要较大的模内空间。
3)三个工位的凹模呈三台阶布置,各相邻工位凹模的高差,除考虑零件成形尺寸外,要兼顾模具结构的需要,故实际上会出现送料进距S相同,三个凹模高度各不相同,造成三凸模长度相差悬殊,但确是实际需要。
4)工位间送进方式采用专门送进机构传递。冲模的下模座为左端台阶形加厚模座。在上层装第Ⅰ工位落料和第Ⅱ工位弯U形槽钢的凹模。在下边底层装弯曲88°30′角成形凹模。三凹模在水平面的中心距即送料进距S是相等的。因三者所需作业空间不同,造成凹模厚度不等,各工位有较大高差。在下模座表层装第Ⅰ、Ⅱ工位下模两边沿送料方向各有一条导轨槽将送料机构导轨23嵌入,将Ⅰ、Ⅱ工位模芯夹在两导轨之间,送料机构便可用机械手22和20分别在第Ⅰ、Ⅱ工位凹模下边出件口两侧,接送坯件到Ⅱ、Ⅲ工位。第Ⅱ工位的U形槽钢弯成后,由机械手20的弹性夹持器自动夹紧。当楔1脱离送进机构的两个滚轮后,挂在滚轮轴上的拉簧会拉动送进机构由右向左送坯料到位。当Ⅰ工位落料的展开毛坯由机械手22送至Ⅱ工位的同时,由Ⅱ工位弯成的U形槽钢也由机械手20送至Ⅲ工位进行弯曲。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。